12Cr1Mo VG無縫鋼管步進爐熱處理工藝研究
2016-12-23 09:33:36郭元蓉涂露寒
四川冶金 2016年5期
羅 能,郭元蓉,胡 鉑,鄢 勇,涂露寒
(攀鋼集團成都鋼釩有限公司,四川成都 610303)
12Cr1Mo VG無縫鋼管步進爐熱處理工藝研究
羅 能,郭元蓉,胡 鉑,鄢 勇,涂露寒
(攀鋼集團成都鋼釩有限公司,四川成都 610303)
12Cr1Mo VG是合金鋼高壓鍋爐管的代表品種,也是通常熱處理時性能波動最大,最難以控制的品種。通過在攀成鋼鋼管總廠508機組步進式加熱爐對12Cr1Mo VG無縫鋼管進行正火+回火、淬火+回火熱處理工藝研究,12Cr1Mo VG無縫鋼管在步進爐熱處理取得成功,各項力學性能指標滿足標準要求。
12Cr1Mo VG;高壓鍋爐管;步進爐;熱處理
1 引言
12Cr1MoVG是合金鋼高壓鍋爐管的代表品種,主要用于制造高壓鍋爐的蒸汽管道,在500~550℃使用具有較高的熱強性能,廣泛地應用在電力工業中。12Cr1MoVG熱處理后力學性能波動較大,其熱處理工藝難以把控。攀成鋼公司鋼管總廠508機組是生產高壓鍋爐管的主力,其所生產的高壓鍋爐管中,12Cr1MoVG無縫鋼管占比例較高。同時由于508機組因熱軋生產不飽和,熱軋步進加熱爐常處于空置狀態,為有效地利用熱軋生產線產能,目前在熱軋空置期已將該熱軋步進式加熱爐用于熱處理生產。由于該熱軋步進加熱爐并非專門的熱處理爐,故用于熱處理12Cr1Mo VG無縫鋼管這類熱處理后力學性能波動較大的品種存在較大的難點。
2 難點分析
12Cr1Mo V無縫鋼管在步進式加熱爐進行熱處理存在以下難點:
(1)采用熱軋步進加熱爐進行熱處理,存在爐膛長度較短、步進梁齒數少、爐門輥道吸熱等影響熱處理效果的難題。
(2)12Cr1Mo VG無縫鋼管因管徑壁厚差異,且以厚壁管居多,單一的正火或者淬火冷卻速度,難以獲得滿足良好的熱強性和熱穩定性要求的金相組織。
3 技術措施
為滿足高壓鍋爐管熱處理對溫度的精確控制要求,在步進爐熱處理12Cr1Mo VG無縫鋼管時采取了以下措施,以確保管溫均勻且波動小。
(1)針對步進加熱爐爐膛長度短、步進梁齒數少、加熱段與均熱段距離短,爐溫不均勻等情況,通過摸索及反復試驗積累的數據,制定了溫度控制及工藝調整措施:采用紅外測溫槍手動測量倒數第二支鋼管溫度作為實際爐內管溫,熱處理過程抽測并記錄該值,以正常生產狀態下的爐內管溫與爐溫的差異來修正爐溫設定,以保證爐內管溫在控制范圍內。
(2)由于出爐輥道采用了水冷軸承,鋼管在到達出爐輥道的位置時會產生一定的溫降,影響熱處理效果。經過摸索,對于逐齒布料的鋼管,出料時采用進3步退2步的方式進行控制;對于隔1齒布料的鋼管,出料時采用進3步退1步的方式進行控制,避免了因出爐輥道吸熱對鋼管產生溫降。
4 工藝研究
4.1 正火熱處理工藝研究及試驗結果分析
4.1.1 正火熱處理工藝研究
12Cr1MoVG無縫鋼管正火+回火熱處理后獲得的顯微組織為鐵素體+珠光體,冷卻時根據鋼管外徑及壁厚的不同,需要不同的冷卻速度以期得到所需要的組織。冷卻速度的控制是獲得所需性能及金相組織的關鍵。
冷卻速度的變化對12Cr1Mo VG性能有著直接影響,因此必須根據鋼管規格及成分的不同研究最適宜的冷卻方式,以滿足其力學性能和金相組織要求。
通過對不同規格的12Cr1Mo VG無縫鋼管正火后采取不同冷卻方式并在回火后得到的力學性能數據進行分析研究,制定了根據12Cr1Mo VG鋼管外徑、壁厚及碳當量不同采取不同的冷卻方式即空冷、風冷、風+霧冷,見表1。
表1 12Cr1Mo VG步進加熱爐正火冷卻方式
4.1.2 試驗結果分析
在508機組步進爐進行了12Cr1Mo VG無縫鋼管φ273 mm×14 mm、φ219 mm×18 mm、φ325 mm×25 mm、φ426 mm×30 mm共5種規格共7批次進行正火熱處理試驗。508機組步進爐溫控制:加熱段爐溫(1 005± 15)℃,均熱段爐溫(1005±10)℃。在650機組回火爐溫控制:加熱段(760±15)℃,均熱段(760±10)℃。出爐后按規格及碳當量不同采取了不同的冷卻方式,回火后力學性能情況見圖1~圖4。
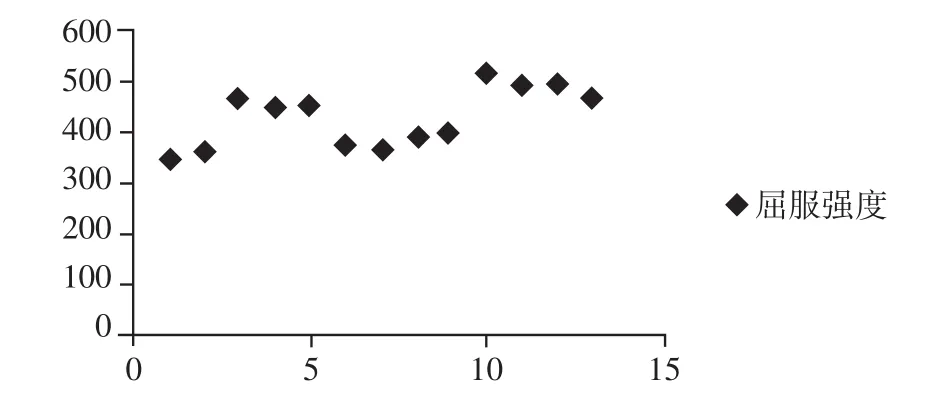
圖1 屈服強度波動圖
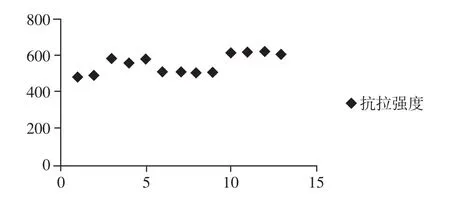
圖2 抗拉強度波動圖
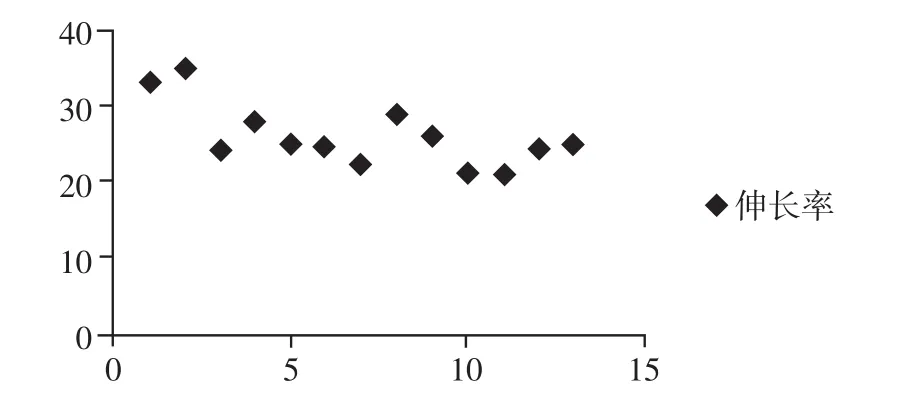
圖3 延伸率波動圖
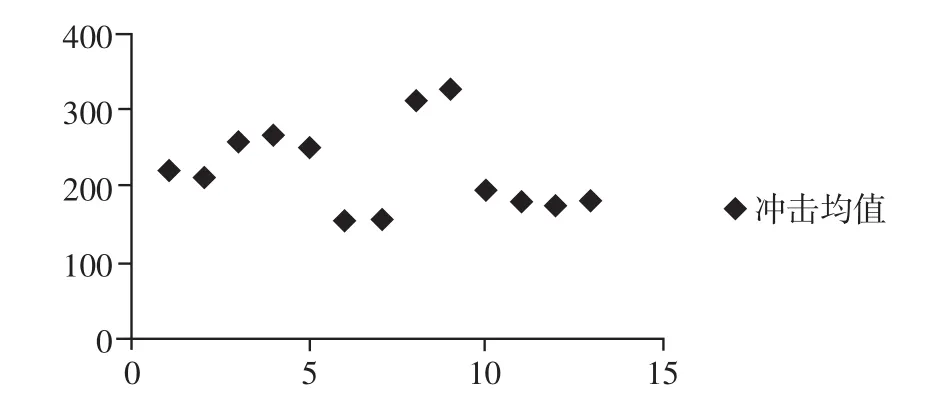
圖4 沖擊功波動圖
對12Cr1Mo VGφ219 mm×18 mm規格的正火+回火熱處理后取樣進行了金相組織觀察,見圖5。
根據上述力學性能波動情況及金相組織分析,12Cr1Mo VG無縫鋼管在步進爐正火+回火熱處理試驗結果符合GB 5310-2008標準要求。
4.2 淬火熱處理工藝研究及試驗結果分析
4.2.1 淬火熱處理工藝研究
對于壁厚較厚的12Cr1Mo VG無縫鋼管,為了獲得滿足良好熱強性和熱穩定性要求的鐵素體+貝氏體組織或鐵素體+珠光體+貝氏體比例的組織,需要進行淬火+回火熱處理。淬火時應根據其規格和碳當量的差異控制不同的水冷速度。通過對大量不同規格、不同碳當量的12Cr1Mo VG厚壁管淬火+回火熱處理后性能數據的分析研究,制定了根據鋼管外徑、壁厚及碳當量不同的12Cr1Mo VG鋼管進行淬火熱處理的范圍,見表2。
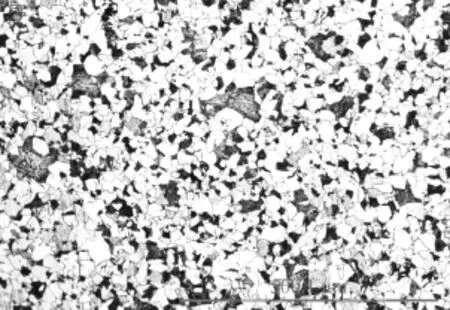
圖5 鐵素體+珠光體+貝氏體(100×)
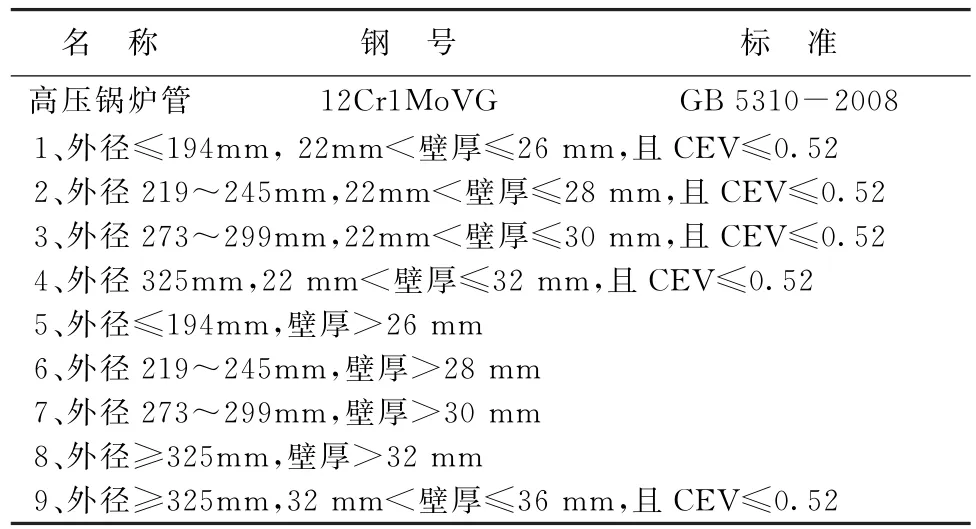
表2 12Cr1Mo VG步進加熱爐淬火熱處理的范圍
上述規格范圍內的12Cr1Mo VG厚壁鋼管在熱處理淬火時通過控制鋼管入水溫度及出水溫度(測內孔)來控制鋼管的水冷速度及鐵素體析出比例。經過摸索及反復試驗積累的數據,確定了具體控制12Cr1Mo VG厚壁鋼管淬火時冷卻速度及冷卻均勻性的工藝方法:
(1)鋼管出爐先空冷,根據不同的規格,待內璧溫度降到820~880℃再入水冷卻。
(2)水冷時間按壁厚每毫米1秒預定,以出水后內孔溫度(650℃±15℃)進行修正。
(3)淬火時采用全浸淬+軸流,同時開啟旋轉托輥。開啟循環水系統,保證淬火水溫≤60℃。
(4)鋼管出水后根據不同的規格空冷或者風冷。
4.2.2 試驗結果分析


圖6 屈服強度波動圖
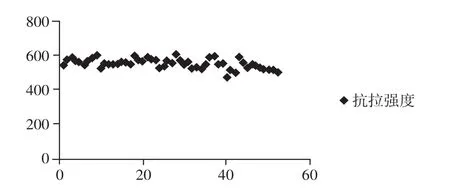
圖7 抗拉強度波動圖
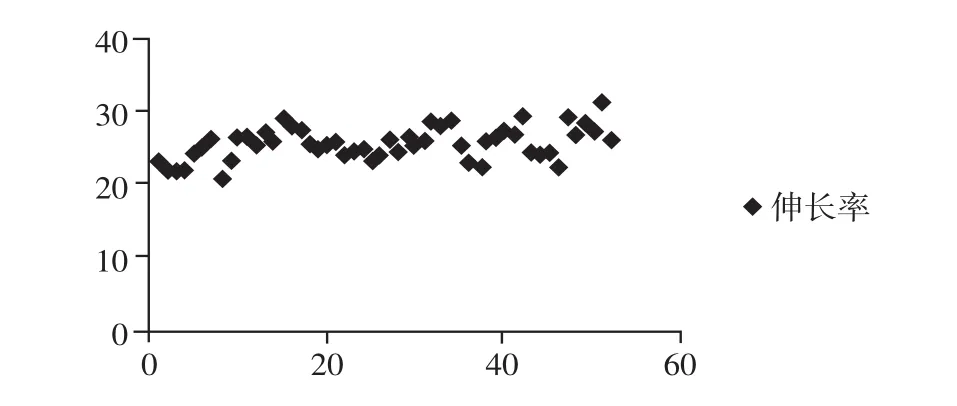
圖8 延伸率波動圖
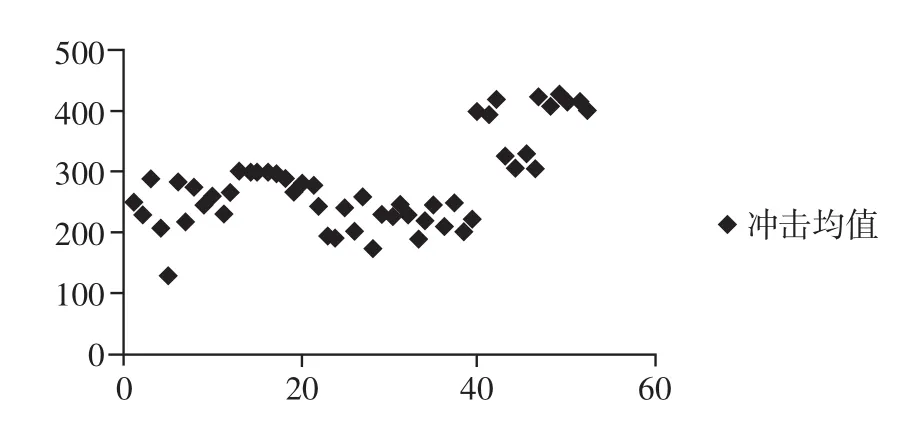
圖9 沖擊功波動圖
對12Cr1Mo VG厚壁鋼管中φ298.5 mm ×55 mm規格在淬火+回火熱處理后取樣進行了金相組織觀察,見圖10。
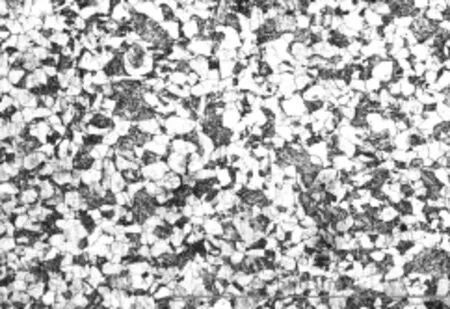
圖10 鐵素體+粒狀貝氏體(100×)
根據上述力學性能波動情況及金相組織分析,12Cr1Mo VG無縫鋼管在步進爐淬火+回火熱處理試驗結果符合GB 5310-2008標準要求。
5 結論
(1)12Cr1Mo VG無縫鋼管在熱軋步進式加熱爐進行12Cr1Mo VG熱處理,應根據該步進爐的特點采取獨特布料和步進方式解決步進爐膛長度短、步進梁齒數少、爐門輥道吸熱影響熱處理效果的難題。
(2)12Cr1Mo VG無縫鋼管在步進爐正火熱處理,結合鋼管規格和實際化學成分的差異,制定空冷、風冷、風+霧冷等控制冷卻速度的工藝規范,得到所需比例的鐵素體+珠光體鐵組織。
(3)12Cr1Mo VG厚壁無縫鋼管在步進爐進行淬火熱處理,通過控制鋼管入水溫度及出水溫度來控制鋼管的冷卻速度,得到所需比例的鐵素體+貝氏體或者鐵素體+珠光體+貝氏體組織。
12Cr1MoVG Seamless Steel Tube Into
the Step Furnace Heat Treatment Process Study
LUO Neng,GUO Yuan-rong,HU Bo,YAN Yong,TU Lu-han
(Pangang group chengdu steel vanadium Co.,Ltd.,Chengdu 610303,Sichuan,China)
12Cr1Mo VG is representative varieties of alloy steel high pressure boiler tube,is also often the performance fluctuations due to the heat treatment,the most difficult to control.By climbing Angle steel pipe factory 508 units step furnace 12Cr1Mo VG seamless steel tubes for normalizing+tempering,quenching and tempering heat treatment process study,seamless steel tube to success in the step furnace heat treatment,the mechanical performance indicators meet the standard requirements.
12Cr1Mo VG,high pressure boiler tube,step furnace,heat treatment
TG156
A
羅能,高級工程師,主要從事無縫鋼管品種研發工作。
1001-5108(2016)05-0022-06
