焊接速度與T型焊接接頭固有應(yīng)變的相關(guān)性
2017-01-10 03:50:46王秋實(shí)張開(kāi)林
電焊機(jī) 2016年12期
王秋實(shí),張開(kāi)林,劉 旭
(西南交通大學(xué)牽引動(dòng)力國(guó)家重點(diǎn)實(shí)驗(yàn)室,四川成都610031)
焊接速度與T型焊接接頭固有應(yīng)變的相關(guān)性
王秋實(shí),張開(kāi)林,劉 旭
(西南交通大學(xué)牽引動(dòng)力國(guó)家重點(diǎn)實(shí)驗(yàn)室,四川成都610031)
采用熱彈塑性有限元方法對(duì)T型焊接接頭固有應(yīng)變與焊接速度之間的相關(guān)性進(jìn)行研究。基于有限元軟件Sysweld計(jì)算得到焊接速度為5~11 mm/s等7個(gè)方案下的橫向、縱向和等效固有應(yīng)變值,并繪出焊接速度與橫向、縱向和等效固有應(yīng)變的曲線圖,再通過(guò)數(shù)值分析方法計(jì)算其線性相關(guān)系數(shù)r以驗(yàn)證其線性相關(guān)性。結(jié)果表明,焊接速度與T型接頭橫向、縱向及等效固有應(yīng)變存在良好的線性相關(guān)性,且橫向固有應(yīng)變受焊接速度的影響最大,縱向固有應(yīng)變受焊接速度的影響較小。采用最小二乘法擬合出最佳趨近直線。
焊接速度;固有應(yīng)變;焊接接頭;線性關(guān)系
0 前言
焊接作為一種使得構(gòu)件實(shí)現(xiàn)連接的工藝,因其結(jié)構(gòu)強(qiáng)度良好、生產(chǎn)方式靈活等優(yōu)點(diǎn),已經(jīng)廣泛應(yīng)用于各領(lǐng)域。而焊后產(chǎn)生的殘余應(yīng)力和焊接變形極大地影響結(jié)構(gòu)的完整性、經(jīng)濟(jì)性和安全性。文獻(xiàn)[1]表明,各種影響焊接殘余應(yīng)力和殘余變形的因素都可以歸根于焊接熱輸入量和焊件尺寸的作用。而焊接速度既是影響焊接熱輸入的重要因素,又是工程焊接應(yīng)用中控制焊接變形的常用手段。因此,研究焊接速度對(duì)焊接變形的影響具有一定的工程價(jià)值。
T型接頭是在各工程領(lǐng)域中應(yīng)用最廣泛的典型接頭之一,如高速列車車體及轉(zhuǎn)向架的焊接結(jié)構(gòu)中存在大量的T型接頭。固有應(yīng)變法現(xiàn)已廣泛應(yīng)用于大型工程構(gòu)件的焊接變形預(yù)測(cè)中,不可避免的需要對(duì)構(gòu)件中典型T型接頭進(jìn)行熱彈塑性有限元分析,以獲取準(zhǔn)確的固有應(yīng)變值[2],因此基于Sysweld焊接仿真軟件,采用熱彈塑性有限元的方法研究T型接頭的固有應(yīng)變分布規(guī)律具有一定的工程意義。
1 焊接變形理論
1.1 Tendon Force概念
按照彈性力學(xué)的方法,可以近似的理解為縱向收縮是由于焊縫及其附近區(qū)域的縱向收縮力造成的。根據(jù)White等人的研究,提出了Tendon Force概念,并通過(guò)一系列實(shí)驗(yàn),得出縱向收縮力的計(jì)算公式為[3]
式中FT為縱向收縮力;μ為效率;U為電壓;I為電流;v為焊接速度。
1.2 固有變形計(jì)算
基于熱彈塑性有限元法獲取橫向固有變形的方法通常是對(duì)焊縫及其熱影響區(qū)的橫向殘余塑性應(yīng)變沿焊縫截面進(jìn)行積分獲得。本研究采用一種較為簡(jiǎn)便的方法來(lái)獲取T型接頭底板的收縮變形。
直線A和B分別為底板板中性面上包含熱影響區(qū)和焊縫區(qū)域的左右邊界,如圖1所示。通過(guò)獲得兩條直線間距的變化量后即可獲得底板橫向固有變形S[4]

式中UxA、UxB分別為直線A和B的橫向位移。

圖1 T型接頭簡(jiǎn)圖
1.3 固有應(yīng)變的求解
獲得固有變形后,就可以將其轉(zhuǎn)化為相應(yīng)的固有應(yīng)變。對(duì)于角焊縫,焊接熱輸入同時(shí)施加給底板和腹板。根據(jù)科特雷爾能量分配定律[5],底板和腹板獲得的能量計(jì)算式為
縱向固有應(yīng)變可以分別由式(3)、(4)計(jì)算獲得:

若底板的橫向收縮為S,則底板的橫向固有應(yīng)變?yōu)?/p>

由于縱向收縮力對(duì)底板的橫向收縮有影響,故將其進(jìn)行修訂。通過(guò)修正后,縱向收縮力產(chǎn)生的橫向固有應(yīng)變?yōu)椋首罱K的橫向固有應(yīng)變?yōu)?/p>

式中Qtotal為總的熱輸入;hw為腹板的厚度;hf為底板的板厚;E為彈性模量;F為總的縱向收縮力;Hw為腹板處產(chǎn)生固有應(yīng)變區(qū)域的高度;Bw為底板處產(chǎn)生固有應(yīng)變區(qū)域的寬度;υ為泊松比。
1.4 焊接熱源模型
對(duì)于熔化極氣體保護(hù)焊,采用John[6]提出的雙橢球熱源模型,其表達(dá)式如下
式中Q為有效輸入功率;b為熔寬;c為熔深;ff為前半球熱流密度分布系數(shù);fr為后半球熱流密度分布系數(shù);af為前半球半軸長(zhǎng)度;ar為后半球半軸長(zhǎng)度。相關(guān)參數(shù)取值如表1所示。

表1 熱源模型參數(shù)mm
2 焊接模型的建立
2.1 有限元模型
模型建立過(guò)程中未考慮T型焊接接頭部分裝配因素,如裝配間隙等。取試件底板尺寸為120 mm× 96 mm×6 mm,腹板尺寸為120 mm×54 mm×6 mm,焊角尺寸3mm。采用Hypermesh11.0進(jìn)行網(wǎng)格劃分建模。為提高運(yùn)算效率,又不影響計(jì)算精度,焊縫及其焊縫周圍等區(qū)域細(xì)化網(wǎng)格,其余區(qū)域粗略表達(dá)。單元采用六面體實(shí)體單元,單元56474個(gè),節(jié)點(diǎn)59143個(gè),如圖2所示。建模完成后將模型導(dǎo)入Visual mesh9.0進(jìn)行計(jì)算及分析。

圖2 T型接頭有限元模型
2.2 焊接工藝及計(jì)算方案
T型接頭采用CO2氣體保護(hù)焊,無(wú)預(yù)熱,兩焊道方向相同,焊道材料與母材一致,焊接室溫20℃;焊接過(guò)程中在底板底面三點(diǎn)分別施加xyz、xz、y方向上的約束,冷卻過(guò)程中釋放所有的約束。
焊接工藝參數(shù)如表2所示,分別計(jì)算焊接速度為5~11 mm/s時(shí)的焊后固有應(yīng)變。
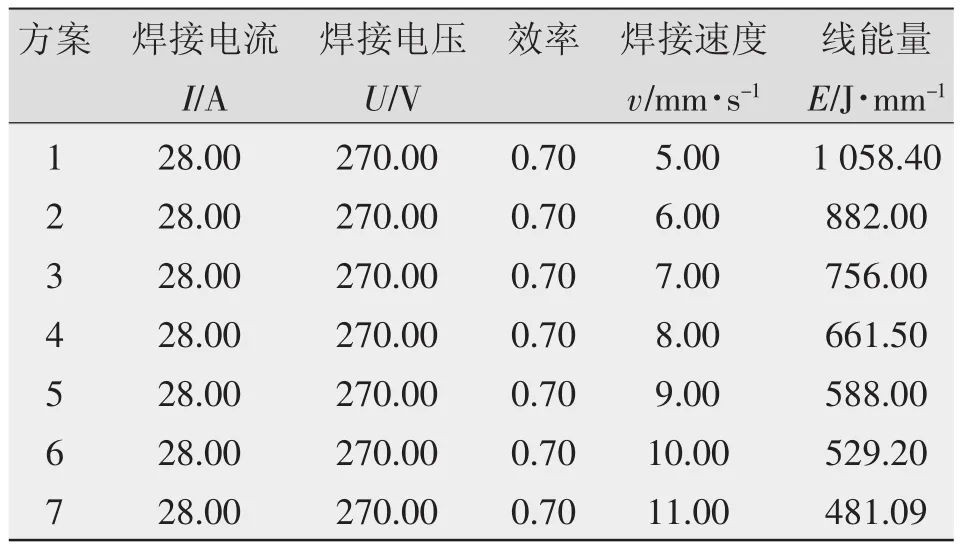
表2 焊接工藝方案參數(shù)
3 有限元結(jié)果分析
在焊接過(guò)程中,固有應(yīng)變是塑性應(yīng)變、熱應(yīng)變和相變應(yīng)變之和。焊接低碳鋼等材料不考慮相變對(duì)應(yīng)力變形,冷卻后熱應(yīng)變幾乎消失,即固有應(yīng)變近似等于焊后殘余的塑性應(yīng)變。
模型導(dǎo)入Visual mesh 9.0,調(diào)用Sysweld的求解器求解上述7個(gè)方案,焊接速度6 mm/s時(shí)的固有應(yīng)變圖如圖3所示,其余方案略。由圖3可知,固有應(yīng)變主要集中在焊縫及其熱影響區(qū)域,與已有研究結(jié)論特征相符[7]。

圖3 固有應(yīng)變
3.1 焊接速度與T型接頭固有應(yīng)變的相關(guān)性
T型接頭在焊接速度為5~11 mm/s下的固有應(yīng)變計(jì)算結(jié)果如表3所示。

表3 各方案固有應(yīng)變計(jì)算結(jié)果
根據(jù)表3計(jì)算結(jié)果,作焊接速度與橫向固有應(yīng)變的曲線,如圖4所示;焊接速度與縱向固有應(yīng)變的曲線如圖5所示;焊接速度與等效固有應(yīng)變的曲線如圖6所示。
由曲線圖可知,橫向、縱向和等效固有應(yīng)變都隨焊接速度的增大而變小,其根本原因是焊接速度的改變影響了線能量。且從曲線趨勢(shì)來(lái)看,橫向、縱向及等效固有應(yīng)變與焊接速度存在類似的線性關(guān)系。
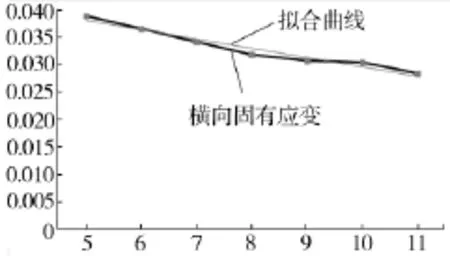
圖4 焊接速度與橫向固有應(yīng)變曲線

圖5 焊接速度與縱向固有應(yīng)變曲線

圖6 焊接速度與等效固有應(yīng)變曲線
4 焊接速度與固有應(yīng)變的線性相關(guān)性驗(yàn)證
為進(jìn)一步說(shuō)明橫向、縱向及等效固有應(yīng)變與焊接速度中存在的線性相關(guān)性,采用數(shù)值分析方法檢驗(yàn)其線性相關(guān)性。
4.1 線性相關(guān)系數(shù)
數(shù)值分析中,檢測(cè)線性相關(guān)性是否良好是通過(guò)計(jì)算相關(guān)系數(shù)r來(lái)判斷。若相關(guān)系數(shù)r的絕對(duì)值越接近于1,則說(shuō)明兩參數(shù)的線性關(guān)系越好。r計(jì)算式如下式,計(jì)算結(jié)果見(jiàn)圖7:


圖7 固有應(yīng)變與焊接速度相關(guān)性計(jì)算結(jié)果
參見(jiàn)表4為線性相關(guān)系數(shù)的起碼值,即若r大于n-2所對(duì)應(yīng)的起碼值,則說(shuō)明截面的應(yīng)力計(jì)算值與過(guò)盈量之間的線性關(guān)系極為良好。該檢驗(yàn)中n=7,線性相關(guān)系數(shù)的起碼值為0.754。由圖7可知,所有截面的相關(guān)系數(shù)遠(yuǎn)大于0.754且接近于1,說(shuō)明橫向、縱向及等效固有應(yīng)變與焊接速度之間的線性關(guān)系良好。
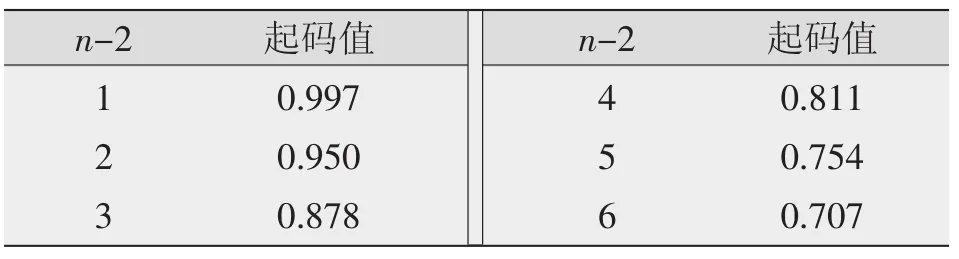
表4 線性相關(guān)系數(shù)的起碼值
4.2 最小二乘法擬合直線
上述分析結(jié)果都驗(yàn)證了橫向、縱向及等效固有應(yīng)變與焊接速度之間有良好的線性關(guān)系,由表3的數(shù)據(jù)結(jié)果,用最小二乘法擬合出最佳逼近的直線。擬合計(jì)算式如式(13)~式(15)所示

直線擬合參數(shù)計(jì)算結(jié)果見(jiàn)表5,橫向固有應(yīng)變的斜率絕對(duì)值最大,即焊接速度對(duì)橫向收縮影響較大,而對(duì)縱向收縮影響不明顯。以表5中計(jì)算結(jié)果作出擬合直線,見(jiàn)圖4~圖6中的細(xì)線,且擬合直線與固有應(yīng)變曲線變化趨勢(shì)相近。

表5 直線擬合參數(shù)
5 結(jié)論
基于Sysweld焊接仿真軟件,采用熱彈塑性有限元的方法研究焊接速度對(duì)T型接頭固有應(yīng)變的相關(guān)性,并通過(guò)數(shù)值分析方法計(jì)算其線性相關(guān)性系數(shù)r。
(1)T型接頭的固有應(yīng)變主要分布在焊縫及其周圍,其中垂直于焊縫方向的橫向固有應(yīng)變較大,沿焊縫方向的縱向固有應(yīng)變較小。
(2)T型接頭的橫向、縱向及等效固有應(yīng)變與焊接速度之間存在較好的線性關(guān)系。其中橫向、縱向固有應(yīng)變與焊接速度的線性相關(guān)性相比,等效固有應(yīng)變較好。
(3)T型接頭的橫向固有應(yīng)變受焊接速度的影響最大,縱向固有應(yīng)變受焊接速度的影響較小。
[1]魏武良.固有應(yīng)變法預(yù)測(cè)焊接變形的研究及其工程應(yīng)用[D].上海:上海交通大學(xué),2004.
[2]朱平.基于固有應(yīng)變法預(yù)測(cè)轉(zhuǎn)向架焊接變形的研究[D].天津:天津大學(xué),2012.
[3]White J D,Leggatt R H,Dwight J B.Weld Shrinkage Prediction[J].Welding and Metal Fabrication,1980(2):567-596.
[4]Deng D,Murakawa H,Liang W.Numerical Simulation of Welding Distortion in Large Structures[J].ComputerMethods In Applied Mechanics And Engineering,2007,196(45-48):4613-4627.
[5]Cottrell C L M.Controlled Thermal Sensitivity Cracking Test Simulates Practical Welded Joints[J].Weld.J,1953(32):257-272.
[6]John G.A new finite model for welding heat source[J].Metallurgual Transactions,1984,15B(2):299-305.
[7]汪建華,陸?zhàn)毫嘉?固有應(yīng)變有限元法預(yù)測(cè)焊接變形理論及其應(yīng)用[J].焊接學(xué)報(bào),2002,23(6):36-40.
[8]馬思群,袁永文,馮良波,等.焊接速度對(duì)鋁合金多道焊焊接殘余應(yīng)力影響研究[J].鐵道學(xué)報(bào),2014,36(1):16-21.
[9]周宏,蔣志勇,朱枳鋒,等.典型焊接接頭固有應(yīng)變的影響因素研究[J].船舶工程,2010,32(5):53-56.
[10]李慶揚(yáng),王能超,易大義.數(shù)值分析(第5版)[M].北京:清華大學(xué)出版社,2008.
The correlation of welding speed and inherent strain in T-joint
WANG Qiushi,ZHANG Kailin,LIU Xu
(National Key Traction Power Laboratory,Southwest Jiaotong University,Chengdu 610031,China)
Take the thermal elastic-plastic finite element method to study the correlation between welding speed and inherent strain in T-joint.Calculate the transverse,longitudinal,and the equivalent inherent strain values of 7 plans whose welding speed among 5~ 11 mm/s based on the finite element software-Sysweld,and draw up the curve graphs of the welding speed and inherent strain in the transverse,longitudinal and the equivalent.Then calculate the modulus of linear correlation by numerical analysis method to prove the linear relationship of welding speed and inherent strain in T-joint.The results show that there is a good linear correlation between welding speed and inherent strain in T-joint.Finally,use the curve fitting formula to find out the best approaching straight line.
welding speed;inherent strain;welding joint;linear relationship
TG404
A
1001-2303(2016)12-0021-05
10.7512/j.issn.1001-2303.2016.12.05
獻(xiàn)
王秋實(shí),張開(kāi)林,劉旭.焊接速度與T型焊接接頭固有應(yīng)變的相關(guān)性[J].電焊機(jī),2016,46(12):21-25.
2016-04-30
國(guó)家自然科學(xué)基金(51205324);牽引動(dòng)力國(guó)家重點(diǎn)實(shí)驗(yàn)室自主研究課題(2015TPL-T10)
王秋實(shí)(1991—),男,四川瀘州人,在讀碩士,主要從事機(jī)車車輛結(jié)構(gòu)與疲勞強(qiáng)度的研究。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
