基于機(jī)器視覺的膠囊缺陷檢測系統(tǒng)設(shè)計(jì)*
2016-12-23 07:26:05謝一首鄭力新周凱汀潘書萬
網(wǎng)絡(luò)安全與數(shù)據(jù)管理 2016年7期
謝一首,李 慶,鄭力新,周凱汀,潘書萬
(1.華僑大學(xué) 工業(yè)智能化技術(shù)與系統(tǒng)福建省高校工程研究中心,福建 泉州 362021;2. 華僑大學(xué) 信息科學(xué)與工程學(xué)院,福建 廈門 361021)
?
基于機(jī)器視覺的膠囊缺陷檢測系統(tǒng)設(shè)計(jì)*
謝一首1,李 慶1,鄭力新1,周凱汀2,潘書萬1
(1.華僑大學(xué) 工業(yè)智能化技術(shù)與系統(tǒng)福建省高校工程研究中心,福建 泉州 362021;2. 華僑大學(xué) 信息科學(xué)與工程學(xué)院,福建 廈門 361021)
針對傳統(tǒng)人工肉眼檢測膠囊缺陷低效率及高誤檢率問題,設(shè)計(jì)了一套完整的基于機(jī)器視覺的膠囊缺陷檢測系統(tǒng),構(gòu)建了從上料到傳送裝置,經(jīng)過機(jī)器視覺光學(xué)系統(tǒng)圖像采集與工控機(jī)圖像處理,最后由剔除裝置篩選出次品的硬件平臺。運(yùn)用EmguCV開源計(jì)算機(jī)視覺庫和C#開發(fā)人機(jī)交互軟件系統(tǒng),包括用戶管理、方案配置、相機(jī)調(diào)參、圖像算法等功能。通過測試表明,整個(gè)膠囊檢測系統(tǒng)可在9~12萬粒/h的高速運(yùn)轉(zhuǎn)下穩(wěn)定運(yùn)行,誤檢率小于5%。具有良好的企業(yè)應(yīng)用前景。
機(jī)器視覺;缺陷檢測;任務(wù)并行庫;局部自適應(yīng)閾值
0 引言
膠囊是由膠囊殼制造商銷售給藥品企業(yè),由藥品企業(yè)對空心膠囊殼進(jìn)行藥物填充后的成品,因此空心膠囊的質(zhì)量好壞直接影響膠囊成品的質(zhì)量,對空心膠囊的缺陷檢測成為膠囊制造的一道必備工序。本文所指膠囊檢測都是針對空心膠囊。在生產(chǎn)過程中,由于不同工藝、不同環(huán)境條件容易產(chǎn)生各類空心膠囊缺陷,如尺寸長短缺陷、斑點(diǎn)、端凹、梅花頭、插劈、癟殼等。目前,國內(nèi)的膠囊檢測仍以傳統(tǒng)人工燈檢法為主,即在強(qiáng)光照射臺下,通過肉眼觀察膠囊外形與表面光澤判定膠囊是否合格。此種方法速度較慢,而且不可避免有人為主觀因素的錯檢、漏檢,影響制藥企業(yè)產(chǎn)品質(zhì)量。為提高檢測效率,節(jié)約勞動成本,提升制藥企業(yè)在同行業(yè)的核心競爭力,智能化的膠囊缺陷檢測系統(tǒng)應(yīng)運(yùn)而生。
目前,國外的膠囊檢測儀已有較成熟的產(chǎn)品[1],雖然性能相對穩(wěn)定良好,但高額的售價(jià)讓普通中小型企業(yè)望而卻步。國內(nèi)也有一些產(chǎn)品,如大恒科技的全自動膠囊檢測儀,然而檢測效率與系統(tǒng)穩(wěn)定性還無法與國外產(chǎn)品媲美。基于上述背景,本文對膠囊缺陷檢測的各方面技術(shù)進(jìn)行深入的探索和研究,并研制出一套智能化膠囊檢測系統(tǒng)。
1 硬件系統(tǒng)設(shè)計(jì)
1.1 系統(tǒng)組成
膠囊缺陷檢測系統(tǒng)的硬件架構(gòu)主要包括機(jī)器視覺光學(xué)系統(tǒng)、傳送帶及傳感觸發(fā)裝置、基于PC的圖像處理平臺、剔除裝置及上下料硬件控制模塊。其中機(jī)器視覺光學(xué)系統(tǒng)由三臺工業(yè)相機(jī)配上光學(xué)鏡頭及適配的光源組成。圖像處理平臺包括工控上位機(jī)、擴(kuò)展圖像采集卡(本系統(tǒng)為千兆網(wǎng)卡)和串口卡。傳送帶與傳感觸發(fā)裝置有序地傳送膠囊進(jìn)入相機(jī)視野,膠囊借助底板摩擦滾動,滿足了360°拍攝需要。工控機(jī)與外部硬件控制模塊的交互由串口協(xié)議通信完成,包括硬件系統(tǒng)中振動槽的震動,排序輪的轉(zhuǎn)動,傳送帶的啟停及狀態(tài)監(jiān)測的報(bào)警等。系統(tǒng)設(shè)計(jì)圖如圖1。
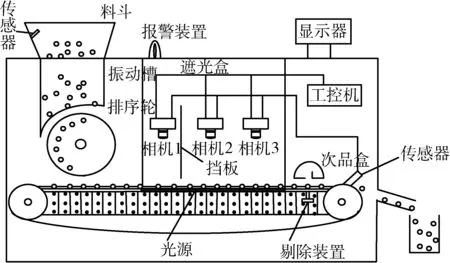
圖1 膠囊檢測硬件系統(tǒng)架構(gòu)
1.2 系統(tǒng)工作原理
向料斗中倒入待檢測膠囊,為避免造成料槽堵塞,在槽中加入振動器,通過振動使膠囊順利并逐次進(jìn)入排序輪的孔槽中。當(dāng)膠囊被帶動旋轉(zhuǎn)至排序輪底部后,自動落入傳送裝置上的膠囊槽中。其中,傳送鏈條由若干片鏈板拼接而成,每片鏈板上有兩個(gè)略大于膠囊大小的膠囊槽,用于在傳送過程中使膠囊的位置相對固定。當(dāng)系統(tǒng)運(yùn)行時(shí),直流電機(jī)同時(shí)帶動傳送帶和排序輪運(yùn)轉(zhuǎn),兩者的線速度保持一致,從而使排序輪上的膠囊能夠準(zhǔn)確落入膠囊槽中。
為保證后續(xù)圖像采集不受外界光線干擾,將整套機(jī)器視覺光學(xué)系統(tǒng)置于密閉的遮光盒中。其中相機(jī)1采集膠囊端部圖像信息,相機(jī)2與相機(jī)3采集膠囊柱面圖像信息。系統(tǒng)采用了背光源,在相機(jī)視場內(nèi)的底板中嵌入漫反射光源,并蓋上玻璃板。相機(jī)1膠囊端面檢測另需加上垂直于端面的照射光,為避免對相機(jī)2、3光線產(chǎn)生干擾,中間用擋板隔開。相機(jī)1拍攝兩個(gè)膠囊端面,相機(jī)2與相機(jī)3分別拍攝四個(gè)膠囊柱面。本系統(tǒng)借鑒傳統(tǒng)人工檢測中的復(fù)檢工序,若相機(jī)1膠囊在第一個(gè)槽的圖像沒有檢測出缺陷,將移入第二個(gè)槽進(jìn)行復(fù)檢;若相機(jī)2中4個(gè)膠囊柱面轉(zhuǎn)動過程沒有360°完整呈現(xiàn)[2],則相機(jī)3重復(fù)相機(jī)2的工序進(jìn)行復(fù)檢。以此保證膠囊檢測的全面性與準(zhǔn)確性。
傳送帶每移動一個(gè)槽,末端的光電傳感器將觸發(fā)一個(gè)外部信號促使3臺相機(jī)進(jìn)行同步采集,相機(jī)開啟外觸發(fā)模式,幀率與傳送帶頻率保持一致。軟件系統(tǒng)部分將對采集到的圖像進(jìn)行判定,標(biāo)記缺陷膠囊,并計(jì)算缺陷膠囊所在槽與剔除裝置所在槽的間隔個(gè)數(shù),當(dāng)缺陷膠囊到達(dá)剔除噴閥上方時(shí),上位機(jī)通過串口發(fā)送命令,下位機(jī)接受指令并控制開啟電磁閥將缺陷膠囊噴入次品盒。合格的膠囊通過傳送帶進(jìn)入成品盒。工作流程圖如圖2。
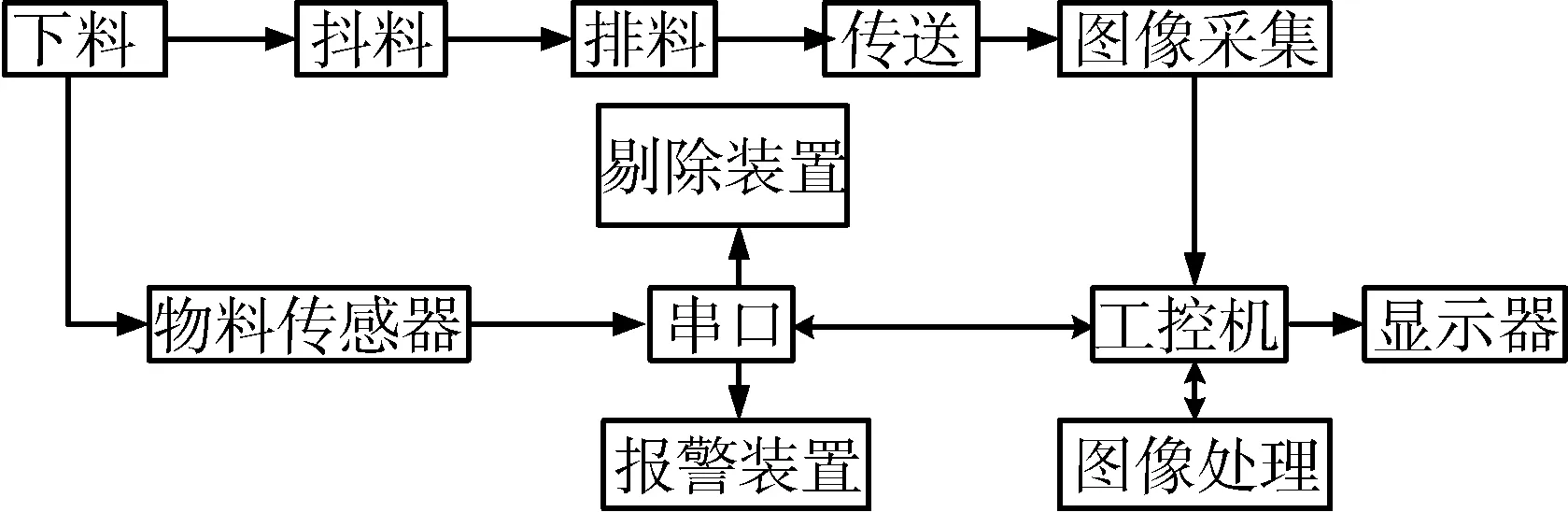
圖2 系統(tǒng)工作流程圖
2 軟件系統(tǒng)設(shè)計(jì)
2.1 軟件框架及人機(jī)交互界面
軟件系統(tǒng)為整套膠囊缺陷檢測的技術(shù)核心部分。為便于操作員對硬件進(jìn)行控制及對系統(tǒng)后臺數(shù)據(jù)庫進(jìn)行訪問,設(shè)計(jì)了包括用戶管理、歷史數(shù)據(jù)查詢、相機(jī)控制與參數(shù)配置等模塊的簡易人機(jī)交互界面。為提高開發(fā)效率,縮短開發(fā)周期,選擇Microsoft Visual Studio 2010為開發(fā)環(huán)境,以C#為開發(fā)主體語言,結(jié)合.NET下C#封裝的Opencv即EmguCV圖像處理庫進(jìn)行圖像算法開發(fā)。選擇SQL Sever為軟件系統(tǒng)開發(fā)數(shù)據(jù)庫。軟件流程如圖3所示。

圖3 系統(tǒng)軟件流程圖

圖4 系統(tǒng)人機(jī)交互主界面
首先通過用戶登錄界面對用戶進(jìn)行驗(yàn)證,并授予用戶不同權(quán)限。在進(jìn)行膠囊檢測之前,操作員首先需要根據(jù)不同顏色膠囊設(shè)置相應(yīng)的檢測參數(shù);通過相機(jī)設(shè)置界面設(shè)置相機(jī)1、相機(jī)2、相機(jī)3的參數(shù)如增益、曝光時(shí)間等;通過檢測方案管理界面,操作員將測試好的參數(shù)輸入到新方案中,若方案已經(jīng)存在,只需從數(shù)據(jù)庫中讀取。回到主界面,選擇相應(yīng)方案并點(diǎn)擊“開始”按鈕啟動檢測。實(shí)時(shí)檢測的圖像將顯示于主界面(圖4),每幀圖像在軟件后臺進(jìn)行圖像處理并判定膠囊是否存在缺陷。檢測過程中,程序設(shè)計(jì)定時(shí)器定時(shí)監(jiān)測物料狀態(tài),若判定為空則觸發(fā)報(bào)警通知加料,待全批次檢測完畢,操作員點(diǎn)擊主界面“結(jié)束”按鈕停止檢測。
2.2 圖像處理算法
考慮到程序的實(shí)時(shí)性,本系統(tǒng)在圖像處理方面并沒有引入耗時(shí)的復(fù)雜算法,而是以精簡的步驟達(dá)到最優(yōu)效果。柱面缺陷檢測算法主要分為以下幾步:
(1)用改進(jìn)的中值濾波[3]對ROI中膠囊圖像進(jìn)行預(yù)處理,消除點(diǎn)噪聲干擾(如圖5(b))。
(2)用形態(tài)學(xué)算子對膠囊圖像進(jìn)行腐蝕,去除膠囊槽邊框。用OSTU雙閾值分割法提取膠囊輪廓(如圖5(c))。
(3)對提取輪廓構(gòu)建凸包(如圖5(d)),將凸包區(qū)域進(jìn)行填充,形成掩碼圖像(如圖5(e))。
(4)掩碼圖像與原圖進(jìn)行“與”[4]運(yùn)算,分割膠囊本體圖像(如圖5(f))。
(5)通過局部自適應(yīng)閾值[5]對柱面內(nèi)圖像進(jìn)行處理,得到圖像再經(jīng)過8鄰域連接并貼標(biāo)簽獲取連通域(如圖5(h))。計(jì)算所有的連通域面積,根據(jù)產(chǎn)品檢測指標(biāo)設(shè)定閾值,若柱面內(nèi)部最大連通域面積(即最大缺陷面積)大于給定閾值,則判定為缺陷膠囊。
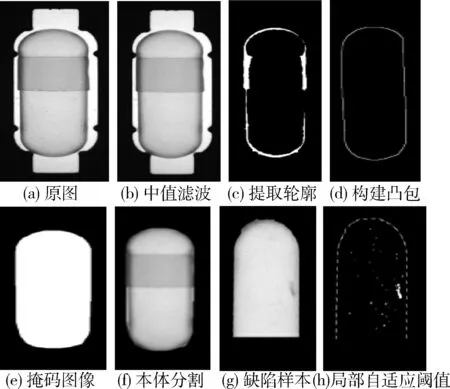
圖5 柱面檢測
膠囊端部缺陷檢測算法為基于K鄰域鏈碼[6-7]的拐點(diǎn)檢測,拍攝的“月牙”狀端面圖像正常拐點(diǎn)數(shù)為2,若圖像中拐點(diǎn)數(shù)大于2,則判定為缺陷膠囊。端面檢測如圖6所示。
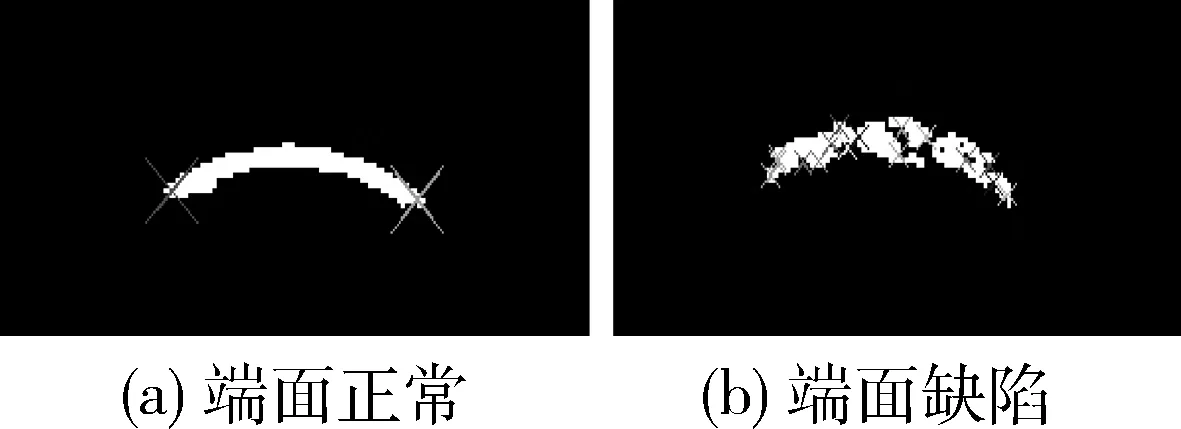
圖6 端面檢測
2.3 任務(wù)并行處理技術(shù)
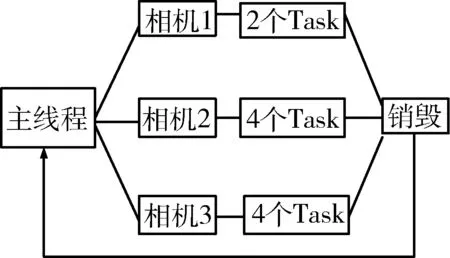
圖7 任務(wù)并行技術(shù)處理示意圖
系統(tǒng)包含三臺相機(jī),每臺相機(jī)拍攝的圖像又包含多個(gè)膠囊,若對三臺相機(jī)獲得膠囊圖像的10個(gè)ROI(Region of Intrest)進(jìn)行串行計(jì)算,將使圖像處理時(shí)間大大延長,效率大幅降低,不便與硬件架構(gòu)的同步配合。.Net Framework4.0引入了一個(gè)新的關(guān)于異步操作的API,稱為任務(wù)并行庫(Task Parallel Library,TPL)[8],其使用task關(guān)鍵字創(chuàng)建任務(wù)。TPL可被認(rèn)為是線程池之上的又一個(gè)抽象層。在線程池的基礎(chǔ)上進(jìn)行優(yōu)化誕生了任務(wù)并行庫,相比于線程池,TPL在靈活性上更具有優(yōu)勢。為優(yōu)化處理時(shí)間,計(jì)算機(jī)會根據(jù)CPU的負(fù)載自動向多個(gè)任務(wù)分配最佳線程數(shù)[9]。本系統(tǒng)采用該技術(shù),通過引用System.Threading.Tasks命名空間下的Task類創(chuàng)建任務(wù),利用任務(wù)并行庫對多幅膠囊圖像進(jìn)行高速處理。如圖7所示,在主線程中創(chuàng)建三個(gè)相機(jī)線程,每個(gè)相機(jī)線程中再創(chuàng)建對應(yīng)膠囊個(gè)數(shù)的task,等待處理完畢返回結(jié)果后,自動銷毀已建立的線程重新等待下一次調(diào)用。
3 現(xiàn)場測試結(jié)果
在生產(chǎn)現(xiàn)場取樣不同顏色樣本空心膠囊進(jìn)行檢測測試。對檢測后的成品與次品個(gè)數(shù)進(jìn)行統(tǒng)計(jì)計(jì)算,誤檢率如表1所示。

表1 膠囊抽樣檢測結(jié)果
測試結(jié)果顯示,不同顏色膠囊誤檢率均控制在5%以下,效果良好。且整套膠囊檢測系統(tǒng)在9~12萬粒/h的高檢測速度下,可長時(shí)間保持穩(wěn)定運(yùn)轉(zhuǎn),并無出現(xiàn)停止工作等異常情況。檢測速度與系統(tǒng)穩(wěn)定性均達(dá)到預(yù)期水平。
4 結(jié)束語
本套設(shè)備是自主研發(fā)的智能化檢測系統(tǒng),運(yùn)用精簡而高效的圖像算法結(jié)合任務(wù)并行技術(shù),保證了檢測系統(tǒng)軟硬件實(shí)時(shí)性配合。檢測效果、檢測速率及系統(tǒng)穩(wěn)定性能均可達(dá)到預(yù)期水準(zhǔn),具有可觀的企業(yè)應(yīng)用價(jià)值。
[2] KARLOFF A C, SCOTT N E, MUSCEDERE R. A flexible design for a cost effective, high throughput inspection system for pharmaceutical capsules[C].Industrial Technology, 2008.ICIT 2008. IEEE International Conference on, IEEE, 2008: 1-4.
[3] 李剛,范瑞霞. 一種改進(jìn)的圖像中值濾波算法[J]. 北京理工大學(xué)學(xué)報(bào),2002,22(3):376-378.
[4] 王娟,周永霞,徐冰俏,等. 圖像處理在膠囊外形缺陷檢測中的應(yīng)用[J]. 中國計(jì)量學(xué)院學(xué)報(bào),2012,23(3):239-245.
[5] BERNSEN J. DYNAMIC thresholding of grey-level images[C].International Conference on Pattern Recognition, 1986: 1251-1255.
[6] CHETVERIKOV D. A simple and efficient algorithm for detection of high curvature points in planar curves[C].Computer Analysis of Images and Patterns, Springer Berlin Heidelberg, 2003(2756): 746-753.
[7] SARFRAZ M, MASOOD A, ASIM M R. A new approach to corner detection[J].Computer Vision and Graphics, 2006(32): 528-533.
[8] 錢博文,李濤,韓俊剛,等.多態(tài)并行處理器中的線程管理器設(shè)計(jì)[J].電子技術(shù)應(yīng)用,2014,40(2):30-32.
[9] LEIJEN D, SCHULTE W, BURCKHARDE S. The design of a task parallel library[C].Acm Sigplan Notices, ACM, 2009, 44(10): 227-242.
Design of capsule defect detection system based on machine vision
Xie Yishou1, Li Qing1, Zheng Lixin1, Zhou Kaiting2, Pan Shuwan1
(1. Engineering Research Center of Huaqiao University Fujian Industrial Intelligent Technology and System, Huaqiao University,Quanzhou 362021, China;2. College of Information Science and Engineering, Huaqiao University, Xiamen 361021, China)
In view of low efficiency and high false detecting rate of traditional manual visual inspection, a set of capsule defect detection system based on machine vision is completely designed. A hardware platform from capsule filling to delivery is built. Then through machine vision optics image acquisition system and IPC image processing, finally the defectiue goods are screened out by removing device. Interactive software system is developed using open source computer vision library EmguCV and C #, which including user management, program configuration, the camera parameter adjustment, image arithmetic functions. Tests show that the capsule detection system can run stably at high-speed operation of 90 000~120 000/h, and the false detection rate less than 5%. It has a good business prospect.
machine vision; defect detection; task parallel library; local adaptive threshold
福建省科技廳項(xiàng)目(2013H2002);華僑大學(xué)研究生科研創(chuàng)新能力培育計(jì)劃資助項(xiàng)目(1400422006)
TP391.4
A
1674-7720(2016)07- 0069- 04
謝一首,李慶,鄭力新,等. 基于機(jī)器視覺的膠囊缺陷檢測系統(tǒng)設(shè)計(jì)[J].微型機(jī)與應(yīng)用,2016,35(7):69-72.
2015-12-02)
謝一首(1988-),男,碩士研究生,主要研究方向:光電信息檢測與智能計(jì)算、機(jī)器視覺與模式識別。
李慶(1991-),男,碩士研究生,主要研究方向:光電信息檢測與智能計(jì)算、機(jī)器視覺與模式識別。
鄭力新(1967-),通信作者,男,博士,教授,主要研究方向:工業(yè)自動化技術(shù)、人工智能。E-mail:1275373176@qq.com。
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34