薄壁銅件鎳鍍層返黑點原因分析與工藝優化
2016-12-23 06:40:04韓彥彬吳志勇杜東興唐作琴鄧三平
電鍍與精飾 2016年12期
韓彥彬, 吳志勇, 杜東興, 唐作琴, 鄧三平
(中國工程物理研究院 機械制造工藝研究所,四川 綿陽 621999)
?
薄壁銅件鎳鍍層返黑點原因分析與工藝優化
韓彥彬, 吳志勇, 杜東興, 唐作琴, 鄧三平
(中國工程物理研究院 機械制造工藝研究所,四川 綿陽 621999)
針對薄壁銅件電鍍鎳后存放一段時間出現的鎳鍍層表面返黑點問題,利用優化電鍍工裝、優化電鍍工藝流程等對鍍鎳工藝進行優化。采用鹽霧腐蝕試驗、孔隙率測試以及環境試驗等方法對鍍鎳層性能進行評價。研究結果表明,工裝優化后的鍍層厚度均勻性有所提高,有利于提高生產效率和鍍層質量;工藝優化后的鍍鎳層孔隙率明顯降低、耐蝕性能明顯提升,無返黑點現象。
薄壁銅件; 電鍍鎳; 返黑點; 耐蝕; 工藝優化
引言
薄壁銅質零件鍍鎳層厚度控制與鍍層質量的好壞,將直接影響產品的性能。某企業鍍鎳件曾發生如下故障[1-2],薄壁銅件經鍍鎳后表面質量良好,在轉下序前的短暫庫房存放期也無質量問題,但長期存放一段時間,發現有表面返黑點及腐蝕斑等情況,產品不合格造成經濟損失。
雖然鎳鍍層對銅件而言為陽極性鍍層,但是防護性能也取決于鎳鍍層的致密性[3]。如果鎳鍍層存在一定的孔隙,腐蝕介質就沿鍍層的孔隙滲入到銅基體,出現鎳鍍層返黑點或變色現象,嚴重時會出現點狀銅綠現象。因此,薄壁銅件返黑點原因[4-5]:一是鎳鍍層質量不高有孔隙,提供了腐蝕介質通道;二是環境中濕度較大,存在腐蝕介質,比如酸性氣氛、水分等。
本文擬通過優化電鍍工藝流程、優化電鍍工裝設計及增加鎳孔封閉工藝來提高鍍鎳層質量來解決或改善薄壁銅件鎳鍍層出現返黑點問題。
1 實驗方法
1.1 薄壁銅件鍍鎳工裝優化
實驗中的薄壁銅件如圖1所示,材料壁厚為0.20mm。在設計工裝時既要考慮工裝對工件的變形影響,也需要考慮工裝的導電性能以及后期清洗的方便,零件裝卡方式見圖2。
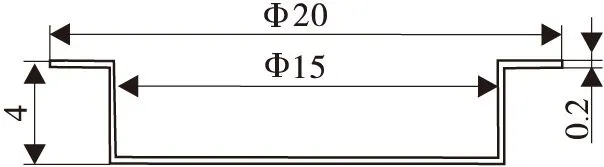
圖1 薄壁銅件的示意圖及其尺寸
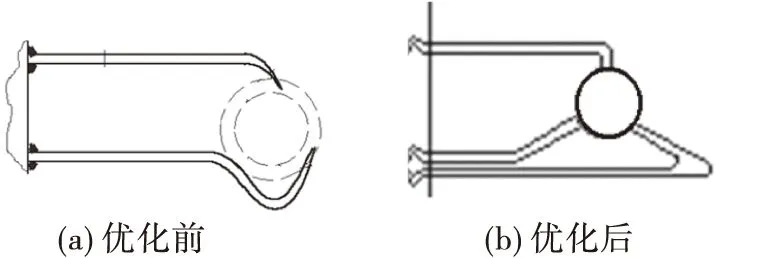
圖2 零件裝卡簡圖
優化前掛具采用兩點裝卡方式,如圖2(a)所示。生產中發現該掛具存在夾持不緊而晃動的現象,從而造成鍍層質量問題。優化后的工裝掛具針對存在的問題,改為三點接觸方式,如圖2(b)所示。采用該工裝有以下幾個優點:工裝三點裝卡受力均指向薄壁銅件中心,導電性良好;工裝與薄壁銅件接觸處于中心對稱方式,電流分布也較原來均勻,從而提高了薄壁銅件各點厚度均勻性。
表1為工裝優化前后薄壁銅件各點鍍層厚度測量值,鍍層厚度測量位置如圖3所示。從表1可以看出,優化后其厚度范圍由原來的6~18μm變為5~10μm,鍍層均勻性得到提高。三點裝卡還能夠防止薄壁銅件在電鍍過程中的滑動以及脫落現象。
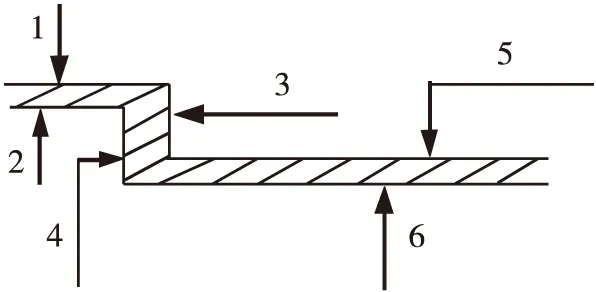
圖3 鍍層厚度測量位置
表1 優化前后不同點處鍍層厚度(μm)
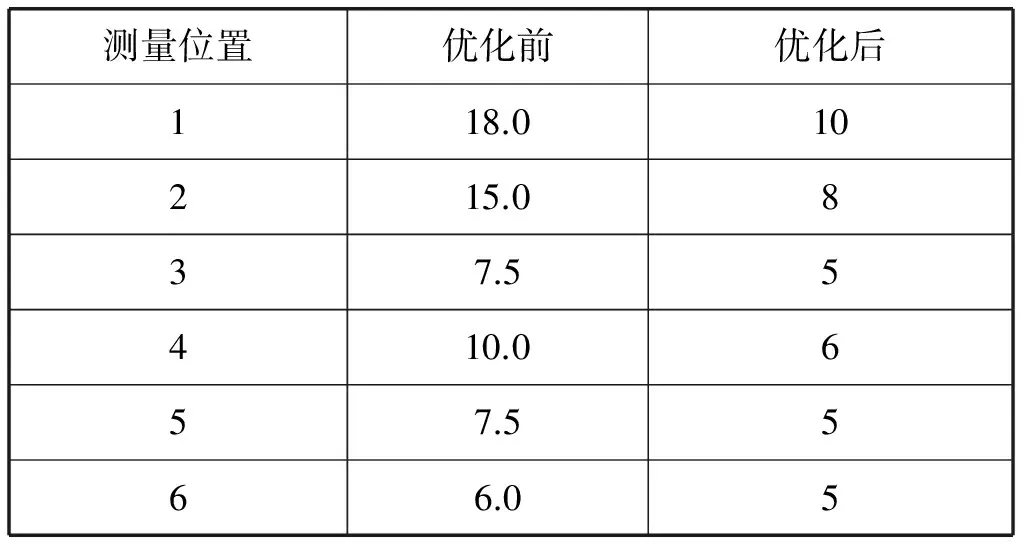
測量位置優化前優化后118.010215.0837.55410.0657.5566.05
1.2 薄壁銅件鍍鎳工藝流程優化
優化前電鍍鎳的工藝流程如下:零件鍍前尺寸測量及表面檢查→有機溶劑去油→鹽酸洗→水洗→預鍍→鍍鎳→水洗→烘干→卸掛→檢驗表面狀態并測量尺寸→合格品包裝送檢。
鑒于鍍鎳層厚度設計要求,擬通過降低孔隙率來達到提高鍍層耐蝕性能的目的。優化的工藝流程主要是在鍍鎳后增加了“鉻鹽封閉”或“專用鎳封孔劑封閉”工序,以下將工藝優化前稱為“原工藝A”,帶鉻鹽封閉工藝稱為“工藝B”,專用鎳封孔劑封閉工藝稱為“工藝C”。
2 結果與討論
2.1 薄壁銅件鍍鎳厚度對耐蝕性的影響
為研究鎳鍍層厚度對孔隙率以及耐蝕性能的影響,選取了4個不同鍍層厚度范圍的零件進行耐蝕性能比較,其鍍層厚度分別為5~10μm、10~15μm、15~20μm以及25~30μm,耐蝕性能通過鹽霧試驗確定。用蒸餾水配置5%的氯化鈉溶液,用分析純的鹽酸或氫氧化鈉調整pH,pH控制在6.5~7.2,θ為(35±2)℃,各進行96h耐鹽霧性能檢測,試驗結果腐蝕評級如表2所示(評級標準參照GB/T10125-1997)[6]。
表2 鍍層厚度對耐蝕性能的影響
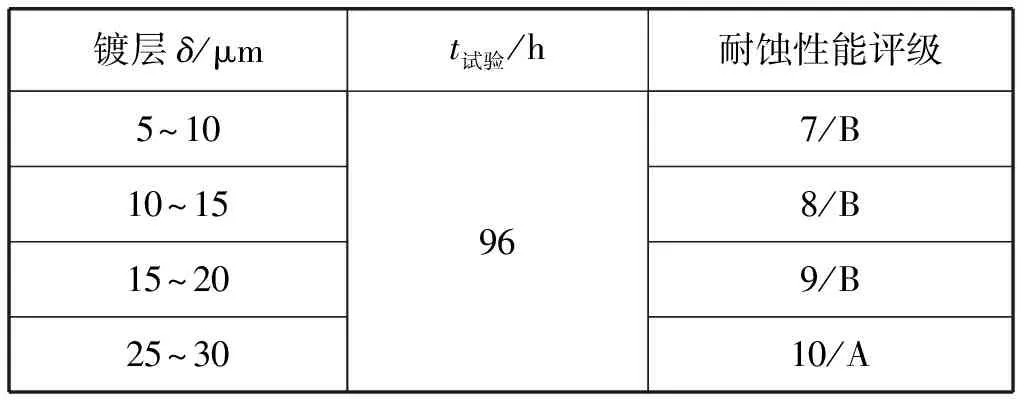
鍍層δ/μmt試驗/h耐蝕性能評級5~1010~1515~2025~30967/B8/B9/B10/A
從表2可以看出,隨著鍍層厚度的增加,其耐蝕性能也有明顯的提高,當鍍層厚度達到25μm以上時,其耐鹽霧96h性能表現良好,但是根據薄壁銅件電鍍技術要求,一般鍍層厚度均需要控制10μm以內,因此在公差允許的范圍內,薄壁銅件鍍鎳層厚度應以偏上限為宜。
2.2 電鍍工藝流程優化對耐蝕性能的影響
表3為原工藝與增加兩種不同封閉工藝的耐腐蝕試驗結果。從表3可以看出,在同樣的鍍層厚度下,只有采用工藝B其鍍層耐蝕性能有明顯提高,即通過鉻酸鹽封閉處理的鎳層耐蝕性能有明顯提高。
表3 不同工藝路線的鍍層耐蝕性能

工藝路線及鍍層厚度t試驗/h耐蝕性能評級原工藝A5~10μm工藝B5~10μm工藝C5~10μm原工藝A10~15μm工藝B10~15μm工藝C10~15μm967/B9/B8/B8/B9/B8/B
為進一步測試工藝B與原工藝A孔隙率之間的差別,采用腐蝕法(GB 5935-1986)檢驗這兩種鍍層的孔隙率[7]。試驗時,將化學分析用濾紙浸入能有效透過鍍層孔隙直到基體的溶液中,然后貼敷在已清洗干凈的鎳層上,待5~6s后,將濾紙取下來,觀察濾紙上的紅褐色斑點,即可對比出其孔隙率,試驗結果如圖4所示。從圖4可以看出,采用工藝B的鍍鎳層孔隙率均有明顯的改善,當鍍層δ為15~20μm時,基本無孔隙。
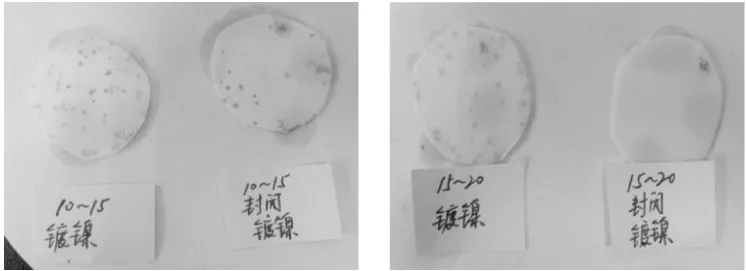
圖4 不同鍍鎳層孔隙率測試結果照片
2.3 薄壁銅件環境試驗研究
為了驗證不同工藝條件下鍍鎳薄壁銅件對環境的耐蝕性能,將原工藝A處理的薄壁銅件以及優化工藝B處理后的薄壁銅件分別在潮濕環境(大氣環境)和人工干燥環境(抽真空)下放置10天,其表面質量如圖5~圖7所示。
從圖5~圖7可以看出,原工藝A處理的薄壁銅件在大氣環境中存放一段時間后就會出現個別返黑點現象,而在干燥環境中表面無返黑點現象;經優化工藝B后處理的薄壁銅件在大氣環境存放沒有返黑點現象,表面質量良好。

圖5 原工藝A鍍鎳層在潮濕環境中表面照片

圖6 優化工藝B鍍鎳層在潮濕環境中表面照片

圖7 原工藝A鍍鎳層在干燥環境中表面照片
3 結 論
1)經過電鍍掛具優化后,薄壁銅件各點鍍層厚度均勻性有所提高,有利于提高生產效率和鍍層質量;2)通過鍍層厚度對鎳層耐蝕性能影響的研究,結果表明在鍍層厚度公差范圍內,鍍層越厚,孔隙率低,其耐蝕性能越好;
3)通過兩種不同封閉劑對鎳層封閉效果研究,表明采用含鉻封閉劑處理后薄壁銅件鎳鍍層孔隙率有明顯改善,耐蝕性能有較大提高;
4)通過研究不同工藝條件鍍覆薄壁銅件在大氣環境以及在人工干燥環境中存放10天后的表面質量對比。結果表明,采用含鉻封閉劑處理后的電鍍鎳薄壁銅件在大氣環境中表現良好,無返黑點現象,原工藝條件處理的薄壁銅件在干燥環境下也無返黑點現象。
[1] 謝無極.電鍍故障手冊[M].北京:化學工業出版社,2013:376-446.
[2] 劉仁志.現代電鍍手冊[M].北京:化學工業出版社,2010:254-262.
[3] 霍大勇.溫度對電鍍光亮鎳影響分析[J].電鍍與精飾,2015,37(6):28-30.
[4] 肖鑫,儲榮邦.鍍鎳層針孔和麻點的故障及其排除方法[J].電鍍與涂飾,2004,23(4):53-58.
[5] 張業明,陳志量,方達經,等.光亮鍍鎳的故障修復與分析[J].材料保護,2008,41(1):78-80.
[6] GB/T10125-1997,人造氣氛腐蝕試驗 鹽霧試驗[S].
[7] GB5935-1986,輕工產品金屬鍍層的孔隙率測試方法[S].
Causes Analysis of Black-spot and Process Optimization on Nickel Electroplating of Thin-wall Copper Parts
HAN Yanbin, WU Zhiyong, DU Dongxing, TANG Zuoqin, DENG Sanping
(Institute of Machinery Manufacturing Technology, China Academy of Engineering Physics,Mianyang 621999,China)
The black-spot problem of nickel electroplating on the thin-wall copper parts,which occurred after storing in a period of time,was investigated in this paper by the optimization of plating tooling and plating process,so as to optimize the nickel electroplating technology.The performance of the nickel plate was evaluated by the salt fog corrosion test,porosity test and environmental test.The results showed that the coating thickness uniformity of thin-walled copper parts was improved after optimization,which was conducive to the improvement of the production efficiency and the quality of the coating.The porosity decreased and corrosion resistance improved significantly,after the process optimization of nickel electroplating on thin-wall copper parts,and there was no black spots phenomena on the surface of the electroplating nickel.
thin-wall copper parts; nickel electroplating; black-spot; anti-corrosion; process optimization
2016-06-30
2016-07-20 通訊作者: 杜東興
10.3969/j.issn.1001-3849.2016.12.006
TQ153.12
B
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09