基于LabVIEW的焊接參數管理系統
2017-01-10 03:50:46韓二陽呂其兵
電焊機 2016年12期
關鍵詞:工藝
韓二陽,韓 旭,呂其兵
(西南交通大學材料科學與工程學院,四川成都610031)
基于LabVIEW的焊接參數管理系統
韓二陽,韓 旭,呂其兵
(西南交通大學材料科學與工程學院,四川成都610031)
分析了當前國內焊接車間工藝及質量管理與控制方面普遍存在的問題,基于LabVIEW平臺與Oracle數據庫設計了一套焊接車間焊接過程參數管理系統軟件。通過嵌入式采集板實現焊接參數的采集,并經ZigBee無線網絡將采集信息發送至上位機,由LabVIEW編制的上位機軟件完成數據處理,實現對焊接車間各個工位工藝參數的實時監控、焊工與焊機管理、焊接過程參數管理等功能,具體包括:報表輸出、波形顯示、工藝超標報警、焊工與焊機管理以及焊接接頭數據存儲、查詢、分析等功能;結合LabVIEW的界面發布功能,通過企業以太網實現監控界面信息共享。該系統具有友好的人機交互界面,可方便地實現界面切換和各項操作,提高了焊接車間工藝管理的效率,實現了焊接產品的質量追溯,促進了焊接生產管理的智能化與高效化。
LabVIEW;焊接車間;ZigBee;實時監控;生產管理
0 前言
在國內制造業結構調整、產業升級的背景下,為全面提升中國制造業水平,國家制定了“中國制造2025”計劃。振興中國制造,焊接作為制造業的裁縫,其整體水平影響著智能制造。目前國內焊接生產與國家智能制造的要求存在較大差距,焊接車間的工藝管理和質量控制普遍存在下列問題:(1)傳統車間采用巡檢的方式監督焊工的操作規范,無法做到實時監控;(2)缺少完善的焊接參數存儲系統,無法實現質量追溯;(3)傳統的焊接參數采集多采用車間布線的方式實現,成本高且靈活性差。因此,開展焊接車間焊接數據管理系統研究,有利于焊接質量管理和控制。
LabVIEW是虛擬儀器的典型代表,具有強大的測控功能。Oracle數據庫有良好的數據管理與分布式處理功能。ZigBee網絡具有低功耗、低成本的特點。本研究提出的焊接生產管理系統結合了三者的優點,有效地實現了焊接車間生產過程的監控與管理。
1 系統硬件架構
基于LabVIEW設計的管理系統硬件架構如圖1所示。系統由參數采集部分、數據傳送部分、數據處理與共享三部分組成。
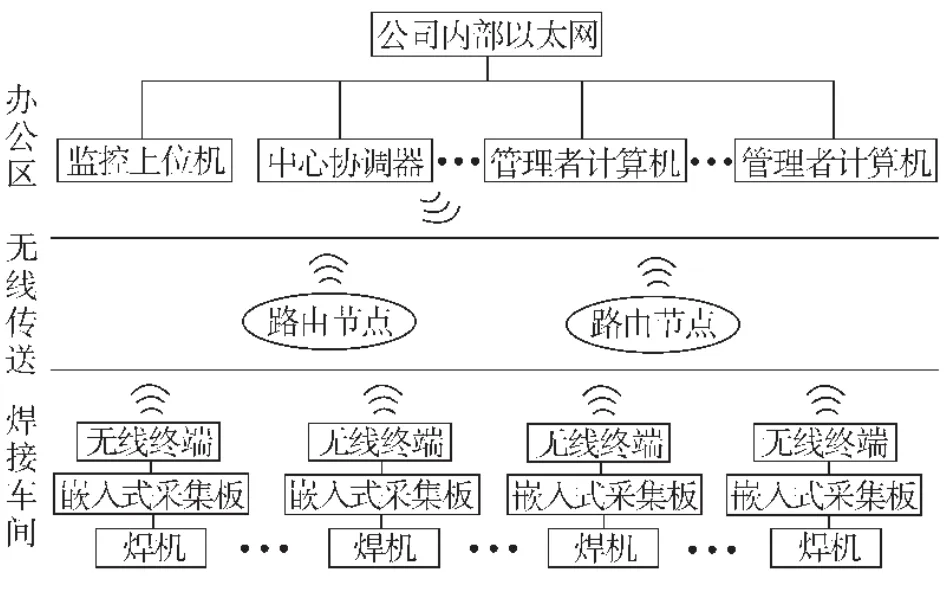
圖1 系統框架示意圖
參數采集部分設計為基于STM32的嵌入式采集板,通過外接傳感器及引線的方式提取焊機必要信息,經過信號隔離、壓縮、變換,獲得相應的焊接工藝參數并存入數據緩存區,這些數據一方面送往發送區,另一方面存入采集板上的U盤進行備份。數據傳送部分設計為ZigBee網絡結合以太網的方式,在車間內數據通過ZigBee網絡傳送,在辦公區數據通過以太網傳送并共享。為了增強抗干擾能力,ZigBee協議采用直序擴頻和頻率快變技術,結合完善的握手協議實現了數據的可靠傳輸[1]。數據處理與共享部分設計為基于LabVIEW平臺與Oracle數據庫的上位機測控軟件,其中LabVIEW程序負責接收并處理網絡數據,結合LabVIEW的界面發布功能還可方便地共享監控信息,Oracle數據庫主要負責數據的存儲與管理。
在上述系統架構中,ZigBee網絡無線傳送部分的穩定性與可靠性十分關鍵,直接影響著系統的整體性能。因此,網絡結構的選擇以及抗干擾措施的選用尤為重要。下面針對這兩個方面做簡要說明。
ZigBee網絡的傳輸速率約為250 kb/s,傳輸距離在100 m以上[1],通過一定的天線技術可進一步提高其傳輸距離與穿墻能力。ZigBee網絡的結構主要分為星型結構、樹狀結構、網狀結構三種[2]。這三種結構的拓撲示意見圖2。

圖2 ZigBee網絡結構示意
星型結構中,采集終端只能與中心協調器單獨通信且通訊距離有限,這嚴重影響了數據采集網絡的覆蓋范圍;樹狀結構中,每一個節點只能與自己的父節點和子節點進行通信,一旦某個路由節點失效,該節點的所有子節點將無法與上級通信,因此該結構的穩定性有限;網狀結構中,每個網絡路由之間可以相互傳遞信息,通過特定的配置,也可實現采集終端間的信息傳遞,使得網絡通信效率更高、靈活性更大,即便有個別線路發生故障,信息也能通過其他可行路徑進行傳遞。考慮到焊接車間較強的電磁干擾,該系統中ZigBee網絡選擇使用網狀結構。
此外,為了提高ZigBee網絡數據傳輸的效率,每個采集終端在發送數據時做了細微的時序處理,避免瞬時數據量過大引起網絡擁堵,減少了中心協調器接收信息時的數據碰撞。為了盡可能降低工廠已有的無線信號對ZigBee網絡的干擾,該系統優先采用2.425 GHz、2.450 GHz、2.475 GHz、2.480 GHz四個工作頻率,以避開WIFI頻段的影響,進一步保證無線采集網絡的穩定與可靠。
2 系統軟件設計
2.1 數據流設計
數據流是LabVIEW平臺的核心要素,也是該系統的設計主線。焊機的工藝參數信息經過嵌入式采集板的變換和隔離后送入STM32芯片,再經過運算處理后按特定順序組成數組,加上幀頭識別碼后封裝為數據包,如圖3所示。數據包一方面不斷地存儲在采集盒自帶的U盤中,另一方面經無線ZigBee網絡發送到監控辦公室接收點,被接收的數據先經過協議轉換成為標準的TCP/IP數據,然后被上位機接收。上位機接收到TCP/IP格式數據包后,先尋找到數據幀頭識別碼,然后將數據包逐一解碼,最后通過運算處理還原出焊接參數,進而將工藝參數實時顯示并存入Oracle數據庫。在以上數據流中,數據包的幀頭對于數據傳送的可靠性至關重要,它不僅是數據包解碼的參考點,也可以攜帶數據包的長度信息,當某個數據包因網絡原因出現丟包現象,可通過判斷數據包長度異常刪除該數據包,在一定程度上保證了工藝參數的準確性。

圖3 數據包格式示意
在LabVIEW軟件運行過程中,數據流的傳輸速度很大程度上影響著軟件的性能,尤其對于功能較為繁瑣的程序,數據流的傳輸效率更是不可忽視。在該系統中,主要針對以下三個方面進行軟件優化。
(1)考慮到LabVIEW程序在調用I/O時會產生較大的系統開銷,為了盡可能減少I/O調用,無線網絡把數據傳送到監控辦公室后統一轉換為TCP/IP數據,然后通過以太網口送到上位機,避免調用其他通訊口,降低了系統開銷。
(2)在前面板上頻繁更新控件是最占用系統時間的操作之一[3]。在該系統中,監控程序需要顯示實時工藝曲線,而LabVIEW的圖表控件在收到數據后,無論數據是否有變化都會重新繪制曲線,為了盡可能減少圖表控件,在軟件設計時每個圖表同時顯示兩條參數曲線。此外,在不影響監控效果的前提下,關閉圖表自動調整標尺和刻度的功能,大大提高了數據顯示的速率。
(3)在數據流運算過程中,為提高運算速度,盡可能地減少循環中不必要的計算,確實需要大量計算的環節,采用并行For循環的結構來提高程序執行速度。另外,將經常調用的子VI嵌入到程序內部,從本質上減少了調用子VI的時間。
2.2 數據處理設計
數據通過無線網絡發送到辦公區后,被ZigBee網絡中心協調器接收并進一步轉換為以太網數據且送到上位機所在網絡,通過指定IP地址發送給上位機,通過指定端口號進入LabVIEW程序。TCP/ IP數據被程序讀取后先轉換為數組類數據,然后通過查詢幀頭識別碼和數據包長度將連續數組拆分為獨立數據包,再根據每個參數的長度值將數據包拆分為獨立的二進制數據段,每個數據段對應一個焊接參數或工位信息,二進制數據段需要經過設定的解碼公式才能還原為焊機的原始數據,見式(1)

式中X1為焊機某參數;U0為參考電壓;A8為AD轉換結果的高8位;A4為AD轉換結果的低4位;Ut為抬升電壓;P為傳感器信號轉化比。
程序通過檢測數據包中焊機編號判斷哪些焊機處于開機狀態,并點亮上位機主界面上對應的圖標。當檢測某工位有連續的電流數值時,判定該工位焊機正處于焊接狀態,并統計相應的焊接參數和耗材用量。如果發現焊接電壓與焊接電流為零,而氣體流速值持續非零時判定該工位存在漏氣現象。當某工位焊接參數連續超出設定閾值時,判定該工位違規操作,上位機主界面對應工位圖標將變紅。管理員可以通過查詢并統計歷史數據實現各類報表輸出。
2.3 部分功能軟件設計
該系統是基于LabVIEW平臺與Oracle數據庫開發的,可運行于Windows XP、Windows 7操作系統[4],主要分為實時監控、數據分析、信息管理三部分。可對在網焊機的焊接電壓、焊接電流、氣體流速、送絲速度等參數進行監控與報警,可對歷史數據進行統計與報表輸出,可對焊機與焊工進行編號管理。此外,不同等級的用戶能夠登錄工藝管理窗口,實現對各工位工藝報警上限與下限的查詢或設置。
實時監控軟件主頁面如圖4所示,可直觀地觀察所有焊機的工作狀態,焊機圖標為暗綠色時表示焊機處于關機狀態,圖標為亮綠色時表示焊機在正常工作,圖標為紅色時表示焊機的工藝參數超標。管理人員可點擊任意焊機圖標查看其工藝曲線及焊工與焊機信息,也可通過系統運行狀態統計車間內焊機的總體運行情況,如圖5所示。

圖4 實時監控頁面
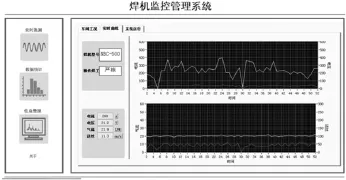
圖5 實時曲線及系統狀態
數據統計部分可實現歷史數據查詢、歷史曲線顯示,如圖6所示。可以統計每個工位的平均工藝參數、焊絲消耗量、氣體消耗量、工作時長等數據,也可統計每個焊工的工作時長及工藝超標次數。另外,對于因網絡問題丟失實時數據的工位,上位機可讀取參數采集盒上數據備份U盤內數據還原丟失的數據。
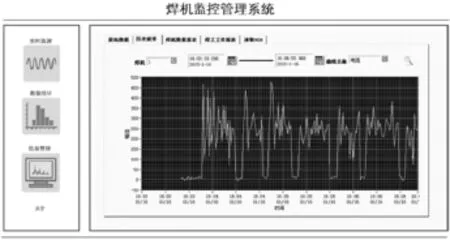
圖6 上位機數據統計界面
信息管理部分能夠管理數據庫中焊機和焊工信息,靈活地增減受監控的焊機和焊工,如圖7所示。此外,通過用戶登錄窗口,授權用戶還可以查詢或修改每個工位工藝參數的報警閾值。

圖7 上位機信息管理界面
LabVIEW平臺自帶Web服務器,不僅可以向所在網絡發布數據文檔或統計報表,也可以在網絡中共享程序運行界面[5],生產管理人員在各自辦公室看到服務器上監控程序運行情況,提高了生產管理效率,實現了數據的分享。在焊接車間實用過程中,這套管理軟件出色地實現了預定功能。
3 結論
針對國內焊接車間普遍存在的問題設計了一套焊接參數管理系統,旨在提高焊接生產管理效率,加快焊接生產的信息化步伐。該系統在真實的焊接生產環境中進行了大量測試,結果表明:經過優化網絡結構、通訊頻段選擇、收發時序處理及通訊過程數據流設計,ZigBee無線網絡非常適合于建立焊接車間管理網絡;基于LabVIEW和Oracle所設計的焊接車間數據管理系統具有操作靈活、反應迅速的特點,較好地實現了實時監控、數據處理、信息共享等功能,能滿足焊接車間生產管理的日常需求。
[1]嚴棟,韓二陽.焊接生產監控中的通信技術[J].電焊機,2015,45(4):17-20.
[2]周怡颋,凌志浩.ZigBee無線通信技術及其應用探討[J].自動化儀表,2005(6):5-9.
[3]LabVIEW 2011技術支持幫助手冊[EB/OL].Http://zone. ni.com/reference.
[4]黃豪彩,楊燦軍.基于LabVIEW的深海氣密采水器測控系統[J].儀器儀表學報,2011,12(1):40-45.
[5]李繼容,何湘除.用LabVIEW Web服務器發布網頁的兩種方法[J].儀表技術,2003(5):13-15.
A system of welding parameters management based on LabVIEW
HAN Eryang,HAN Xu,LV Qibing
(Southwest Jiaotong University,Material Science and Engineering Institute,Chengdu 610031,China)
This article points out the disadvantages of common welding workshop about process and quality management,and designs a system of welding parameters management based on LabVIEW and Oracle.Firstly,acquires parameters by an embedded circuit board,and then sends the data to monitor room by the ZigBee wireless network.Finally,the upper computer program written by LabVIEW receives and processes the network data.After that,the system realizes real-time monitoring with parameters,managing welders and machines,managing the welding process parameters and some other functions including report output,displaying waveforms,processing alarm,welded joints data storage and statistics and so on.In addition to this,the system can share monitoring interfaces through the enterprise Ethernet by the function of LabVIEW.This system has a friendly man-machine interface and improves data processing functions.To a certain extent,it can promote the welding production management of intelligent and efficient.
LabVIEW;the welding workshop;ZigBee;real-time monitoring;the process management
TG408
A
1001-2303(2016)12-0026-04
10.7512/j.issn.1001-2303.2016.12.06
獻
韓二陽,韓旭,呂其兵.基于LabVIEW的焊接參數管理系統[J].電焊機,2016,46(12):26-29.
2016-03-31
韓二陽(1988—),男,河南平頂山人,在讀碩士,主要從事焊接設備及其自動化的研究工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
