用于微反應器塑件整平的等溫熱壓工藝
2016-12-19 02:30:12欒慶蕾杜立群
光學精密工程 2016年11期
徐 征,欒慶蕾,曹 棟,杜立群,劉 沖
(1.大連理工大學 微納米技術及系統遼寧省重點實驗室,遼寧 大連 116085;2.大連理工大學 精密與特種加工教育部重點實驗室,遼寧 大連 116085)
?
用于微反應器塑件整平的等溫熱壓工藝
徐 征1*,欒慶蕾1,曹 棟2,杜立群1,劉 沖2
(1.大連理工大學 微納米技術及系統遼寧省重點實驗室,遼寧 大連 116085;2.大連理工大學 精密與特種加工教育部重點實驗室,遼寧 大連 116085)
以一種微流控微反應器塑件為對象,提出了用于微塑件整平的等溫熱壓工藝,研究了等溫熱壓工藝對平板微塑件的整平機理。建立了描述該工藝的彈塑性數學模型,計算分析了外加壓力和溫度對塑件表面形貌的影響。綜合考慮塑件整平效果和微結構保形,開展等溫熱壓整平工藝實驗,分析了關鍵工藝參數對器件整平精度的影響。研究結果表明:與壓力載荷相比,熱載荷對不平度的改善效果更明顯;由于塑件端部區域受力面積大,其兩端變形量均大于中間反應腔的變形量。在相同壓力條件下,70 ℃時平面度和不平度的變化率均為最高。通過工藝優化,微反應器塑件平面度提高到了10 μm內,最大變化率可達72.7%;而不同區域的不平度變化率為3.50%~53.50%,微結構尺寸變化可控制在5 μm 以下。本文研究成果對提高平板微塑件平整精度有借鑒作用。
等溫熱壓整平;微注塑成型;微反應器塑件;平面度
1 引 言
微流控芯片技術通過微制造工藝將常規生化實驗室的操作單元轉移到面積在厘米量級的芯片上,再通過微流道將這些功能單元互聯形成微流控芯片,分析全過程自動完成,具有樣品消耗少、功能集成、效率高等優點[1-3]。微流控芯片是具有微結構的典型平板器件,而注塑成型具有復制一致性高、生產速度快、工藝步驟少等優點,是批量制造微流控芯片的重要途徑[4-7]。然而,為保證芯片上微細結構復制精度,往往需要設置較高的注塑速度和模具溫度,這會導致塑件內部存在較大的殘余應力,脫模后在應力作用下變形,表現為宏觀翹曲和局部不平整,不僅影響后續鍵合封裝的質量,還易發生漏液等問題[8-10]。
一些學者針對注塑成型的薄板塑件變形問題開展了研究。Amran[11]等對尺寸為162 mm×19 mm×3 mm的聚丙烯塑件進行了注塑工藝試驗,發現型腔溫度對翹曲變形的影響最大,在模具溫度為70 ℃、熔體溫度為255 ℃的條件下,獲得的最小翹曲量為396 μm。Tang[12]等對尺寸為120 mm×50 mm×1 mm的塑件進行了注塑正交試驗,發現熔體溫度對翹曲影響最大,通過工藝優化將翹曲控制在68 μm左右。Shen[13]等研究了工藝參數對尺寸為100 mm×75 mm×2.8 mm聚甲基丙烯酸甲酯(Polymethacrylates,PMMA)導光板平面度的影響,在模具溫度為40 ℃、熔體溫度為240 ℃、保壓壓力為65 MPa的條件下將翹曲量降低到37 μm。上述研究僅對注塑工藝本身進行優化,很難將平板塑件的翹曲控制在10 μm 以下。而且這些研究主要針對塑件宏觀翹曲進行優化,對不平度的改善涉及較少,也未考慮工藝參數對微結構的負面影響。
微熱壓是另一種基于模塑成型聚合物微制件的常用方法,由于其溫度低、施壓慢,能獲得較高的復制精度,但成型周期較長。本文借鑒熱壓法,以一種微流控反應器塑件為對象,研究等溫熱壓法對平板微塑件的整平機理:建立了描述熱壓整平工藝的彈塑性模型,計算分析了壓力和溫度載荷對塑件整平效果的影響;最后,綜合考慮塑件整平效果和微結構保形,開展等溫熱壓整平工藝實驗,分析了關鍵工藝參數對器件精度的影響。
2 理論分析與數值模擬
熱壓整平中塑件變形是外力載荷和熱載荷協同作用的結果。采用的溫度-壓力控制曲線如圖1(a)所示,包括升溫段(t0~t1)、恒溫-恒壓保持段(t1~t3)和降溫段(t2~t3)。在t0時刻,由初始溫度T0開始升溫,至t1時刻達到溫度T1,此時對塑件施加載荷F0;在t2時刻去除溫度載荷;在t3時刻去除壓力載荷,并使溫度下降至T0。在降溫段保持壓力,以約束變溫引起的塑性變形。為減小結構變形,將熱壓溫度設在玻璃點轉化溫度Tg以下。微塑件受力形變過程使用彈簧-阻尼的彈塑性模型描述,如圖1(b)所示。圖中E為描述彈性變形的楊氏模量,G為描述塑性變形的正切模量,σK為屈服應力。

(a)熱壓整平工藝過程

(b)彈塑性等效模型
以von Mises準則為屈服變形判據:

(1)

描述微塑件內部熱傳導的方程為:

(2)
式中:ρ為塑件密度,c為比熱容,K為熱傳導系數。
聚合物材料松弛因子為[14-15]:

(3)
模量與溫度關系為:
ET(t)=ET0(t/A(T)),
(4)
式中:系數C1和C2分別取為17.4和51.6;Tg為玻璃點轉化溫度,取105 ℃;T為實際溫度;A(T) 為松弛因子;T0為25 ℃;ET0為25 ℃時的模量。
依據式(1)~(4),使用ANSYS模擬微塑件(20 mm×10 mm×1 mm,L×W×H)熱壓整平過程,塑件由入液端與出液端(均為5 mm×0.33 mm×0.33 mm,L×W×D)、反應腔(10 mm×4 mm×0.33 mm,L×W×D)組成(圖2),黃線表示微結構輪廓(彩圖見期刊電子版)。
計算假設如下:(1)微塑件與上下壓頭間無滑移;(2)熱壓系統的邊界絕熱;(3)忽略金屬壓頭的變形。溫度T1設為60,70和80 ℃,壓力F0設為98.07,196.14和294.21 N,考察溫度和壓力的影響。塑件材料為PMMA,參數[16]如表1所示。

圖2 微塑件幾何模型與網格劃分

密度/(kg·m-3)比熱/(J·g-1·℃-1)熱傳導系數/(w·m-1·℃-1)熱膨脹系數/℃-111901.50.26×10-5泊松比楊氏模量/GPa正切模量/MPa屈服應力/MPa0.43.00137.5110
以微塑件上取樣線的形變量(Z方向上波峰Zp與波谷Zv的差值)與取樣長度lr的比值為不平度W,衡量塑件表面的局部微觀起伏,即有:

(5)
2.1 計算結果與分析


由圖3可知,在相同的壓力條件下,W隨溫度的升高而增大;而在相同的溫度條件下,W隨壓力的升高而下降。入液端微結構中心與上表面在98.07 N、80 ℃時獲得的最大不平度(Wmax)為1.29×10-2和2.68×10-3,在294.21 N、60℃時最小不平度(Wmin)分別為8.02×10-3和1.54×10-3,分別如圖3(a)與3(c)所示。反應腔微結構中心與上表面在98.07 N、80 ℃時獲得的Wmax分別為3.95×10-3和1.66×10-3,在294.21 N、60 ℃ 時獲得的Wmin分別為2.40×10-3和9.71×10-4,分別如圖3(b)與3(d)所示。兩區域變形規律一致。但由于入液和出液端受力面積大,其變形量大于反應腔變形量。


(a)入液端微結構中心取樣

(b)反應腔微結構中心取樣

(c) 入液端表面取樣
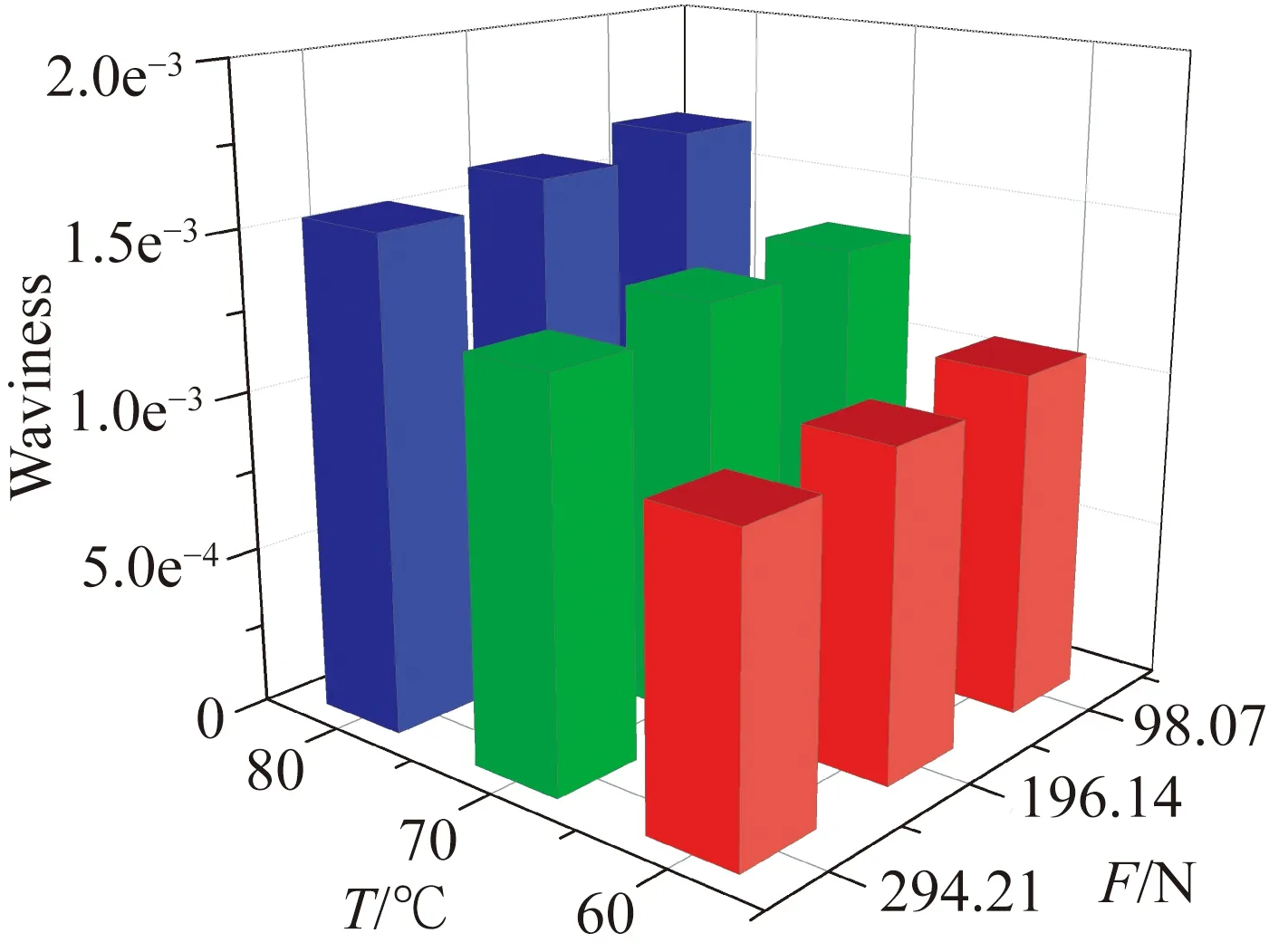
(d)反應腔表面取樣
3 微塑件熱壓整平工藝實驗
3.1 實驗條件
微塑件制造與測試流程如圖4所示,制造包括注塑成型和熱壓整平,測試分為表面形貌測量與微結構尺寸測量。所用微型注塑機為Babyplast6/10p(西班牙,2010),工藝參數為熔體溫度為220 ℃、模具溫度為85 ℃、注射壓力為4.9×105N、保壓壓力12.7×104N、保壓時間5 s。熱壓實驗在研制的RYJ-2熱壓機(2006)上完成,壓力為98.07,196.14和294.21 N,溫度為60,70,80 ℃,保溫100 s。平面度用平面度測量儀(FlatMaster 200,美國)測量,取樣面積為20 mm×10 mm;不平度用表面輪廓儀(ZYGO Crop 5022s,美國)測量,取樣面積為0.88 mm×0.66 mm;微結構用工具顯微鏡(STM6-F10-3,日本)測量。

圖4 微反應器塑件的制造與測試流程
3.2 實驗結果與討論
為表征熱壓整平實驗對塑件表面形貌的改善效果,在實驗分析中以變化率R作為衡量微塑件平面度(P)、不平度(W)、微結構尺寸(寬度×深度,L×D)的變形指標,即:

(6)
式中:R為變化率,N1為熱壓整平前的測量值,N2為熱壓整平后對應的測量值。

(7)

(8)
式中:RT為溫度T時的R值,RF為壓力F時的R值。


表2 熱壓整平前、后平面度的變化


(a)入液端

(b)反應腔


表3 熱壓整平前、后入液端微結構尺寸變化
進一步考察熱壓整平對入液端微結構的損傷,結果如表3所示。由表可知:在不同條件下,微結構尺寸有不同程度的變形,均在2%以內(<5 μm)。在196.14 N、70 ℃時,RD與RL分別為0.64%與0.55%,具有較好的精度保持與尺寸穩定性。綜合比較RP,RW,RD,RL等,認為在196.14 N、70 ℃條件下微塑件具有最優的表面形貌,P為7.297 μm,RP為72.7%,入液端與反應腔RW分別為40.1%與9.69%,RD與RL分別為0.64%與0.55%。
4 結 論
本文建立了適合于描述熱壓整平工藝的彈塑性力學模型,研究了等溫熱壓整平工藝參數對微反應器塑件平面度、不平度的影響。實驗結果表明:熱壓壓力和溫度的變化均會促進塑件的微觀變形,由于入液和出液端受力面積大,因此兩端變形量大于反應腔的變形量。在98.07 N、70 ℃時入液端不平度改善效果最明顯(53.5%)。由于溫升會導致楊氏模量改變,對變形有促進作用,因此變形隨溫度的變化率大于隨壓力的變化率,熱壓溫度對平面度、不平度的改善效果更明顯。相同壓力條件下,70 ℃時平面度與不平度的變化率最大;熱壓整平前、后微結構的尺寸變化可控制在2%內(<5 μm)。在194.14 N、70 ℃的條件下,微塑件平面度、不平度的改善效果最明顯,平面度改善了72.7%,入液端與反應腔的不平度分別改善了40.1%與9.69%,對微結構尺寸影響也較小。
[1] MARK D, HAEBERLE S, ROTH G,etal.. Microfluidic lab-on-a-chip platforms: requirements, characteristics and applications [J].ChemicalSocietyReviews, 2010, 39(3):1153-1182.
[2] 徐征,王繼章,呂治斌,等.工藝參數對平板微小器件注塑翹曲的影響[J].光學 精密工程,2013,21(7):1825-1830. XU ZH, WANG J ZH, Lü ZH B,etal.. Effect of processing parameters on warpage of flat micro-mini parts in injection molding [J].Opt.PrecisionEng., 2013,21(7):1825-1830.(in Chinese)
[3] 范建華,鄧永波,宣明,等.PC微流控芯片黏接筋與溶劑的協同輔助鍵合[J].光學 精密工程,2015,23(3):708-713. FAN J H, DENG Y B,XUAN M,etal.. Synergistic bonding process of solvent and tendon for PC-based microfluidic chips [J].Opt.PrecisionEng., 2015,23(3):708-713. (in Chinese)
[4] SONG M C, LIU Y, ZHU T L,etal.. Injection molding of plastic microfluidic chip [J].Nanotechnology&PrecisionEngineering, 2011, 9(4):329-334.
[6] LEE D, CHEN W A, HUANG T W,etal.. Factors influencing the warpage in in-mold decoration injection molded composites [J].InternationalPolymerProcessingJournalofthePolymerProcessingSociety, 2013, 28:221-227.
[7] 徐征,王繼章,楊鐸,等.輔助溶劑對PMMA微流控芯片模內鍵合的影響[J].光學 精密工程,2012,20(2):321-328. XU ZH,WANG J ZH,YANG D,etal.. Effect of assistant solvent on in-molding bonding of PMMA microfluidic chips [J].Opt.PrecisionEng., 2012,20(2):321-328. (in Chinese)
[8] AN C C, CHEN R H.The experimental study on the defects occurrence of SL mold in injection molding [J].JournalofMaterialsProcessingTechnology, 2008, 201(1):706-709.
[9] ALTAN M.Reducing shrinkage in injection moldings via the taguchi, anova and neural network methods [J].Materials&Design, 2010, 31(1):599-604.
[10] LI Q D, CHANG H, SONG M,etal..The effect of injection molding PMMA microfluidic chips thickness uniformity on the thermal bonding ratio of chips [J].MicrosystemTechnologies, 2012, 18(6):815-822.
[11] AMRAN M, SALMAH S, MARJOM Z,etal..Warpage analysis verification between simulation and experimental of dumbbell plastic part in the injection molding process[J].Sci.Int.(Lahore), 2014, 26(4):1575-1579.
[12] TANG S H,TAN Y J, SAPUAN S M,etal.. The use of Taguchi method in the design of plastic injection mould for reducing warpage [J].MaterialsProcessingTechnology, 2006,182(1-3):418-426.
[13] SHEN Y K, LIN Y, LEE J L,etal.. Study on micro-feature of backlight module for micro injection molding technology [J].KeyEngineeringMaterials, 2008, 364-366:53-57.
[14] LAN S, LEE H J, LEE H W,etal.. Experimental and numerical study on the viscoelastic property of polycarbonate near glass transition temperature for micro thermal imprint process [J].Materials&Design, 2009, 30(9):3879-3884.(in Chinese)
[15] GUO L J. Recent progress in nanoimprint technology and its applications [J].JournalofPhysicsDAppliedPhysics, 2004, 37(11):R123-R141(19).
[16] MATHIESEN D, VOGTMANN D, DUPAIX R.Stress-RelaxationBehaviorofPoly(MethylMethacrylate) (PMMA)AcrosstheGlassTransitionTemperature.ChallengesInMechanicsofTime-DependentMaterialsandProcessesinConventionalandMultifunctionalMaterials[M]. Springer International Publishing, 2014.

欒慶蕾(1991-),男,山東萊蕪人,碩士研究生,2013年于山東建筑大學獲得學士學位,主要從事聚合物微納成型工藝方面的研究。E-mail:luanqinglei1990@126.com
導師簡介:

徐 征(1973-),男,河南鄭州人,博士,副研究員,1997年、2000年于吉林工業大學分別獲得學士、碩士學位,2004年于大連理工大學獲得博士學位,主要從事微納集成制造的研究。E-mail:xuzheng@dlut.edu.cn
(版權所有 未經許可 不得轉載)
Isothermally hot-embossing methodology for flattening of plastic microreactor
XU Zheng1*, LUAN Qing-lei1, CAO Dong2, DU Li-qun1, LIU Chong2
(1.Key Laboratory for Micro/Nano Technology and System of Liaoning Province,DalianUniversityofTechnology,Dalian116085,China;2.KeyLaboratoryforPrecisionandNon-traditionalMachiningTechnologyoftheMinistryofEducation,DalianUniversityofTechnology,Dalian116085,China)
An isothermally hot-embossing methodology was proposed for the flattening of plastic microreactors. The flattening principles of a plane plastic microreactor by the isothermally hot-embossing methodology were researched and an elastic-plastic model was established to describe the deformation process. The influences of temperature and pressure on the topography of plastic microparts were quantitatively analyzed. By considering the flattening effect and microstructure of the plastic microreactor, the effect of main technological parameters on the flattening accuracy was analyzed by the isothermally hot-embossing methodology. The result indicates that the influence of thermal load on flattening degree is more obvious than that of the external pressure. The deformations at the ends of microreactor are much larger than that of the middle chamber owing to the larger contact area at the ends. The changing rates of flatness and waviness come to the maximum value when the temperature is 70 ℃ at the same pressure. After optimization, the changing rate of flatness achieves to 72.7% and the flatness of the microreactor is improved within 10 μm by the hot embossing technology. Moreover, the changing rate of waviness ranges from 3.50% to 53.5% at different regions of plastic microparts and the deformation of the microstructure size is controlled within 5 μm. The study is beneficial to improrement of the precision of flat plastic microparts.
isothermally hot-embossing; micro injection molding; plastic microreactor; flatness
2016-02-29;
2016-05-19.
國家自然科學基金資助項目(No.91023046,No.51475080);遼寧省教育廳重點實驗室基金資助項目(No.LZ2014005);中央高校基本科研業務費專項基金資助項目(No.DUT14LAB07,No.DUT14QY20)
1004-924X(2016)11-2705-07
TQ320.6;TN405
A
10.3788/OPE.20162411.2705
*Correspondingauthor,E-mail:xuzheng@dlut.edu.cn
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03