建筑鋼結構高強鋼焊接的三項關鍵技術
2017-01-10 03:50:54張偉,崔嵬,王壘
電焊機 2016年12期
張 偉,崔 嵬,王 壘
(浙江精工鋼結構(集團)有限公司,浙江紹興312000)
建筑鋼結構高強鋼焊接的三項關鍵技術
張 偉,崔 嵬,王 壘
(浙江精工鋼結構(集團)有限公司,浙江紹興312000)
根據相關研究工作和實踐工程中發生的問題,有針對性地闡述和分析建筑鋼結構高強鋼焊接的三項關鍵技術:(1)必須控制焊接熱循環次數,確保焊縫一次合格率;(2)建筑鋼結構高強鋼嚴禁大線能量焊接;(3)建筑鋼結構高強鋼的焊接重點是防止冷裂紋的產生。采用重點工程中產生冷裂紋的相關案例進行旁證,希望能夠闡明三項關鍵技術的實質,目的是減少和消除實際工程中“低級錯誤”的產生,為同行提供技術支持。
焊接熱循環;一次合格率;嚴禁大線能量;防止冷裂紋
1 高強度鋼材
根據2012年8月1日開始執行的GB50661《鋼結構焊接規范》的相關內容,我國建筑鋼結構焊接工程已經開始采用屈服強度在390 MPa以上的鋼材;這將帶來焊接技術進步,同時也給工程帶來難度。
對承受較大荷載的鋼結構工程,選用高強度鋼材(屈服強度ReL≥390 MPa)可減少鋼材用量及加工量,節約資源,降低成本。
國家標準《低合金高強度結構鋼》GB/T1591-2008中規定8個牌號,其中Q390、Q420、Q460、Q500、Q550、Q620、Q690屬于高強鋼;《橋梁用結構鋼》GB/T714有9個牌號,其中Q420q、Q460q、Q500q、Q550q、Q620q、Q690q屬于高強鋼;《建筑結構用鋼》GB/T19879中Q390GJ、Q420GJ、Q460GJ屬于高強鋼;《高耐候性結構鋼》GB/T4171中Q415NH、Q460NH、Q500NH、Q550NH屬于高強鋼范圍。
鋼廠供貨品種及規格:軋制高強鋼鋼板厚度6~400mm,寬度1500~4800mm,長度6000~25000mm。有多種交貨方式,包括:普通軋制態AR、控制軋制態CR、正火軋制態NR、控軋控冷態TMCP、正火態N、正火加回火態N+T、調質態QT等。
高強鋼是在低碳鋼或低合金高強鋼基礎上加入能形成碳化物或氮化物的微量合金元素(如Nb、V、Ti)的鋼種;鋼中的微合金元素的含量(質量分數)一般低于0.2%,微合金元素的加入可以細化鋼的晶粒,提高鋼的強度和獲得較好的韌性。高強鋼一般具有低碳、微合金、純凈化、細晶粒四個特點。鋼材質量為:超潔凈度、超均勻性、超細晶粒;在不增加甚至在降低碳及合金元素的條件下,強度和壽命提高1倍[超潔凈度是指鋼中w(S+P+O+N+H)< 0.008%]。超細晶粒是指晶粒直徑在0.1~10μm之間;超均勻性是指成分、組織、性能的均勻一致,并強調組織均勻的主導地位。通過改變熱處理方式、加熱溫度、保溫時間和冷卻條件等,可以調整鋼的組織類型和各種組織比例,進而改變鋼的力學性能,以滿足對強度、塑性、韌性和屈強比等多方面的要求。
鋼的良好性能不僅依靠添加微合金元素,更主要的是通過控軋和控冷工藝的熱變形導入的物理冶金因素的變化。因此,在和一般熱軋鋼強度相同的情況下,這種鋼的碳當量低,由此提高了鋼材的焊接性能,但同時對焊接工藝要求更為嚴格。
使用高強度鋼材時必須注意新鋼種焊接性試驗、焊接工藝評定、確定匹配的焊接材料和焊接工藝,編制焊接工藝規程。使用高強鋼應注意以下六點:(1)高強鋼的屈強比控制在0.85以內;(2)高強鋼的焊接嚴格控制焊縫返修次數和熱循環次數,提高焊縫一次合格率;(3)高強鋼的預熱、層間溫度、后熱處理應由試驗確定;(4)高強鋼的焊接要準確地控制線能量,盡量采用小電流快速度焊接;(5)高強鋼的焊接應當使用多層多道錯位焊焊接技術;(6)高強鋼的焊接提倡機器人自動焊等高效焊接工藝方法,保證焊接工藝和質量的穩定性。
2 建筑鋼結構焊接的三個關鍵技術[1]
2.1 控制焊接熱循環次數,確保焊縫一次合格率
實踐證實,高強鋼一次焊接成功的焊接接頭,其焊縫綜合指標優于返工后的焊縫,即高強鋼種焊接接頭的強度指標與鋼材的微合金元素直接有關。焊接熱循環會造成合金元素的損失,因此,多一次熱循環,合金元素的損失會增加,不利于焊接接頭質量,必然降低焊接接頭的綜合性能。
從理論上分析,由于各類元素及化合物熔點、沸點上的差距,在高溫區停留的時間不同;微合金元素及其化合物氣化在高溫區停留的時間相對較長,氣化較鐵及鐵的化合物充分,焊接過程中除焊材中水分蒸發外,金屬元素和熔渣中各種成分在電弧高溫下也會蒸發成為蒸氣。沸點越低的物質越容易蒸發,如圖1所示。

圖1 部分元素沸點比較
有用元素蒸發不僅造成合金元素損失,影響焊接質量,還會增加焊接煙塵、污染環境,影響焊工健康。
傳統燃氣下料切割是鋼結構焊接接頭的第一次熱循環。研究發現,在切割帶淬硬傾向鋼材時,切割表面形成近1 mm的淬硬層,對焊接極為不利。以下四種方式可減少和避免下料切割工序熱循環的影響:①水噴射切割;②水下等離子切割;③機械加工;④火焰切割后機械磨除淬硬層。在我國大量采用第④種技術,但受人的干擾因素大,質量問題時有發生。在高強鋼焊接性試驗的研究中,又提出了“減少或取消碳弧氣刨”的觀點,應用范圍正在逐漸在縮小。
焊縫的一次合格率是工程全面質量管理的重要指標,在全國優秀焊接工程創建活動中,優秀的鋼結構焊接工程焊縫的一次合格率在95%以上,有的工程甚至是100%,如圖2所示。這個目標適合于高強鋼焊接工程,研究認為:板厚40 mm以上的高強鋼,其焊接接頭焊縫一次合格率應為100%。

圖2 鳥巢Q460E-Z35(δ=110 mm)橫焊一次合格率100%
工程實踐可知,一條焊縫返工的時間是正常焊接時間的3倍,板越厚,返工的時間越長。在高強鋼的焊接工程中,返工不僅僅是延長工期、增加成本的一般問題,而是增加了焊接熱循環的次數,造成微合金元素的“燒損”的質量問題,所以要盡全力使高強鋼焊接接頭一次合格。
2.2 建筑鋼結構高強鋼嚴禁大線能量焊接
由于對高強鋼焊接性認識不足,目前在行業內仍然應用焊接Q345的技術焊接高強鋼,比如采用電渣焊焊接建筑鋼結構Q420、Q460高強鋼節點。在采用傳統的焊接技術(SAW、GMAW、FCAW-G)時不控制焊接線能量,這是相當危險的。
在焊接熱循環的作用下,高強鋼焊接HAZ是組織和性能極不均勻的部位,其特點是整個HAZ同時存在著脆化和軟化現象。
2.2.1 高強鋼焊接HAZ脆化
高強低碳調質鋼HAZ區AC1~AC3附近區域發生脆化(即強韌性降低的現象)。即使高強低碳調質鋼母材本身具有較高的韌性,結構運行中焊接微裂紋也容易在HAZ脆化嚴重的部位產生和發展,導致接頭區域出現脆性斷裂的可能性。此外,受焊接熱循環的影響,高強低碳調質鋼可能存在強化效果損失的現象(稱為軟化和失強),焊前母材強化程度越大,焊后HAZ的軟化程度(失強率)越大。
通常,采用的線能量越大,脆化傾向越嚴重。HAZ的脆化問題主要有粗晶區(CGHAZ)脆化、臨界熱影響區(ICHAZ)脆化、多層焊時臨界粗晶熱影響區(IRCGHAZ)脆化、過臨界粗晶熱影響區(SRCGHAZ)脆化、亞臨界粗晶熱影響區(SCGHAZ)脆化等。其中,CGHAZ、IRCGHAZ、和SCGHAZ的脆化是微合金鋼焊接時最應引起重視的脆化區域。
為防止熱影響區的脆化,必須采用合適的焊接工藝參數(焊接線能量E≤25 kJ/cm),減小高溫停留時間,避免奧氏體晶粒長大;采用合適的t8/5,使HAZ獲得韌化組織。這是因為高強低碳調質鋼HAZ區AC1~AC3區域避免出現M-A混合組織,可改善抗脆能力,有利于提高該區域沖擊韌性。實際高強低碳調質鋼采用多層多道錯位焊接技術,先焊焊道的HAZ受后焊焊道影響被加熱和冷卻后,前次熱循環脆化組織被改善,沖擊韌性得到明顯提高。
2.2.2 高強鋼焊接HAZ軟化
高強低碳調質鋼HAZ發生軟化,與碳化物的沉淀和聚集長大過程密切相關。HAZ峰值溫度直接影響奧氏體晶粒度、碳化物溶解以及冷卻時的組織轉變。HAZ軟化最明顯的部位是峰值溫度處于AC1~AC3之間的區域,這與該區不完全淬火過程有關。回火后的組織是鐵素體、粗大碳化物及低碳奧氏體分解產物,塑性變形抗力很小,表現為軟化失強,硬度明顯降低。
軟化區寬度一定時,板厚越大,焊接線能量越小,初始預熱溫度越低,焊接接頭的失強率越小,強度也就越大。焊接中只有設法減少軟化區的寬度,即可將焊接HAZ軟化的危害降到最低程度。因此,高強低碳調質鋼焊接時不宜采用大的焊接線能量或較高的預熱溫度。
2.3 高強鋼焊接必須嚴格控制線能量
目前工程實踐和研究證實,國內鋼材不能承受大線能量焊接。
在研究開發能承受大線能量焊接新鋼種的過程中得知,在高強鋼焊接熱循環中,CGHAZ中彌散分布穩定的復合氧化物夾雜物促使針狀鐵素體的形成,針狀鐵素體的數量與輸入線能量有關并顯著影響CGHAZ的力學性能,如表1所示。
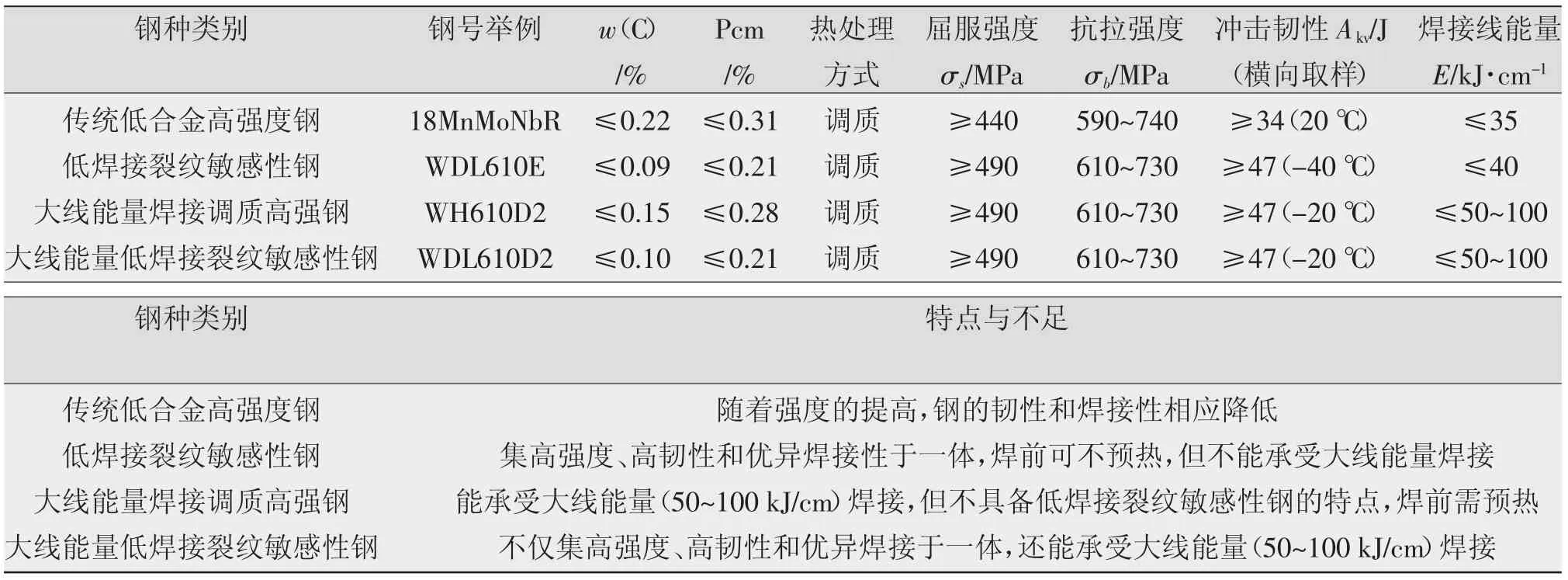
表1 不同鋼種的性能
根據現代應用的建筑鋼結構高強鋼的組織和成分的對比,建筑鋼結構高強鋼基本上是表1中“傳統低合金高強鋼”“低焊接裂紋敏感性鋼”相同或相似的鋼種,能夠承受的最高線能量不超過40 kJ/cm;即使是目前尚未面市的“大線能量焊接調質高強鋼”“大線能量低焊接裂紋敏感鋼”等鋼種,也只能承受100 kJ/cm的線能量(SAW線能量很容易突破禁區);一旦焊接線能量超過鋼材的承受能力,所得到的焊接接頭綜合性能大幅度下障,嚴重時會產生脆斷和軟化。由此可知,建筑鋼結構高強鋼焊接必須控制線能量,而且嚴禁使用電渣焊。
2.3 重點防止冷裂紋的產生
焊接接頭冷卻到較低溫度下(對于鋼來說,在Ms溫度以下)產生的焊接裂紋統稱為冷裂紋。它是焊接中、高碳鋼,低合金高強鋼、高強鋼、工具鋼、鈦合金及鑄鐵等材料易出現的一種工藝缺陷。
2.3.1 高強鋼焊接產生冷裂紋的判據
許多學者根據生產經驗和各自試驗研究的結果,總結出許多用于評估金屬材料冷裂傾向的判據。這些判據中有的強調某主要方面的影響因素,因而使用起來較為簡便,但往往不夠全面;有些判據則綜合考慮多種因素,能較全面地反映實際情況,但應用和計算較為復雜。無論哪一種判據都是在一定范圍內適用。
生產實踐與理論研究證明,氫含量、鋼材的淬硬傾向、焊接接頭的拘束應力狀態是形成延遲裂紋(冷裂紋)的三大要素。這三大要素共同作用達到一定程度時,在焊接接頭上就形成了冷裂紋。
對于淬硬傾向低的鋼材,它的塑性儲備高,對應力集中不敏感,誘發裂紋所需的臨界含氫量和臨界應力值都高,所以延遲裂紋的孕育期長、裂紋傾向低。反之,對于淬硬傾向高的鋼材,由于塑性變形能力低、金屬中容易在缺陷處產生應力集中,誘發延遲裂紋不僅所需的臨界應力低,而且臨界含氫量也低,所以裂紋傾向大。根據本研究定義,相比之下,高強鋼淬硬傾向高于以Q345為代表的低合金高強度鋼,在冷裂紋形成的三個條件中占有很重要、但又極易忽視的地位和作用,因此要特別注意。
建筑鋼結構高強鋼焊接冷裂紋是重點防止的焊接缺陷。冷裂紋危害極大,主要危害為:①隱蔽性極強的延遲性(容易大規模暴發);②降低焊接接頭的脆性轉變溫度,低溫下易產生脆斷;③裂紋擴展后減少構件的斷面尺寸,降低承載能力。
這三種危害極易產生災難性后果,所以在焊接高強鋼時必須采用“預防為主”的技術和管理措施。
2.3.2 工程案例
以建筑鋼結構為例,一個萬噸級以上的高層鋼結構工程,高強鋼的采用已經超過整個工程用鋼的50%。由于以前設計和施工單位對高強鋼焊接性認識不充分,因此在制作工廠、項目部時出現冷裂紋的“低級錯誤”的發生。
2.3.2.1 工程概況
2016年春節期間,沿海一個重點鋼結構焊接工程的重要焊縫出現大面積冷裂紋。該工程采用Q420GJD高強鋼,板厚50~60 mm;據施工日志記載,當時氣溫-8℃~11℃,風力大于等于5級,雨夾雪,天氣十分惡劣。當焊接工作結束24 h后,應用UTBⅡ標準檢測未發現裂紋缺陷;一周后復檢發生大量裂紋,經處理后一周復檢仍然有裂紋出現,如圖3所示。

圖3 經處理后又發現的冷裂紋
對此,AWSD1.1有較準確的闡述:“橫向裂紋垂直于焊縫的軸線。它們可能位于焊縫金屬或母材,或兩者都有。橫向裂紋可能尺寸有限并完全包容在焊縫之中,也可能從焊縫金屬擴展入鄰近的熱影響區并進一步進入非熱影響區的母材中。發源于焊縫金屬的橫向裂紋通常是縱向收縮應力作用于過分硬(脆)的焊縫金屬的結果。發源于熱影響區的橫向裂紋通常是氫致裂紋。”
不僅如此,另一沿海重點工程的Q345鋼材焊接接頭也出現了橫向冷裂紋(見圖4),產生原因非常相似。

圖4 Q345出現的橫向裂紋
2.3.2.2 冷裂紋產生原因
(1)“人”。
工人操作技術良好;技術人員和管理人員(焊接方案)決策失誤。
(2)“機”。
焊機質量良好,性能穩定可靠。
(3)“料”。
主要采用Q420GJD,δ=50~60 mm,具有淬硬傾向;厚度較大的焊接屬于三維熱傳導,會產生三項應力,特別是縱向拉應力是產生橫向冷裂紋的基本條件之一。
焊縫產生縱向收縮應力可用以下經驗公式作解釋:
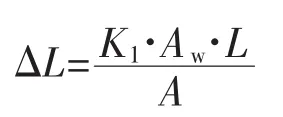
式中Aw為焊縫截面積總和(單位:mm2);A為桿件的截面積(單位:mm2);L為桿件長度(單位:mm);ΔL為縱向收縮量(單位:mm);K1為與焊接方法、材料熱膨脹系數和多層多道焊的層數有關的系數,GMAW的K1=0.043,SAW的K1=0.071~0.076,SMAW的K1=0.048~0.057。
由于估算公式屬于經驗公式類型,應在工程實際中驗證修改,為了工程便于應用,介紹三個焊縫縱向收縮量的近似值:對接焊縫0.15~0.30 mm/m;連續角焊縫0.20~0.40 mm/m;間斷角焊縫0~0.10 mm/m。以上數據是在寬度大約為15倍板厚的焊縫區中的縱向收縮量。
該工程焊材采用實心焊絲和藥芯焊絲。兩種焊絲相比,實心焊絲的含氫量和抗裂性好,藥芯焊絲因藥芯含氫量較高,屬酸性焊材,同時焊絲有縫容易吸潮,會增加焊縫的含氫量,因而抗裂性能較差。
(4)“法”。
該工程焊接方案有誤,采用GMAW技術,仰焊焊縫采用FCAW-G工藝,全熔透焊縫采用碳弧氣刨刨根工藝。由于刨根工藝使焊縫不能“一氣哈成”,而且刨根增加了一次熱循環,造成微量元素燒損;藥芯焊絲暴露在風雨之中,吸潮嚴重;這是增加焊縫中氫含量的原因之一。
(5)“環”。
該工程施焊期間風大雨急,氣溫較低,濕度相當大,不適合焊接。強行施焊會大幅度增加焊縫中的含氫量,擴散氫聚集效應所產生的強大應力和焊縫縱向應力疊加,會形成強大的拉應力場而產生橫向裂紋。
綜上所述,該工程符合產生冷裂紋的必要和充分條件,在氫含量、鋼材的淬硬傾向、焊接接頭的拘束應力狀態這三大要素共同作用下,
Page 131
Three key technologies for high strength steel welding construction steel structure
ZHANG Wei,CUI Wei,WANG Lei
(Zhejiang Jinggong Steel Building Group,Shaoxing 312000,China)
In this paper,according to the relevant research work and practical problems in engineering,puts forward the three key technologies for high strength steel welding construction steel structure:(1)must control the welding thermal cycle times,ensure the qualified rate of weld;(2)high strength steel welding construction steel structure for high heat input is strictly prohibited;(3)high strength steel,construction steel structure welding cold cracks the key to prevent.Has carried on the simple elaboration and analysis,especially for key engineering technology,this paper adopts the middle of cold crack circumstantial evidence related cases,to hope to be able to clarify the essence of the three key technologies,the purpose is to reduce and eliminate the"mistakes"in practical engineering,to provide technical support for the counterparts.
welding thermal cycle;primary qualified rate;forbidding high heat input;prevent the cold crack
TG457.11
B
1001-2303(2016)12-0088-06
10.7512/j.issn.1001-2303.2016.12.19
獻
張偉,崔嵬,王壘.建筑鋼結構高強鋼焊接的三項關鍵技術[J].電焊機,2016,46(12):88-92,131.
2016-10-08
張偉(1984—),男,江西人,工程師,學士,主要從事鋼結構的焊接技術工作。
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
