5#、6#焦?fàn)t電機(jī)車(chē)電氣控制系統(tǒng)優(yōu)化及改造
2016-12-23 09:33:40彭凱
四川冶金 2016年5期
彭 凱
(攀枝花鋼釩有限公司煉鐵廠,四川攀枝花 617000)
5#、6#焦?fàn)t電機(jī)車(chē)電氣控制系統(tǒng)優(yōu)化及改造
彭 凱
(攀枝花鋼釩有限公司煉鐵廠,四川攀枝花 617000)
介紹了攀鋼釩煉鐵廠5#、6#焦?fàn)t電機(jī)車(chē)電氣控制系統(tǒng)的配置、工作方式和特點(diǎn)。針對(duì)存在的問(wèn)題,闡述了電氣控制系統(tǒng)優(yōu)化及改造的方法和解決的效果。
控制系統(tǒng);變頻器;PLC;優(yōu)化
1 引言
攀鋼釩煉鐵廠5#、6#焦?fàn)tZK1223型電機(jī)車(chē)由大連重礦設(shè)備公司制造,于2009年5#、6#焦?fàn)t干熄焦項(xiàng)目建設(shè)時(shí)配套完成并投入使用,是干熄焦系統(tǒng)配套的專(zhuān)用設(shè)備。電機(jī)車(chē)往返熄焦線上牽引和操縱干熄焦焦罐車(chē)或水熄焦車(chē),為焦罐車(chē)、熄焦車(chē)走行和焦罐旋轉(zhuǎn)提供動(dòng)力,是焦?fàn)t及干熄焦設(shè)備系統(tǒng)里最重要的設(shè)備之一。
經(jīng)過(guò)多年的生產(chǎn)運(yùn)行,電機(jī)車(chē)電氣系統(tǒng)的安全穩(wěn)定運(yùn)行已成為煉焦設(shè)備安全生產(chǎn)的保障,每當(dāng)變頻器、PLC、觸摸屏出現(xiàn)故障都會(huì)影響整個(gè)焦?fàn)t生產(chǎn)順行。為適應(yīng)焦?fàn)t生產(chǎn)和干熄焦工藝的需要,保證系統(tǒng)可靠運(yùn)行,對(duì)5#、6#焦?fàn)t電機(jī)車(chē)電氣控制系統(tǒng)進(jìn)行了優(yōu)化及改造。
2 設(shè)備現(xiàn)狀
電機(jī)車(chē)在干熄焦生產(chǎn)時(shí),用于牽引、制動(dòng)焦罐臺(tái)車(chē),控制圓形焦罐的旋轉(zhuǎn)、定位,完成接紅焦動(dòng)作;在干熄焦提升機(jī)井架處,電機(jī)車(chē)通過(guò)地面站檢測(cè)裝置進(jìn)行CDQ對(duì)位,完成接空罐和送紅焦?jié)M罐的任務(wù)。
5#、6#焦?fàn)t電機(jī)車(chē)電氣控制系統(tǒng),走行采用交流變頻調(diào)速控制,由2臺(tái)走行電機(jī)(YZB315M-10 75KW)和2臺(tái)走行變頻器(6ES7031-8EF60 110kw)組成,雙電機(jī)等力矩同步驅(qū)動(dòng),雙變頻器一對(duì)一控制。在一臺(tái)故障情況下,另外一臺(tái)可以獨(dú)立運(yùn)行保證生產(chǎn)。焦罐旋轉(zhuǎn)采用1臺(tái)變頻器(6SE7026-0ED61 22KW),通過(guò)接觸器選擇、快速插頭連接分別控制兩臺(tái)焦罐車(chē)上的焦罐旋轉(zhuǎn)電機(jī)(YEJ200L1-6 18.5KW),實(shí)現(xiàn)焦罐的啟停、旋轉(zhuǎn)和定位。
整車(chē)由一套西門(mén)子PLC(CPU 315-2DP)實(shí)現(xiàn)全車(chē)程序控制,并通過(guò)Profibus-DP通訊連接司機(jī)室西門(mén)子觸摸屏(MP 377 12”Touch),作為焦罐旋轉(zhuǎn)操作和系統(tǒng)監(jiān)控使用。監(jiān)控畫(huà)面見(jiàn)圖1,其中①部分圖框?yàn)榻构扌D(zhuǎn)控制按鈕,②部分圖框?yàn)樵O(shè)備狀態(tài)顯示,③部分圖框?yàn)闂l件允許信號(hào)顯示。
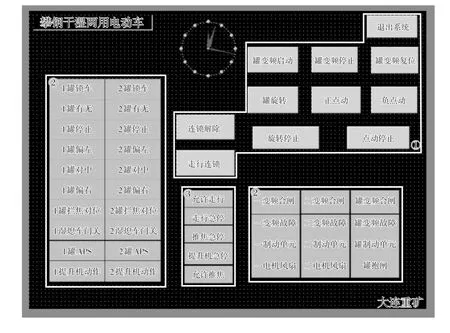
圖1 觸摸屏畫(huà)面
電機(jī)車(chē)上三臺(tái)6SE70工程型變頻器均由PLC程序控制,PLC通過(guò)“MOVE”傳送指令將不同的控制字“DW#16#…”經(jīng)PLC的Profibus-DP通訊口、DP通訊雙絞線傳輸?shù)阶冾l器CUVC板上的DP通訊板,得以實(shí)現(xiàn)對(duì)變頻器的啟停及調(diào)速遠(yuǎn)程通訊控制,見(jiàn)圖2。
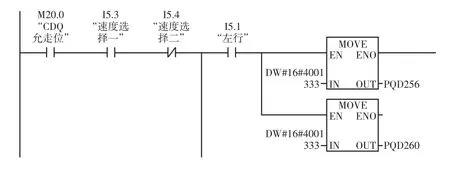
圖2 傳送15Hz頻率梯形圖
3 存在的問(wèn)題及原因分析
3.1 存在的問(wèn)題
近幾年在生產(chǎn)過(guò)程中,經(jīng)常發(fā)生焦罐旋轉(zhuǎn)變頻器DP通訊板、DP頭損壞、通訊干擾而造成DP從站丟失、PLC的DP故障、PLC報(bào)錯(cuò)、與變頻器的通訊中斷、變頻器不工作等問(wèn)題;以及觸摸屏死機(jī)、損壞,觸摸面板失靈造成不能操作等故障。由于三臺(tái)變頻器、觸摸屏均是PLC通過(guò)DP通訊線一一串接控制,出現(xiàn)故障查找復(fù)雜,耽誤時(shí)間長(zhǎng),嚴(yán)重影響焦?fàn)t及干熄焦正常安全生產(chǎn)。
3.2 原因分析
電機(jī)車(chē)PLC與變頻器間的Profibus-DP通訊,實(shí)際屬于RS485物理總線的串口通訊線,不能帶電插拔。電機(jī)車(chē)在生產(chǎn)過(guò)程中運(yùn)行抖動(dòng)及慣性沖擊,經(jīng)常造成變頻器的DP通訊板、Profibus線的DP頭、PLC的DP接口因?yàn)樗蓜?dòng)或漏電而造成通訊系統(tǒng)物理?yè)p壞等故障。同時(shí)在變頻器工作時(shí),往往伴隨著低頻干擾,DP通訊線由于設(shè)備布局原因和動(dòng)力電纜、控制電纜混在一起平行敷設(shè),且同在一個(gè)電機(jī)車(chē)?yán)?PLC系統(tǒng)、DP通訊線屏蔽層接地與變頻器的地線只能共接,之間沒(méi)有隔離器件,無(wú)法隔離,通訊線干擾嚴(yán)重。
觸摸屏故障除了上述原因,還包括高溫、高粉塵的工作環(huán)境,車(chē)輛震動(dòng)大、不當(dāng)?shù)牟僮髁?xí)慣等原因造成損壞。
另外,5#、6#焦?fàn)t電機(jī)車(chē)走行為雙變頻器雙電機(jī)一對(duì)一控制,雙電機(jī)等力矩同步驅(qū)動(dòng),每臺(tái)都可以獨(dú)立運(yùn)行保證生產(chǎn),一臺(tái)損壞對(duì)生產(chǎn)也不會(huì)造成大的影響。而焦罐旋轉(zhuǎn)變頻器只有1臺(tái),通過(guò)接觸器控制回路,連接快速插頭來(lái)實(shí)現(xiàn)兩臺(tái)焦罐臺(tái)車(chē)焦罐旋轉(zhuǎn)電機(jī)的分別控制。當(dāng)這唯一的焦罐旋轉(zhuǎn)變頻器發(fā)生故障不能及時(shí)恢復(fù)時(shí),兩臺(tái)焦罐臺(tái)車(chē)均無(wú)法生產(chǎn)。
4 優(yōu)化及改造
通過(guò)上述的分析,我們對(duì)電機(jī)車(chē)電氣控制回路進(jìn)行了以下優(yōu)化和改進(jìn)。
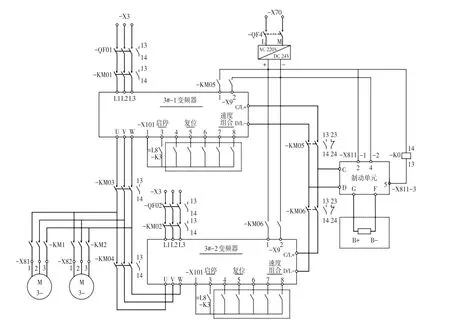
圖3 焦罐旋轉(zhuǎn)變頻器主接線
(1)在電機(jī)車(chē)原變頻器柜及PLC電控柜的控制動(dòng)力電纜均不變的情況下,新增(3#-2)焦罐旋轉(zhuǎn)變頻器一臺(tái),鋪設(shè)相應(yīng)的電氣主回路和控制回路電纜。兩臺(tái)變頻器通過(guò)接觸器或空氣開(kāi)關(guān)切換,實(shí)現(xiàn)雙焦罐旋轉(zhuǎn)變頻器的互備,主接線見(jiàn)圖3,設(shè)備布置見(jiàn)圖4。
(2)取消三臺(tái)變頻器DP通訊控制線。將操作臺(tái)上原走行控制的轉(zhuǎn)換開(kāi)關(guān)拆除,斷開(kāi)其到PLC的輸入點(diǎn)。在操作臺(tái)右側(cè)新增走行主令控制器,其操作桿向前為電機(jī)車(chē)左行,向后為電機(jī)車(chē)右行,設(shè)置雙向高、中、低、微速和停止九個(gè)擋位的速度。主令控制器開(kāi)關(guān)點(diǎn)組合后通斷L2-K中間繼電器線圈,中間繼電器開(kāi)點(diǎn)分兩組分別接兩臺(tái)走行變頻器-X101端子,修改變頻器相應(yīng)參數(shù),實(shí)現(xiàn)變頻器端子控制啟停、換向及調(diào)速,見(jiàn)圖5。
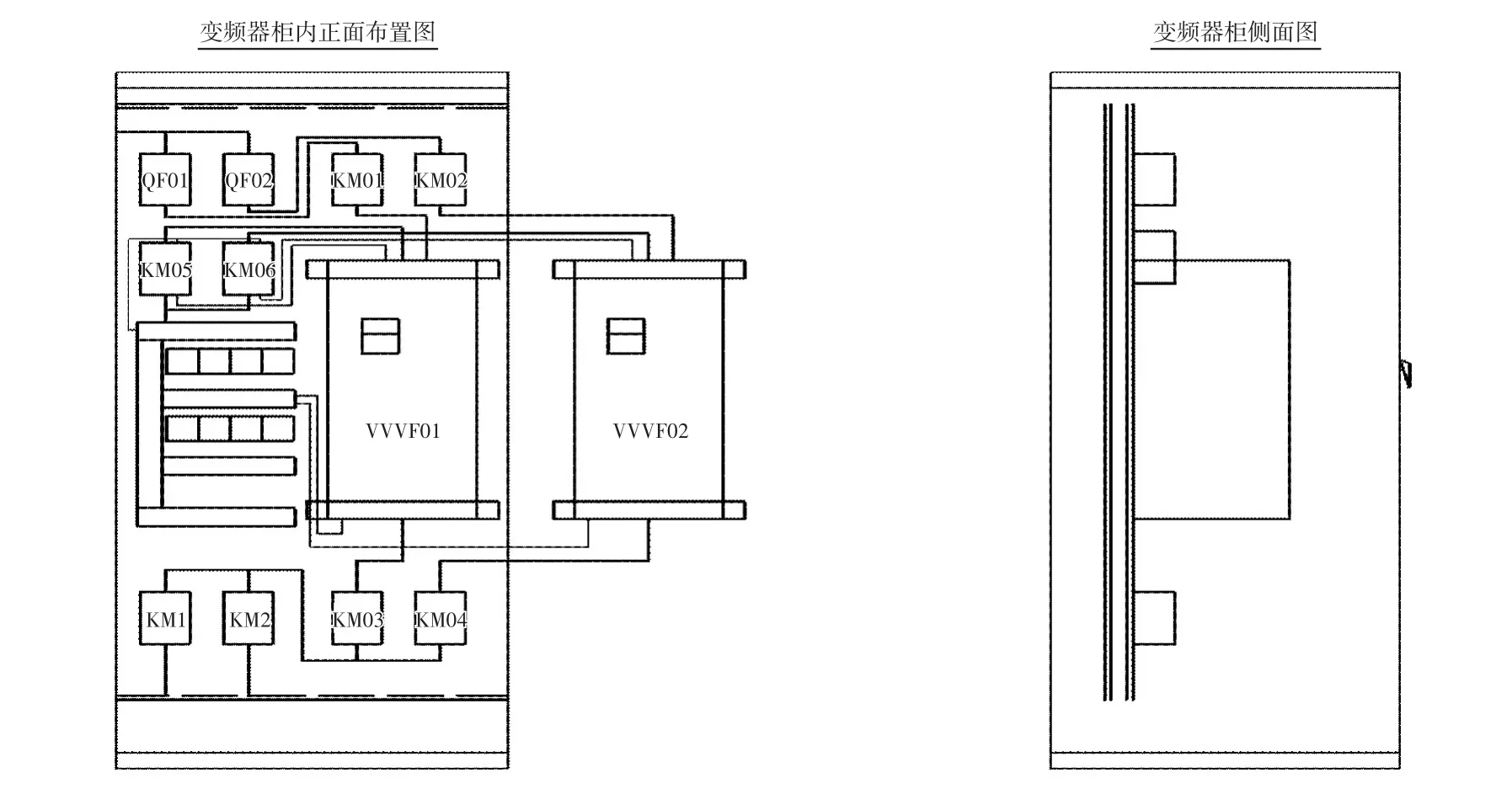
圖4 焦罐旋轉(zhuǎn)變頻器布置圖
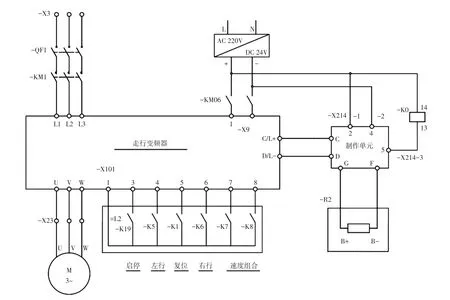
圖5 走行變頻器端子輸入控制
(3)增設(shè)焦罐旋轉(zhuǎn)操作控制轉(zhuǎn)換開(kāi)關(guān)。原焦罐旋轉(zhuǎn)操作由操作臺(tái)上觸摸屏單獨(dú)控制,現(xiàn)在操作臺(tái)上新增一個(gè)焦罐旋轉(zhuǎn)操作轉(zhuǎn)換開(kāi)關(guān)L8-S2,轉(zhuǎn)換開(kāi)關(guān)控制點(diǎn)在PLC程序里和觸摸屏里的控制邏輯點(diǎn)并聯(lián),實(shí)現(xiàn)兩種控制同時(shí)有效,保證焦罐變頻器的控制安全。修改原PLC焦罐旋轉(zhuǎn)控制程序,刪除傳送控制字程序段,改為程序輸出點(diǎn),增加L8-K中間繼電器,更改變頻器相應(yīng)參數(shù),用中間繼電器點(diǎn)分兩組分別接兩臺(tái)旋轉(zhuǎn)變頻器X101端子,實(shí)現(xiàn)焦罐旋轉(zhuǎn)變頻器端子控制啟停、旋轉(zhuǎn)及點(diǎn)動(dòng)。觸摸屏一般只做監(jiān)視作用,減少觸摸屏故障對(duì)生產(chǎn)操作的影響,接線圖見(jiàn)圖6。
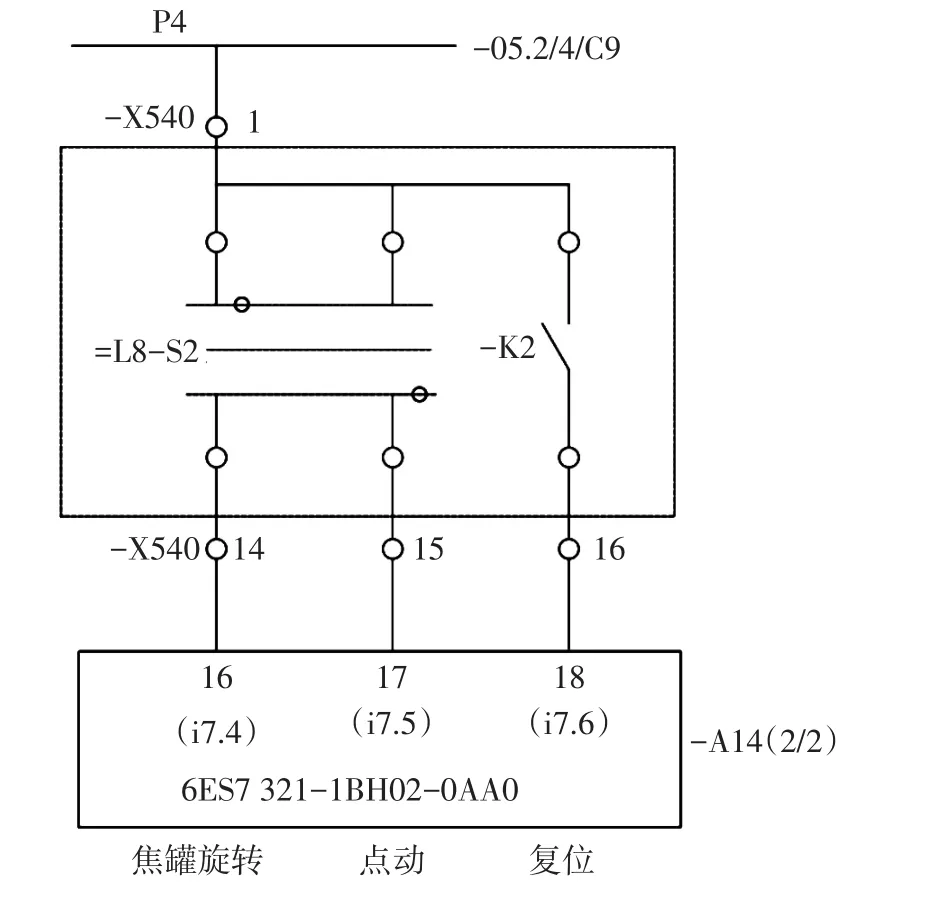
圖6 旋轉(zhuǎn)轉(zhuǎn)換開(kāi)關(guān)接線
5 結(jié)語(yǔ)
通過(guò)對(duì)攀鋼釩煉鐵廠5#、6#焦?fàn)t電機(jī)車(chē)電氣控制系統(tǒng)的優(yōu)化改造后,降低了變頻器、PLC、觸摸屏的故障率,提高了設(shè)備的可靠性,控制簡(jiǎn)單實(shí)用。電氣控制系統(tǒng)具有結(jié)構(gòu)簡(jiǎn)單,成本低廉,方便可靠,電機(jī)調(diào)速運(yùn)行穩(wěn)定,性能良好等優(yōu)點(diǎn),滿足了干熄焦生產(chǎn)的要求。從2013年11月改造至今,設(shè)備可靠性得到了驗(yàn)證。此次5#、6#焦?fàn)t電機(jī)車(chē)電氣控制系統(tǒng)優(yōu)化改造,應(yīng)用效果良好,達(dá)到了預(yù)期目的,為企業(yè)創(chuàng)造了良好的綜合效益。
[1] 張登山.西門(mén)子自動(dòng)化與驅(qū)動(dòng)產(chǎn)品符合電磁兼容規(guī)則的安裝規(guī)范手冊(cè)[S].北京:西門(mén)子自動(dòng)化與驅(qū)動(dòng)集團(tuán),2006.
[2] 西門(mén)子電氣傳動(dòng)有限公司.矢量控制實(shí)用大全[S].天津:西門(mén)子電氣傳動(dòng)有限公司,2007.
[3] 西門(mén)子(中國(guó))有限公司.WinCC flexible 2008系統(tǒng)手冊(cè)[S].北京:西門(mén)子(中國(guó))有限公司,2008.
[4] 大連重礦設(shè)備制造有限公司.干熄焦電機(jī)車(chē)安裝調(diào)試及使用說(shuō)明書(shū)[N].大連:大連重礦設(shè)備制造有限公司,2009.
5#,6#Coke-Oven Electric Locomotive Electrical Control System Optimization and Improvement
PENG Kai
(Iron making plant of Steel-Vanadium Co.Ltd.,Panzhihua 617000,Sichuan,China)
This paper introduces of 5#,6#coke-oven electric locomotive electrical control system of iron making plant configuration,working mode and characteristics,in allusion to existing problems,expounds the methods of optimization and improvement of electrical control system, and the effect of the solution.
control system,frequency converter,PLC,optimization
TQ520.5
A
彭凱,電氣工程師,主要從事電氣自動(dòng)化控制技術(shù)方面的工作。
1001-5108(2016)05-0044-05
猜你喜歡
防爆電機(jī)(2020年3期)2020-11-06 09:07:42
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國(guó)化肥信息(2020年7期)2020-03-19 01:54:02
汽車(chē)維修與保養(yǎng)(2019年7期)2020-01-06 03:30:42
測(cè)控技術(shù)(2018年5期)2018-12-09 09:04:50
中國(guó)軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
電子制作(2017年7期)2017-06-05 09:36:13
汽車(chē)維護(hù)與修理(2016年10期)2016-07-10 08:17:41
汽車(chē)維修與保養(yǎng)(2015年6期)2015-04-17 03:31:50
汽車(chē)維護(hù)與修理(2015年2期)2015-02-28 12:15:39
