CAP1000反應堆壓力容器堆測接管堆焊管座疲勞性能
2017-01-10 03:50:46張俊寶
電焊機 2016年12期
關鍵詞:方向
張俊寶,谷 雨,梅 樂,余 燕
(上海核工程研究設計院,上海200233)
CAP1000反應堆壓力容器堆測接管堆焊管座疲勞性能
張俊寶,谷 雨,梅 樂,余 燕
(上海核工程研究設計院,上海200233)
CAP1000反應堆壓力容器堆測接管管座采用低合金鋼堆焊成型,堆焊是增材制造的最原始形態。在核電的壓力容器設計上,采用堆焊結構作為結構的一個部件是不常見的。采用埋弧堆焊,從堆焊結構的三個方向——垂直于焊接方向、平行于焊接方向、堆焊結構的高度方向分別進行疲勞試驗。試驗結果表明,三個方向的疲勞性能基本相當。疲勞試驗結果與ASME第Ⅲ卷附錄Ⅰ提供的母材的疲勞曲線進行對比,三條試驗曲線的數據點均位于ASME基準曲線的上方,因此采用ASME第Ⅲ卷附錄Ⅰ提供的母材疲勞曲線進行堆焊管座的力學評定是合適的。
CAP1000;堆測接管管座;埋弧焊;疲勞性能
0 前言
在核電的壓力容器設計上,一般采用分體鍛造接管與本體焊接,或在容器上局部加厚,進行機加工出接管,但是帶來的問題是鍛件局部加厚,影響主體結構的力學性能。無論分體鍛造接管還是機加工出接管,與堆焊相比,在設備制造的經濟型方面不占優勢。CAP1000反應堆壓力容器堆測接管管座采用堆焊的方式成型[1],堆焊后進行焊后熱處理。堆測接管管座作為一回路的壓力邊界部件,對于設備的安全運行有著重要的影響。堆焊結構作為結構的一個部件是不常見的。因此,從堆焊結構的三個方向——垂直于焊接方向、平行于焊接方向、堆焊結構的高度方向分別進行疲勞試驗,對比各個方向的性能。另外,在ASME第Ⅲ卷附錄Ⅰ并未提供焊縫金屬的疲勞曲線,在設計力學評定時一般采用相應母材的疲勞曲線進行分析,因此,本研究將實驗所得疲勞試驗數據與ASME第Ⅲ卷附錄Ⅰ提供的設計疲勞曲線進行了對比。
1 模擬件的制作
模擬件采用的焊接材料與CAP1000產品使用的完成相同,所采用的焊接工藝(埋弧焊)、焊接設備、焊接規范參數、熱處理制度也與CAP1000產品堆測接管堆焊管座一致。焊接工藝按ASME標準評定合格,焊接材料和焊接規范如表1所示。模擬件采用的母材為SA508 Gr.3 Cl.1,厚度60mm,長度600mm,寬度300 mm。母材的化學成分如表2所示。F9P4-EG-G的焊絲和熔敷金屬的實測結果分別見表3和表4。

表1 焊接材料和焊接規范Table 1 Welding material and welding parameters

表2 母材化學成分Table 2 Compsition for base metal %

表3 焊絲化學成分Table 3 Compsition for welding wire %

表4 熔敷金屬化學成分Table 4 Compsition for weld metal %
焊接接頭形式如圖1所示,模擬產品的情況,隔離層采用焊條電弧焊,當隔離層厚度不小于7 mm時,采用埋弧自動焊進行堆焊,直至達到堆焊厚度的要求。焊接過程嚴格控制道間溫度,焊道搭接量在1/2~2/3,每層焊道厚度不大于4 mm,焊絲干伸長量30~35 mm。
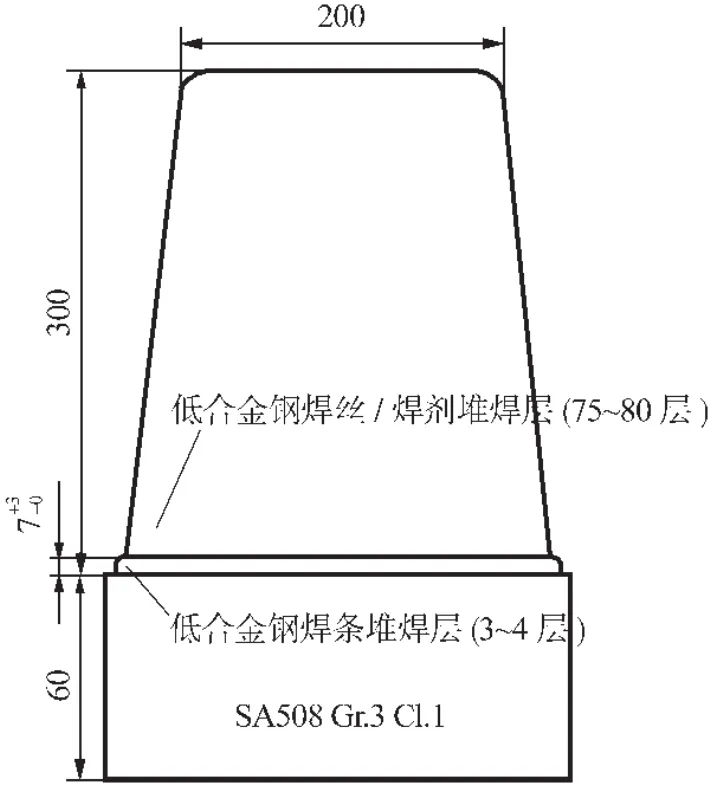
圖1 接頭形式Fig.1 Joint type
當試板堆焊層厚度達到T=150 mm時進行中間消應力熱處理,當試板堆焊層厚度達到T=300 mm以上時進行最終消應力熱處理。
2 疲勞性能試驗
在試驗件的平行堆焊方向、垂直堆焊方向、堆焊高度方向分別各取12個試樣進行350℃高溫疲勞試驗,12個試樣分6組,每組在1個應變幅下進行試驗。低周疲勞試驗按照ASTM E606-2012進行,試樣采用中間工作部分為φ10 mm的標準低周試樣,試樣詳細尺寸如圖2所示。
疲勞試驗首先對試樣進行原始尺寸測量。選取不同的應變水平(0.2%~1.0%),在規定應變速率[一般為(5~8)×10-3/s-1]的要求下計算試驗頻率。在預估壽命次數條件下選擇相應的參考環作為試樣失效的評判依據,試驗載荷下降至記錄的參考環載荷80%時,試樣產生裂紋并失效。根據最終不同應變水平下的壽命(疲勞壽命最大為105cycles)及應力參數,統計分析得到相應的疲勞特征值和S-N曲線。試驗后選取典型試樣進行斷口分析。最后統計試驗結果進行分析處理得到設計疲勞曲線的驗證曲線。

圖2 疲勞試樣Fig.2 Fatigue specimen drawing
平行堆焊方向、垂直堆焊方向、堆焊高度方向疲勞試驗的循環特征參數如表5所示。

表5 疲勞循環特征參數Table 5 Fatigue recycle characteristic parameters
平行堆焊方向、垂直堆焊方向、堆焊高度方向的真應力與塑性應變的疲勞曲線分別如圖3~圖5所示,三個方向的疲勞性能試驗數據對比見圖6。

圖3 平行堆焊方向真應力與塑性變形關系Fig.3 Stress and plastic strain parallel to welding
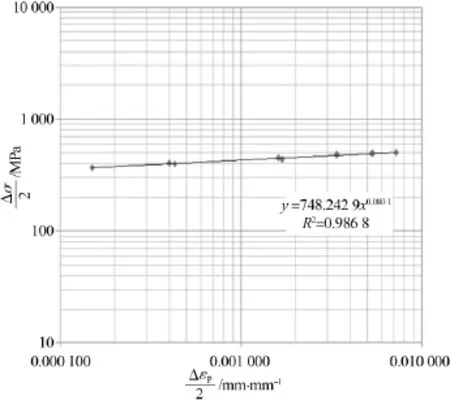
圖4 垂直堆焊方向真應力與塑性變形關系Fig.4 Stress and plastic strain perpendicular to welding
從以上三個方向的試驗結果可知,材料的分散性較小,三個方向的疲勞性能基本相當。
取三件典型疲勞試樣按照GB/T 17359進行斷口掃描分析[2],截取各試棒斷口,經超聲波清洗后,在掃描電鏡下觀察斷口微觀形貌,如圖7~圖9所示。平行堆焊方向試棒斷口(見圖8)上距離表面約1mm處有一處橢球形狀的缺陷,缺陷長徑約0.57 mm,疲勞裂紋在此萌生,向四周擴展。缺陷表面光滑圓融,具有氣孔或空洞類冶金缺陷的自由凝固表面特征。除平行堆焊方向試棒斷口從內部起裂外,其余兩個試棒均起裂于表面,向內擴展。3件斷口的擴展區均可觀察到清晰的疲勞條紋,終斷區均為韌窩狀斷口。

圖5 堆焊高度方向真應力與塑性變形關系Fig.5 Stress and plastic strain for weld thickness
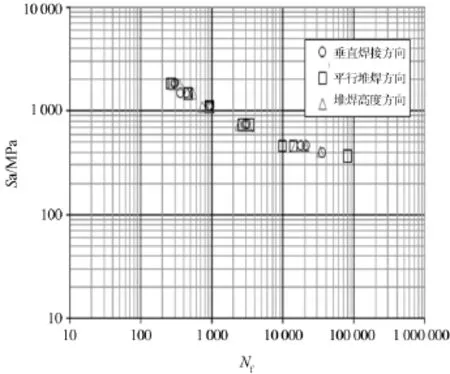
圖6 試驗數據比較Fig.6 Comparison for test data

圖7 垂直堆焊方向試樣低倍疲勞斷口Fig.7 Fracture profile by low magnification for specimen perpendicular to welding
斷口分析表明,平行堆焊方向(見圖8)試棒從內部冶金缺陷處萌生疲勞裂紋,缺陷尺寸約0.57mm;其余兩件試棒均從表面起裂,斷口上沒有異常冶金缺陷。
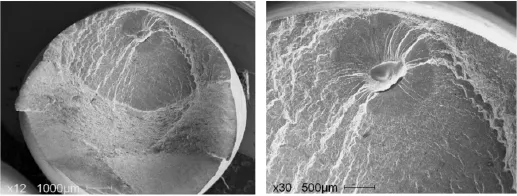
圖8 平行堆焊方向低倍疲勞斷口Fig.8 Fracture profile by low magnification for specimen parallel to welding
另外,ASME第Ⅲ卷附錄Ⅰ并未提供焊縫金屬的疲勞曲線,在設計力學評定時一般采用相應母材的疲勞曲線進行分析,因此,本研究曲線將以上試驗數據與ASME第Ⅲ卷附錄Ⅰ提供的設計疲勞曲線進行了對比,三條試驗曲線的數據點均位于ASME基準曲線的上方,見圖10,說明被測材料的疲勞性能滿足ASME規范要求,采用ASME第Ⅲ卷附錄Ⅰ提供的母材的疲勞曲線進行熔敷金屬的力學評定是合適的[3-4]。
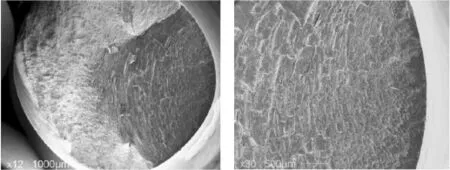
圖9 堆焊高度方向低倍疲勞斷口Fig.9 Fracture profile by low magnification for specimen of weld thickness
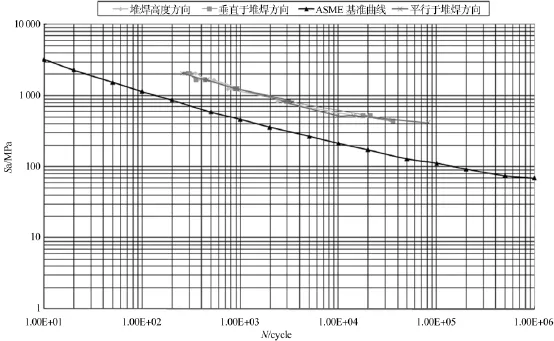
圖10 與設計疲勞曲線對比Fig.10 Comparision drawing with design fatigue curve
3 結論
(1)采用ASME第Ⅲ卷附錄I提供的母材疲勞曲線進行CAP1000反應堆壓力容器堆測接管管座的力學評定是合適的。
(2)CAP1000反應堆壓力容器堆測接管堆焊管座三個方向疲勞試驗結果基本相當,疲勞性能分散性較小。
[1]關橋.焊接/連接與增材制造(3D)打印[J].焊接,2014(5):1-8.
[2]杜洪奎,潘家幀.低合金鋼微缺陷的裂紋萌生擴展規律[J].機械工程材料,2008(2):18-20.
[3]李臻.低碳低合金鋼的變幅疲勞壽命估算[J].壓力容器,2006(7):10-14.
[4]李冬霞,賈寶春,邱太生,等.焊接接頭TIG熔修的疲勞強度及低溫性能研究[J].機械強度,2005,27(1):126-129.
Fatigue property of quickloc instrument nozzle(QIN)weld build-up of CAP1000 reactor pressure vessel
ZHANG Junbao,GU Yu,MEI Le,YU Yan
(Shanghai Nuclear Engineering Research&Design Institute,Shanghai 200233,China)
CAP1000 reactor pressure vessel quickloc instrumentation nozzle is a build-up low alloy steel structure by SAW,and buildup is considered as the original additive manufacturing.This kind of design is not mostly used as a component,so this paper performs fatigue test from perpendicular to welding direction,parallel to welding direction,and the weld thickness direction for SAW build-up. The test results show that fatigue property from the three directions is equivalent.Comparing the fatigue test results with the material fatigue curve of ASME SectionⅢappendixⅠ,data points of the three test curves are all above ASME base curve,so performing mechanical evaluation with the material fatigue curve of ASME SectionⅢappendixⅠis proper for quickloc instrument nozzle(QIN) weld build-up.
CAP1000;quickloc instrumentation nozzle;SAW;fatigue property
TG407
A
1001-2303(2016)12-0011-05
10.7512/j.issn.1001-2303.2016.12.03
獻
張俊寶,谷雨,梅樂,等.CAP1000反應堆壓力容器堆測接管堆焊管座疲勞性能[J].電焊機,2016,46(12):11-15.
2016-05-27
張俊寶(1976—),男,高級工程師,碩士,主要從事核電設備的焊接設計工作。
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
