管廊圓管柱加工技術
2017-01-10 03:50:52汪鵬
電焊機 2016年12期
汪 鵬
(長江精工鋼結構(集團)股份有限公司,浙江紹興312000)
管廊圓管柱加工技術
汪 鵬
(長江精工鋼結構(集團)股份有限公司,浙江紹興312000)
以某工程管廊圓管柱為例,詳細分析該類型制作與焊接的特點和難點,結合工廠實際制作能力制訂有針對性的工藝技術措施。這些措施包括:從焊接工藝原理的角度,合理、科學地設計出各主要焊縫的形式、主結構裝配順序、焊縫焊接順序和工藝要求,攻克了制作和焊接的重難點,保證了節點結構受力性能以及結構的尺寸穩定,整個工程的構件制作質量達到優良的標準。通過該類型構件的制作,也為建筑鋼結構工廠制作的工藝技術賦予了新的涵義——以工廠制作實際能力為本,打破常規,推陳出新,觸類旁通。
焊接順序;裝配順序;管廊圓管柱
1 概況
某工程管廊圓管柱節點的材質均為Q345B,長度14 535 mm,總質量22 740 kg,如圖1所示。
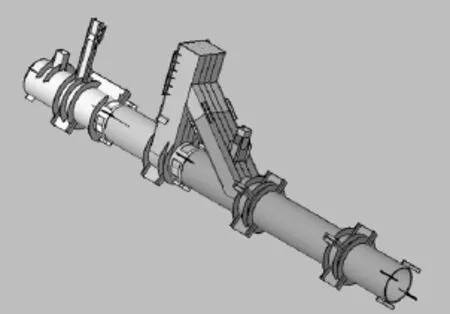
圖1 管廊圓管柱示意
考慮到構件運輸及現場安裝,在工廠分上、中、下三段制作。如圖2、圖3所示,上段重4 294 kg,長3195mm,主體結構為φ1 100×30內部套φ600×20的結構類型,外側由管廊支撐H鋼牛腿組成。

圖2 上段示意

圖3 上段實體
如圖4、圖5所示,中段重9068kg,長3045mm,主體結構為φ1 100×30內部套φ600×20的結構類型,外側由管廊支撐平臺箱型BOX 1100×800×20× 20和BOX 1100×500×20×20及梁連接牛腿組成。

圖4 中段示意

圖5 中段實體
如圖6、圖7所示,下段重9068kg,長8295mm,主體結構為φ1 100×30內部套φ600×20的結構類型,外側由管廊支撐平臺箱型BOX 1 100×500×20× 20及梁連接牛腿組成。
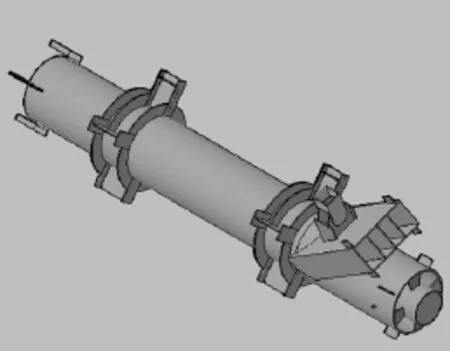
圖6 下段示意

圖7 下段實體
2 管廊圓管柱制作難點
(1)該構件采用大管套小管結構,即φ1 100× 30內部套φ600×20的結構類型,對內部φ600×20拼裝精度要求較高,工廠制作時必須保證中線對齊,方便現場安裝,如圖8所示。

圖8 大管套小管示意
(2)下段與中段箱型支撐平臺BOX1 100×800×20×20,長度3 280 mm,如圖9所示。焊縫要求高,內部加勁板長度大,焊縫數量多,為保證所有焊縫能夠焊接到位,合理的拼裝順序和焊接順序是保證焊接質量的關鍵。

圖9 箱型支撐平臺
(3)現場拼裝精度高,焊縫焊接量大,構件預拼裝顯得尤為重要。
3 加工制作技術
3.1 套管制作工藝
該部分采用φ600×20鋼管內部套φ1 100×30鋼管結構形式,制作時需保證兩管的同心度,且兩管之間勁板需要保證焊縫全熔透。在此以下段為例進行分析。
下段圓管柱為保證內管φ600×20順利組裝,將外管分兩端制作。
(1)為控制內管位置,保證兩管的同心度,減少上下管對接時的錯邊量,在φ1 100×30內部和φ600× 20外部加設四塊加勁板,四塊勁板采用坡口加墊板焊接保證全熔透,從而保證這個結構的受力特性。加勁板位置如圖10、圖11所示。

圖10 φ1 100×30內部加設勁板定位

圖11 φ600×20外部加設勁板定位
在拼裝好縱向勁板后進行焊接,為防止勁板變形,加設臨時支撐。
(2)套管順序。內管吊裝就位(見圖12)→上段外管調裝就位(見圖13、圖14)→外管通過定位焊接(見圖15),并調整錯邊→調整內管位置,并將端頭加設環向勁板定位焊(見圖16)→調整外管錯邊→焊接。

圖12 內管吊裝就位

圖13 上段外管調裝就位

圖14 上段外管調裝就位

圖15 外觀定位焊接

圖16 端頭加設環向勁板定位焊
3.2 箱型牛腿制作拼裝工藝
該牛腿為箱型,內部有三塊縱向通常勁板,且焊縫為全熔透探傷焊縫,按正常組立,內部焊縫無法進行焊接,不能保證焊接質量,所以合理的拼裝順序和焊接順序對保證焊接質量極為重要。
(1)先將組立好的圓管置于胎架上,通過激光經緯儀找構件垂直,如圖17所示。

圖17 激光經緯儀找垂直
(2)組裝牛腿翼板。
將箱型牛腿翼板調至拼裝位置,通過千斤頂找平(見圖18),并用線錘測量定位中心(見圖19),再進行定位焊(見圖20)。

圖18 千斤頂找平

圖19 線錘測量定位中心

圖20 定位焊接
(3)組裝箱型中間縱向通常有2塊勁板(見圖21),預先開好坡口,加好焊接襯墊。
(4)組裝端頭封板(見圖22),并測量尺寸。
(5)組裝另一側翼板(見圖23)。
(6)加設臨時支撐(見圖24),防止焊接收縮變形。
(7)將所有已拼裝好的焊縫進行焊接,焊接原則為:先焊勁板與翼板焊縫,再進行牛腿與圓管柱的焊縫焊接。

圖21 組裝中間縱向勁板

圖22 組裝端頭封板

圖23 組裝另一側翼板

圖24 加設防焊接變形臨時支撐
(8)焊接結束后,組裝第三塊縱向通長勁板,并進行焊接。
(9)最后組裝兩側腹板(見圖25、圖26),并進行焊接。

圖25 組裝兩側腹板

圖26 構件焊接后
3.3 預拼裝
現場安裝對構件尺寸精度要求較高,且需要保證內部套管的同心度。為保證安裝,在構件出廠前需對構件進行預拼裝。
(1)預拼裝放樣、劃線,如圖27所示。

圖27 組裝兩側腹板
(2)預拼裝三段圓管柱,如圖28所示。
4 焊接要求
4.1 圓管柱對接要求
(1)圓管對接焊縫為全熔透一級焊縫,100%UT探傷。

圖28 預拼裝三段圓管柱
(2)最小對接長度大于等于800 mm,且大于等于1倍管徑(直徑)。
(3)圓管鋼管柱長度余量:鋼管對接的收縮余量可參照表1執行。圓管切割加工時,上端應預留3~5 mm的銑平加工余量。
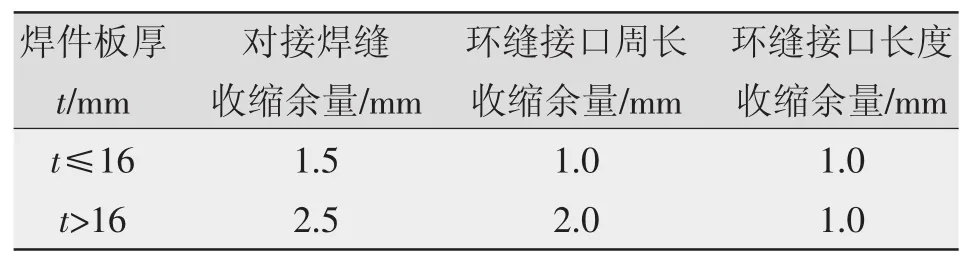
表1 鋼管對接的收縮余量
(4)管對接錯邊量小于等于0.1t且小于等于2 mm(t為圓管壁厚)。
(5)圓管對接坡口形式如圖29所示。
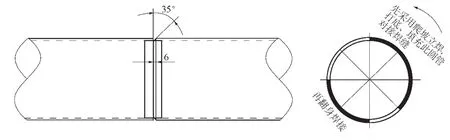
圖29 圓管對接坡口形式
4.2 焊接參數選擇及要求
CO2打底、填充焊接參數要求如表2所示。

表2 CO2打底、填充焊接參數
5 結論
鑒于管廊圓管柱如此復雜的結構形式,合理的拼裝和焊接順序,嚴格的設計尺寸要求,工廠的制作工藝打破了常規工藝措施,規矩而又不泛標新,制定出合理、科學而嚴謹的裝配、焊接工藝,攻克了制作、焊接的重難點,保證了節點結構受力性能以及結構的尺寸穩定,整個工程的構件制作質量達到優良的標準。
通過該類型構件的制作,也給建筑鋼結構工廠制作的工藝技術賦予了新的涵義——以工廠制作實際能力為本,打破常規,推陳出新,觸類旁通。
Processing technology of pipe gallery
WANG Peng
(Changjiang Jinggong Steel Structure(Group)Ltd.,Shaoxing 312000,China)
In this paper,a tube of engineering tube is a case of circular tube column.Analyze the characteristics and difficulties of the production and welding in detail,develop a targeted process technical measures based on factory actual production capacity.These measures include design the form of the main weld,assembly sequence of the main structure,seam welding sequence,technological requirements reasonably and scientifically from the welding process principle.Conquer the difficult point of the production and welding, to ensure the node structure performance and the size of the structure stability.The whole project of the component production reaches the standard of good quality.Through this type of component,gives a new meaning for construction steel structure factory production technology-based on factory production practical ability,break the routine,situation,instance.
welding sequence;assemble sequence;tube of engineering tube
TG457.3
B
1001-2303(2016)12-0069-06
10.7512/j.issn.1001-2303.2016.12.15
獻
汪鵬.管廊圓管柱加工技術[J].電焊機,2016,46(12):69-74.
2016-06-30
汪鵬(1965—),男,高級工程師,學士,主要從事鋼結構制作與焊接工作。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
設備管理與維修(2015年12期)2015-04-09 06:57:24
