水火彎板整體變形的數(shù)值計算研究
2016-12-28 07:56:30劉玉君
造船技術(shù) 2016年5期
關(guān)鍵詞:變形
王 順, 汪 驥,2,3, 劉玉君,2, 劉 曉
(1.大連理工大學 船舶工程學院, 遼寧 大連 116024; 2.大連理工大學 工業(yè)裝備結(jié)構(gòu)分析國家重點實驗室, 遼寧 大連 116024; 3.高新船舶與深海開發(fā)裝備協(xié)同創(chuàng)新中心, 上海 200240)
?
水火彎板整體變形的數(shù)值計算研究
王 順1, 汪 驥1,2,3, 劉玉君1,2, 劉 曉1
(1.大連理工大學 船舶工程學院, 遼寧 大連 116024; 2.大連理工大學 工業(yè)裝備結(jié)構(gòu)分析國家重點實驗室, 遼寧 大連 116024; 3.高新船舶與深海開發(fā)裝備協(xié)同創(chuàng)新中心, 上海 200240)
水火彎板是船舶曲面外板成形的主要工藝,可靠的成形預測方法是板件成形自動化系統(tǒng)研究的基礎。實際生產(chǎn)中對于成形的檢測最關(guān)注的是整體變形,但目前大部分關(guān)于水火彎板的研究僅考慮了局部變形而忽略了整體變形,對厚板和大曲率板的計算誤差較大。因此,在綜合考慮水火彎板加工中的局部變形和整體變形的基礎上,對數(shù)值模型的約束條件進行了改進,建立了更符合實際的熱彈塑性水火加工數(shù)值模型,并開展了相關(guān)驗證實驗,對鋼板加工過程中的表面溫度分布和加工后鋼板局部變形和整體變形進行了測量,測量數(shù)據(jù)驗證了數(shù)值計算模型的可靠性。此外,通過對變形時間歷程的分析揭示了其形成過程。
水火彎板 數(shù)值模擬 整體變形 溫度場
0 引言
造船過程中有大量的船體曲面外板需要成形加工,外板成形加工的效率和精度是影響整個造船進度的關(guān)鍵一環(huán)。水火彎板是一種船舶曲面外板成形的重要方法,該方法需預先布置加熱線方案并采用火焰熱源沿加熱線加工并跟蹤水冷的方式實現(xiàn)板件成形。目前單純依靠人工和經(jīng)驗進行船舶曲面外板的成形加工已經(jīng)無法滿足現(xiàn)代造船的要求,曲面外板自動化成形方法的研究仍然是造船業(yè)一個熱點研究話題。加工工藝參數(shù)的準確預報方法是自動化加工成形系統(tǒng)中的關(guān)鍵一環(huán),而大量可靠的曲面參數(shù)和加工參數(shù)之間的關(guān)系數(shù)據(jù)是預報的基礎。數(shù)值模擬與實驗相結(jié)合的方法是提供足量且可靠數(shù)據(jù)的良好途徑。因此,數(shù)值模擬模型的可靠性研究顯得尤為重要,為此國內(nèi)外已做了大量工作。Shin等[1]基于人工神經(jīng)網(wǎng)格對水火彎板進行了熱彈塑性分析,并研究了局部變形和熱參數(shù)之間的關(guān)系;Choi等[2]采用數(shù)值模擬的方法分析了溫度分布、熱應力和加工參數(shù)的影響規(guī)律,但未研究變形;齊亮等[3]對成形因素與溫度和局部變形之間的關(guān)系進行了研究;周波等[4]建立了熱彈塑性有限元模型,并通過局部變形和應力分布驗證了數(shù)值模型的可靠性;汪驥等[5-6]對水冷換熱邊界條件和熱源模型參數(shù)進行了研究,并基于此研究考慮了局部變形的數(shù)值模型。前人的數(shù)值模型研究了局部變形而忽略了整體變形,采用四角簡支約束,對厚板和大曲率板的計算誤差較大。
在局部變形的基礎上考慮整體變形,結(jié)合目前造船企業(yè)用樣板或樣箱檢測成形撓度的實際情況[7],以撓度變形形式考慮整體變形。改進的數(shù)值模型綜合考慮了局部變形和整體變形,首先建立了熱彈塑性水火加工的數(shù)值模型,為真實模擬水火加工過程改進了約束條件。同時設計了驗證實驗,應用紅外熱像儀測量表面溫度分布,分別采用數(shù)顯游標卡尺和位移傳感器測量局部變形和整體變形,將實驗數(shù)據(jù)與數(shù)值計算結(jié)果進行對比,驗證數(shù)值模擬局部變形和整體變形的正確性,并且通過對局部變形和整體變形的時間歷程分析揭示了變形的形成過程,模型為未來根據(jù)待成形的整體變形預報加工參數(shù)奠定基礎。
2 整體變形數(shù)值模擬和實驗設計
2.1 三維有限元模型的建立
采用ANSYS軟件進行建模,為保證計算精度的前提下降低網(wǎng)格數(shù)量,需將網(wǎng)格進行科學劃分。由于熱源在線加熱過程中沿垂直加熱線方向分布不均勻,主要集中在一定區(qū)域內(nèi),該區(qū)域的溫度梯度大。因此,將板件分為三個區(qū)域,加熱線區(qū)域、過渡區(qū)域和遠離熱源區(qū)。在熱源集中區(qū)加密網(wǎng)格,遠離加熱線的區(qū)域溫度梯度小,網(wǎng)格劃分稀疏,過渡區(qū)域網(wǎng)格尺寸介于二者之間。網(wǎng)格加密區(qū)和過渡區(qū)采用SOLID186單元,網(wǎng)格稀疏區(qū)采用SOLID185單元,劃分的網(wǎng)格如圖1所示。定義右手3D笛卡爾坐標系,其中沿板件長度方向為X軸,沿板件寬度方向為Y軸,垂直于板件平面向上為Z軸,坐標原點設在板件左下角角點上。
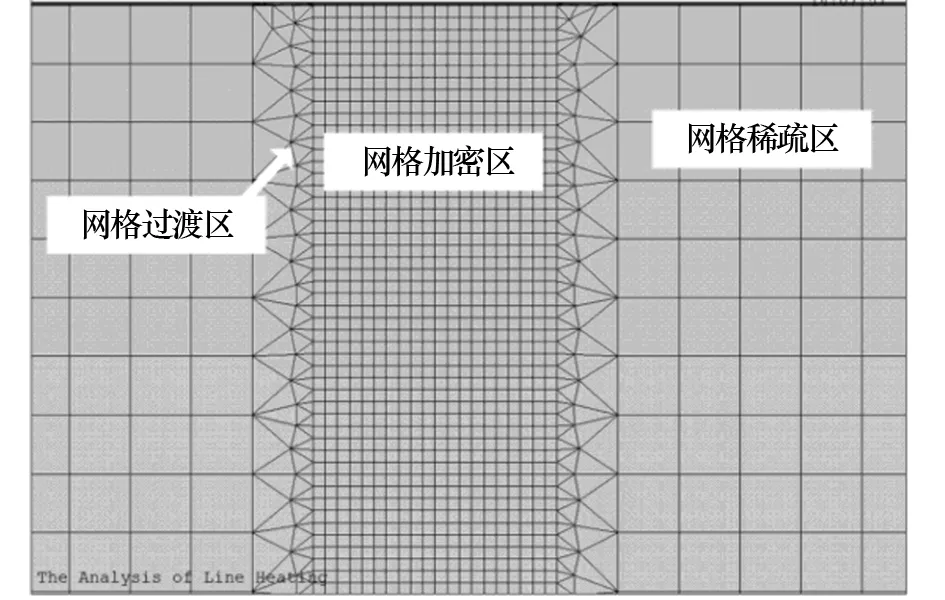
圖1 鋼板線加熱的有限元模型和網(wǎng)格劃分圖
2.2 約束條件的改進
考慮到實際加工過程模型、載荷及約束的對稱性,板件加熱線位置不會在x方向發(fā)生變形,故約束沿加熱線中心位置UX=0,板件兩個長邊UY=0。
為提高水火彎板整體變形數(shù)值計算的正確性,對板邊約束進行了改進,下面定義不同約束的2種工況。
工況1:研究局部變形的數(shù)值模型一般在四個角點采用簡支約束,該種約束方式稱為工況1。這種約束四角固定,使得四角無法產(chǎn)生變形,該工況約束簡單,但與實際不符。
工況2:根據(jù)實際加工經(jīng)驗,在船舶曲面外板水火成形加工過程中為促進成形在兩端墊枕木,而四角是無約束、可自由變形的。結(jié)合實際,改進約束是在左右兩板邊1/4B、1/2B和3/4B處設置LINK180單向受拉彈簧,使板邊只能產(chǎn)生向上位移,不能產(chǎn)生向下位移,該種約束方式稱為工況2。兩種約束的示意圖如圖2所示。
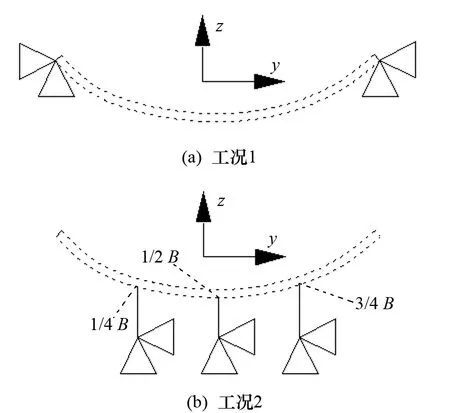
圖2 數(shù)值模型約束示意圖
2.3 數(shù)值仿真算例
(1) 鋼板參數(shù):規(guī)格3 000 mm×1 500 mm×14 mm,橫向曲率半徑R=5 000 mm,材質(zhì)為普通船用低碳鋼,材料參數(shù)參考Adan Vega[8]等提供的數(shù)據(jù)。
(2) 加工參數(shù):加工帆形板即在板邊加熱,噴嘴型號為2#,丙烯流量,熱效率為0.2575,加熱線長為300 mm,加熱時間為130 s,空氣和水冷的對流換熱系數(shù)由參考文獻[9]給出。加熱線位于板件中間位置板邊處。
2.4 驗證實驗設計
為驗證數(shù)值仿真結(jié)果的可靠性,設計驗證實驗。水火彎板中局部變形主要集中在加熱線附近。根據(jù)經(jīng)驗,在鋼板上表面的加熱線兩側(cè)±50 mm處定義5對測量點,如圖3所示。用定位器在指定位置標記,并用數(shù)顯游標卡尺測量加工前后各組點之間的距離,加工前后測量數(shù)據(jù)的差值即為局部收縮量。
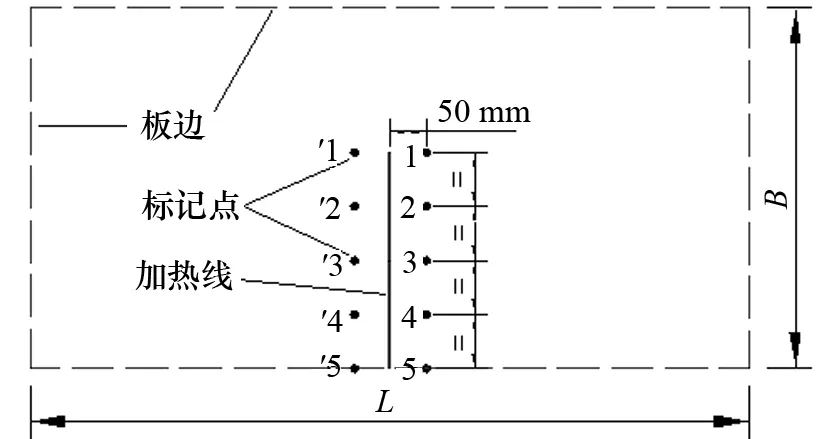
圖3 加熱線測量點示意圖
為驗證數(shù)值模擬整體撓度變形的可靠性,采用位移傳感器測量指定位置的撓度。同時由于熱源最終會移動到加熱線板邊位置,從位移傳感器的保護和實驗測量的便利性考慮,在板邊距離加熱線300 mm處設置一臺位移傳感器,借助電腦實時測量監(jiān)測點的垂向位移,同時采用颯特紅外熱像儀G90記錄溫度場分布。采用實驗室現(xiàn)有水火彎板成形機器人實施驗證實驗,實際加工過程如圖4所示。
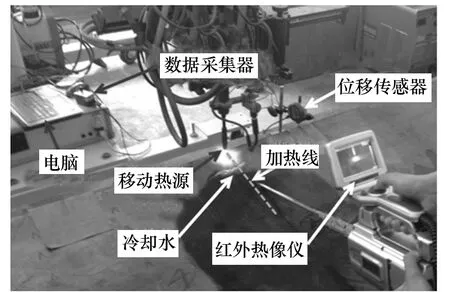
圖4 水火彎板驗證實驗實圖
3 數(shù)值模擬和實驗結(jié)果分析
3.1 溫度場分布規(guī)律
兩種工況數(shù)值計算結(jié)果中溫度場分布規(guī)律完全相同,因此下面僅以工況2為例與實驗對比溫度場分布規(guī)律。熱源移動到板邊時數(shù)值模擬溫度分布等值線圖和實驗測量的溫度分布分別如圖5和圖6所示,兩者板邊最高溫分別為783.736℃(等值線中未顯示,從溫度云圖得到)和762.3℃,相對誤差2.74%。從最高溫上看,數(shù)值模擬和實驗測量的結(jié)果相差不大;從分布規(guī)律上看,數(shù)值模擬溫度場呈左右對稱分布,側(cè)面說明數(shù)值計算的合理性。溫度梯度整體呈正梯形分布,但高溫區(qū)集中在加熱線中心附近很小的范圍內(nèi),并且沿加熱線方向急劇下降。板邊位置位于熱源中心位置故溫度較高,還未來得及向外擴展,故溫度分布的寬度較窄,而靠近內(nèi)側(cè)的區(qū)域已經(jīng)遠離熱源,并且溫度場經(jīng)過一段時間的向外傳導,故靠近內(nèi)側(cè)中心最高溫不及板邊最高溫,但溫度梯度分布沿寬度方向更廣。
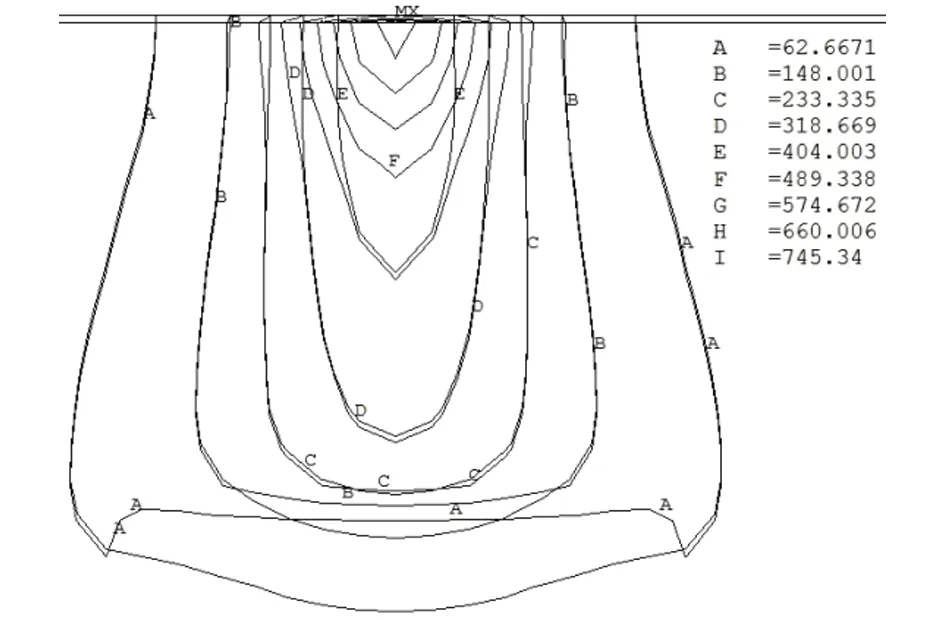
圖5 數(shù)值模擬熱源到板邊時溫度分布等值線圖
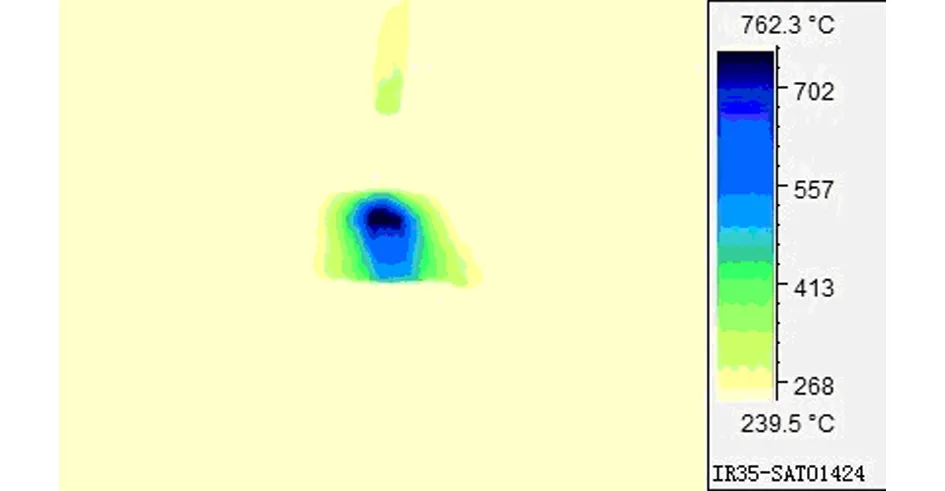
圖6 實驗測量熱源到板邊時溫度分布云圖
加熱線分布趨勢在不同位置大體相同,但沿加熱線不同位置的最高溫度代表了溫度梯度的最高值,對研究溫度分布尤為重要,因此需獲得不同位置的最高溫度并研究其分布規(guī)律。圖7中橫坐標代表沿加熱線中心位置距離起始點的距離,縱坐標代表各個位置的最高溫度。從圖中可以看出加熱線起始位置最高溫度較低,數(shù)值模擬和實驗測量分別為422.61℃和449.82℃,加熱線起始位置到距起始位置50 mm范圍內(nèi)溫度急劇上升至700℃左右并維持很長一段距離,直到距板邊約40 mm處溫度開始上升,最終板邊處最高溫度最高,數(shù)值模擬和實驗測量分別為796.88℃和762.32℃。從趨勢看,數(shù)值模擬和實驗測量結(jié)果吻合,只是加熱線起始和末端兩者有一定偏差,但在工程允許范圍內(nèi)。
3.2 局部變形和整體變形驗證

圖7 不同位置的最高溫變化圖
實驗測量和兩種工況數(shù)值模擬得到的局部收縮量的數(shù)據(jù)匯總?cè)绫?1所示。從中可看出兩種工況的數(shù)值模擬結(jié)果和實驗測量值對比,相對誤差除初始點外均較小。由于板件加熱初始位置溫度較低, 產(chǎn)生的局部收縮量本身較小,故相對誤差較大,但絕對誤差和其他幾組數(shù)據(jù)相比沒有明顯偏大。兩種工況數(shù)值模擬和實驗測量規(guī)律一致,加熱線起始位置局部收縮量較小,越靠近板邊位置產(chǎn)生的局部收縮量越大,在板邊即圖3中點’5和點5處,局部收縮量最大。
結(jié)合表1和圖7可以看出,加熱線長度方向中間區(qū)域溫度場分布相同,但越靠近板邊局部收縮量越大。這是由于靠近板邊位置約束較小,鋼板受熱后膨脹受周圍冷金屬約束小,產(chǎn)生較大的膨脹,但在冷卻水的作用下鋼板急劇收縮產(chǎn)生的變形更大,最終局部收縮量更大。在加熱線起始位置溫度較低,約束最大,故產(chǎn)生的局部收縮量最小,而板邊位置最高溫度較高,約束最小,故產(chǎn)生的局部收縮量最大。約束和溫度梯度共同影響最終的局部收縮量。
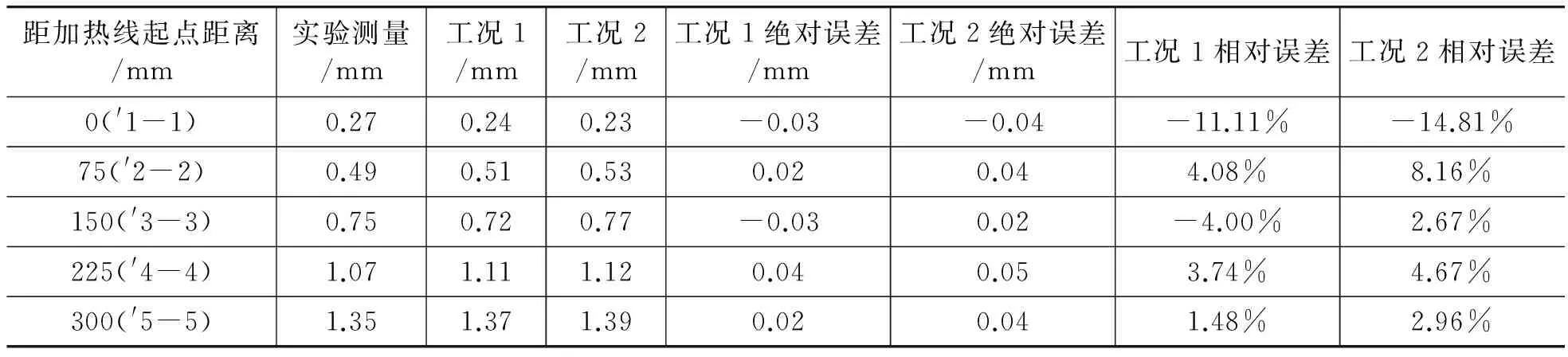
表1局部收縮量對比(實驗和兩種工況數(shù)值模擬)
整體變形主要以撓度方式體現(xiàn),對比監(jiān)測點最終成形撓度,分析兩種工況的整體變形計算結(jié)果。實驗測量監(jiān)測點最終撓度為11.60 mm,工況1監(jiān)測點最終撓度為8.99 mm,相對誤差-22.50%。工況2監(jiān)測點最終撓度為11.96 mm,相對誤差3.10%。工況1數(shù)值模擬的撓度值和實驗測量偏差較大,而工況2整體撓度的數(shù)值模擬結(jié)果和實驗值偏差不大,這是由于工況2的約束和實際情況更接近,而工況1的約束阻礙了板件的整體變形。說明工況2可用于整體變形的數(shù)值計算。
3.3 局部變形和整體變形形成過程分析
通過兩種工況的整體撓度的數(shù)值計算和實驗對比,驗證了工況2更適用于計算整體變形,下面僅以工況2為例分析局部變形和整體變形的形成過程。
為探究溫度變化和局部收縮量的關(guān)系,將板邊加熱線中心位置溫度和局部收縮量隨時間變化數(shù)據(jù)提出并繪制曲線(見圖8)。從圖中可以看出熱源靠近加熱線板邊的過程中,加熱線中心溫度不斷升高,局部收縮量為負值,板邊溫度達到最高后在跟蹤水冷的作用下溫度急劇下降,板邊收縮量同時增大,板邊發(fā)生了急劇收縮,膨脹的局部收縮量明顯小于收縮變形,并且局部收縮量相對于溫度變化有一定的滯后性,這說明跟蹤水冷能使得鋼板表面溫度場發(fā)生驟降,而溫度場變化附帶產(chǎn)生局部變形變化需要一定的時間。
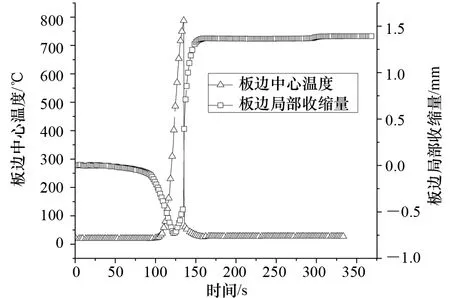
圖8 板邊中心溫度和局部收縮量隨時間變化曲線
撓度變形是由于溫度梯度的變化導致的,為探究整體撓度的形成過程,將溫度和撓度對比分析。由于監(jiān)測點位置距離熱源有一定的距離,溫度梯度變化不明顯。提取加熱線板邊位置的溫度梯度隨時間變化的數(shù)據(jù),同時也提取數(shù)值計算模型中與監(jiān)測點相應節(jié)點的垂向位移隨時間變化的數(shù)據(jù)。將板邊中心位置溫度、監(jiān)測點數(shù)值模擬和實驗測量的垂向撓度隨時間變化數(shù)據(jù)繪制曲線(見圖9)。在加熱過程中最終形成的撓度是最為關(guān)心的,從圖中可以看出,最終產(chǎn)生的撓度值在數(shù)值模擬和實驗測量中的結(jié)果相差不大,并且趨勢相似。

圖9 指定位置撓度值驗證(數(shù)值模擬和實驗)
監(jiān)測點撓度隨時間變化曲線可分為5個階段。第Ⅰ階段0 s~20 s,由于監(jiān)測點位于板邊位置,離加熱線起始點較遠,故加熱線起始區(qū)域產(chǎn)生的撓度對監(jiān)測點影響很小,故監(jiān)測點撓度幾乎為零;第Ⅱ階段20 s~50 s,隨著熱源向板邊移動,監(jiān)測點受加熱區(qū)整體撓度向下的帶動,產(chǎn)生了向下的撓度,監(jiān)測點產(chǎn)生了較小的向下?lián)隙龋坏冖箅A段50 s~130 s,隨著加熱線越來越靠近板邊,離監(jiān)測點較近的熱源產(chǎn)生的垂向膨脹大于較遠位置產(chǎn)生的垂向撓度,故監(jiān)測點垂向撓度緩慢回升,直到二者達到一定的平衡;第Ⅳ階段130 s~200 s,熱源移走后,由于板邊受跟蹤水冷卻的作用,板邊產(chǎn)生了急劇的收縮,故垂向撓度急劇向下增大,并趨于緩和;第Ⅴ階段200 s以后,鋼板溫度梯度基本消失,故產(chǎn)生的撓度趨于固定值,即監(jiān)測點處水火作用下產(chǎn)生的最終垂向撓度。
4 結(jié)論
綜合考慮水火彎板加工中的局部變形和整體變形,對數(shù)值模型的約束條件進行了改進,建立了更符合實際的熱彈塑性水火加工數(shù)值模型,并和實驗對比驗證,得到如下結(jié)論。
(1) 四角簡支模型的板邊最高溫度、板邊局部變形誤差分別為2.74%、1.48%。改進模型的板邊最高溫度、板邊局部變形誤差分別為2.74%、2.96%。兩種模型計算溫度場和局部變形誤差均在工程計算可接受的范圍內(nèi),均可用于水火彎板溫度場和局部變形的數(shù)值計算。
(2) 四角簡支模型整體變形的誤差為22.50%。改進模型整體變形的誤差為3.10%。四角簡支模型計算整體變形的誤差過大,無法用于整體變形的數(shù)值計算;而改進模型的整體變形誤差在工程計算可接受的范圍內(nèi),證明改進模型可用于水火彎板整體變形的數(shù)值計算。
(3) 局部變形和整體變形均與溫度梯度的變化密切相關(guān)。鋼板表面溫度達到一定溫度后跟蹤冷卻水溫度驟降是產(chǎn)生變形的原因,并且變形場隨溫度場變化有一定的滯后性。
[1] Shin J G, Lee J H, Park S K. A numerical thermoplastic analysis of line heating processes for saddle-type shells with the application of an artificial neural network[J]. Journal of Ship Production, 1999,15(1): 10-20.
[2] Choi Y, Lee Y, Choi K, et al. Temperature distribution and thermal stresses in various conditions of moving heating source during line heating process[J]. Journal of Thermal Science,2012, 21(1): 82-87.
[3] Qi L, Zhang C, Shi S, et al. Effect of forming factors on surface temperature and residual deformation of the plate in line heating[J]. International Journal of Materials and Structural Integrity, 2013, 7(1): 171-181.
[4] Zhou B, Han X, Tan S K, et al. Numerical and experimental study on plate forming using the technique of line heating[J]. International Journal of Maritime Engineering, 2014(156): 265-275.
[5] Ji W, Yujun L, Zhuoshang J, et al. Study on forced convection boundary condition for subcooled water in the simulation of line-heating process[J]. Journal of Ship Production,2006, 22(1): 41-47.
[6] 汪驥,劉玉君,紀卓尚,等. 水火彎板數(shù)值模擬中熱源模型參數(shù)研究[J]. 大連理工大學學報,2006(3): 367-371.
[7] Sun J, Hiekata K, Yamato H, et al. Development of software system for generating curved shell plates' processing plan using virtual templates[C]//Busan, Korea, Republic of: Royal Institution of Naval Architects, 2013.
[8] Vega A, Rashed S, Murakawa H. Analysis of cross effect on inherent deformation during the line heating process-Part 1-Single crossed heating lines[J]. Marine Structures,2015(40): 92-103.
[9] 汪驥. 水火彎板自動化加工工藝的關(guān)鍵技術(shù)研究[D]. 大連:大連理工大學, 2007.
Numerical Calculation Research on whole Deformation of Line Heating Process
WANG Shun1, WANG Ji1,2,3, LIU Yu-jun1,2, LIU Xiao1
(1. School of Naval Architecture, Dalian University of Technology, Dalian Liaoning 116024, China;2. State Key Laboratory of Structural Analysis for Industrial Equipment, Dalian Liaoning 116024, China;3. Collaborative Innovation Center for Advanced Ship and Deep-Sea Exploration(CISSE),Shanghai 200240, China)
Line heating is a major process for hull plate forming in shipyard. A reliable forming prediction method is the foundation of the automatic system of plate forming. In this technique, the most important to detect the forming is the overall deformation during the actual production. However, the local deformation of the plates was just considered and the whole deformation was neglected in previous research, which cause large errors in calculation of thick and large curvature plates. Therefore, in this paper an improved FEM model of line heating was established based on the thermal elastic-plastic finite element method, in which boundary constraint was improved considering both the local deformation and the whole deformation. Experiments were performed to prove the veracity of the FEM model, in which surface temperature field, the local deformation and the whole deformation were measured. The final improved FEM model results of temperature field, local deformation and whole deformation show good agreement in comparison with experiment results. In addition, the forming process of the deformation was revealed by analyzing the time history of the deformation.
Line heating Numerical simulation Whole deformation Temperature field
國家自然科學基金資助項目(51009025);國家科技重大專項資助項目(2013ZX04003041)。
王 順(1988-),男,博士研究生,主要從事船舶曲面外板熱加工成形相關(guān)的研究。
U671
A
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36