移動式振動篩激振器底座改造
2017-02-01 11:51:15張克福
設備管理與維修 2017年8期
關鍵詞:裂紋
張克福
(神華內蒙古煤焦化有限責任公司西來峰焦化廠,內蒙古烏海 016000)
0 前言
神華烏海能源公司西來峰焦化廠使用尼達YS2KT-300×730-60M雙層臺車振動篩篩分濕熄后的混合焦,設備運行4 a后,振動篩激振器開始頻繁出現故障。檢修中發現激振器法蘭底座和周邊箱體四周已出現極細微的裂紋,法蘭盤底座表面有輕微啃噬,個別激振器安裝孔竄大,通常的維修方法是前期對振動篩箱體進行修補加固焊接,當底座法蘭盤及周圍側板出現較大裂紋而無法維修時,整體更換振動篩箱體。整體更換新箱體的成本較高,且工作強度大、吊裝工作危險系數大,因此決定對激振器底座進行結構改造。
1 振動篩結構及工作原理
尼達YS2KT-300×730-60M振動篩由篩體、驅動裝置、軟連接、激振器、減振彈簧、剛性支撐、支架、轉軸等部件組成。采用雙軸4激振器式,激振器安裝在篩箱側板上,同步齒輪皮帶隨2臺電機同步轉動,通過軟連接帶動激振器產生圓振力,激振器轉軸帶動偏心塊產生高速旋轉,運轉的偏心塊產生很大的離心力,迫使篩箱產生一定振幅的圓運動,篩上焦炭在傾斜的篩面上受到篩箱傳給的沖量而產生連續的拋擲運動,焦炭與篩面接觸時,一定粒度的焦炭透過雙層階梯馬蹄篩孔被篩分下去,實現焦炭的篩分操作。
2 激振器底座箱板開裂原因及影響
(1)振動篩振動過大。振動篩工作時,電機帶動激振器啟動,偏心塊旋轉產生激振力,通過激振器底座傳遞給振動篩。長時間高頻率的使用導致激振器固定螺栓松動或疲勞斷裂,激振器與底座出現間隙。長時間帶病作業會造成底座表面被激振器沖擊啃噬、底座安裝孔竄大,激振器連接螺栓孔竄大,最終使底座及周圍箱體受到高載荷沖擊出現振動疲勞而產生裂紋,如果不及時修復,這種情況會繼續加劇,而新安裝的激振器也會因安裝基礎的條件不滿足導致裝配精度降低,造成激振器損壞和箱體繼續開裂、變形的惡性循環。
(2)兩組激振器的激振力不同或方向不一致。箱體兩側的激振器偏心塊夾角出現偏差,使兩組激振器的激振力不同或方向不一致從而導致振動異常。激振力的合力方向取決于偏心塊的偏心位置,若兩組激振器的偏心塊夾角不同,振動方向角和振動力也不同,篩體就會產生扭振,導致篩體側板強度下降,致使底座及周圍箱體變形出現裂紋。
(3)振動篩側板強度不夠。側板承受著篩箱和物料的總質量,并將激振力傳遞到篩箱的各個部位,強度不夠導致篩箱側板變形使激振器底座錯位,振動篩長時間運轉使激振器底座被啃噬、螺栓孔竄大,進而損壞激振器底座。
(4)激振器固定螺栓松動。將原底座固定螺栓更換為高強度細螺紋螺栓后,起到了一定的防松效果,但長時間使用仍然會出現松動。如果激振器底座固定螺栓不能夠及時得到緊固,高負荷、高扭矩運轉的激振器就會切斷聯接螺栓,使得激振器整體旋轉,沖擊箱體板,急劇的磨損底座法蘭面,導致激振器底座的受損及周邊箱體的開裂。
3 激振器底座的更換及定位
振動篩激振器底座和激振器固定內外護罩的螺栓孔處的箱體都已經出現裂紋,補焊多次效果不佳,如果直接切除原底座更換一個相同大小的底座不能消除底座盤外延裂縫,為消除底座外延附近箱體板裂紋,恢復箱體板的強度,需要擴大箱體底座安裝外孔,加工與新安裝孔相匹配的激振器底座。為提高底座強度,延長使用壽命,新加工底座材料選用具有較好沖擊韌性及強度的16Mn,并在原底座厚度50 mm基礎上加厚至60 mm。更換過程的難點是激振器底座的安裝定位。如果定位出現偏差,不能保證激振器軸與傳動軸的同軸度及激振器底座與箱體側板的平行度,使用后將會造成激振器軸承損壞、傳動軸扭曲變形、激振器底座使用壽命縮短等問題。
3.1 激振器底座安裝孔的改造
(1)拆除激振器后以原底座外圓為基準,根據垂徑定理找出原底座圓心。以準備切割的激振器底座中心點焊一塊半徑170 mm,厚3 mm的圓板(與底座外平面平齊)用于輔助劃線,根據垂徑定理找到底座圓心,以此圓心在箱體上劃一個大于切割底座外側直徑的圓(直徑800 mm)作為基準線。
(2)利用已確定好的圓心在箱體側板畫出新底座安裝孔(直徑640 mm)的圓形切割線,該切割線大于原底座外徑和已開裂的部位,沿圓形切割線將原底座外邊緣箱體裂紋和激振器護罩固定螺栓孔完全割掉。
(3)切割完畢后,內外側箱體板邊緣均打磨35°單V形坡口,將坡口面和箱體表面切割處打磨找平,要求切割面與板表面光滑平整符合焊接要求。
3.2 激振器底座的安裝定位
3.2.1 激振器底座軸向定位
在新加工激振器底座中心點焊接輔助圓鋼板,依照垂徑定理的劃線方法畫出圓心,然后將底座放入已切割完成的箱體底座安裝孔中。在箱體兩側焊接軸向找正固定輔助調節螺栓,通過調節螺栓調整激振器底座平行度(圖1)。使用高精度水平尺配合深度尺測量底座與箱體側板的平行度,測量時,在底座外圓上均布12個點進行測量,保證底座與箱體側板的平行度,要求平行度誤差<0.1。
3.2.2 激振器底座徑向定位
如圖2所示,在垂直激振器底座內外表面對稱焊接4塊30×30 mm 的鐵塊 1,2,3,4,配合外側箱體同樣對正 4等分焊接的4個調節螺栓,用于調節新底座的徑向位置。利用在外側箱體上已畫好的直徑800 mm輔助圓基準線,并在此圓周上均分12個點A,B…,L,配合調節螺桿逐步微調整底座位置,測量底座圓心到12個點距離,所測距離相等或偏差<0.2 mm,則說明新底座圓心與原底座圓心重合。然后8等分對稱點焊固定激振器底座。
3.2.3 焊接安裝
激振器底座位置固定完成后,開始對底座和箱體進行全面焊接,底座焊接完成后,將另外新加工的2個固定加強圓盤(外徑700 mm,內徑640 mm,內外邊倒角作為焊接坡口)扣在底座兩平面上(配合公差±0.20 mm),與箱體兩側箱板壓緊貼合后焊接固定。焊接作業完成后檢測底座盤的安裝精度符合安裝要求,恢復安裝激振器、偏心塊、軟連接、傳動轉軸、內外護罩等其他輔助裝置。
3.2.4 其他維修改進措施
(1)更換底座減振彈簧。原彈簧由于長時間使用導致減振彈簧疲勞失效,振動不平衡會造成整機受力不均。
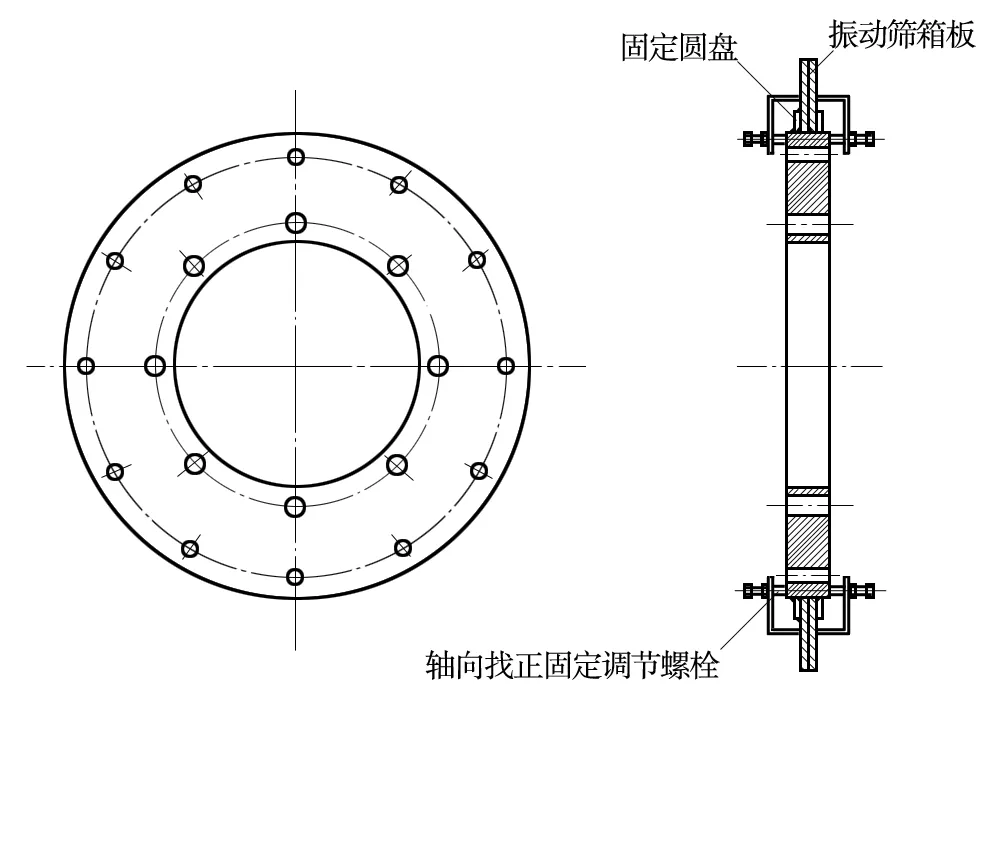
圖1 激振器底座軸向定位
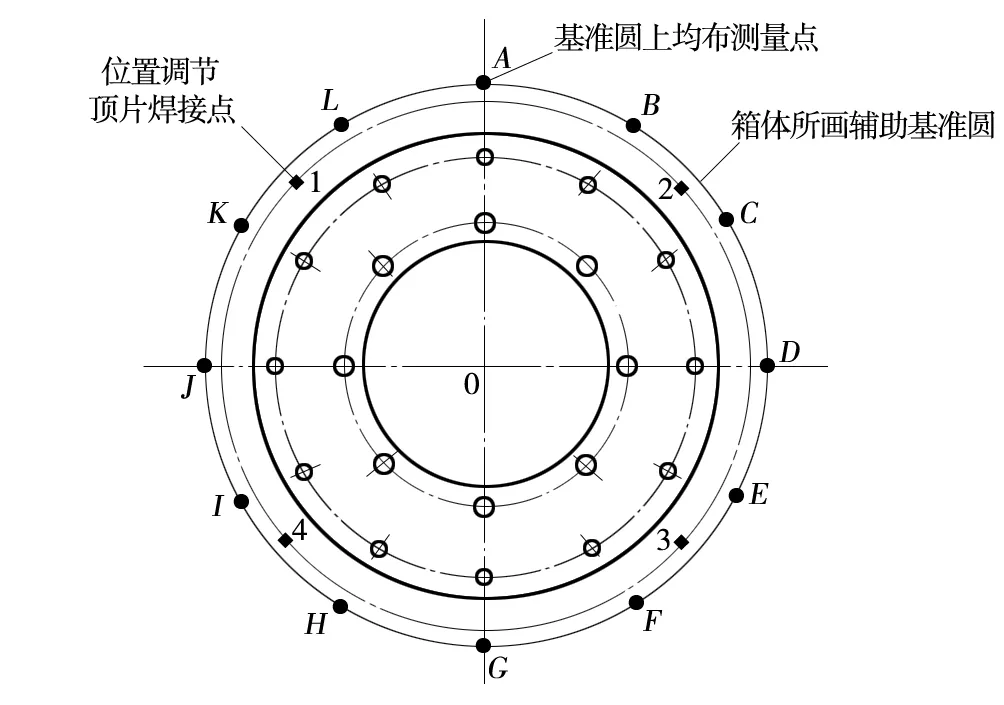
圖2 激振器底座徑向定位
(2)主偏心塊加堿“半月形”配重板、調整偏心塊夾角以調整激振力的大小,實現所需要的振幅。偏心塊配重板要根據振動篩篩料實際情況酌情增減,并用螺栓緊固防止長時間使用出現松動。調整偏心塊夾角時要使兩端偏心塊對稱,兩組激振器的偏心塊夾角相同,保證兩端偏心塊重心連接線與主軸平行。調整后實現兩組激振器激振力的大小和方向一致,振動篩振動平穩。焦炭篩分時即要不粘物料、激振力又不能過大。
(3)提高振動篩兩側側板的強度。激振器底座更換后,在振動篩兩側側板四周加焊8根24#槽鋼,形成兩個加強框架,提高板的強度,一定程度上消除單面側板受到2個激振器傳遞的扭振,保證箱體的整體受力,分解轉化為整個箱體的振幅。
4 激振器底座焊接工藝
激振器底座材料為16Mn,主要用于需要承受沖擊、擠壓、物料磨損等惡劣工況條件,在強烈的沖擊、擠壓條件下,表層迅速發生加工硬化現象,心部仍保持奧氏體良好的韌性塑性的同時、硬化層具有良好的耐磨性能。但是16Mn焊接性較差,原因是:導熱能力低、膨脹零塑性溫度為1280℃。斷口觀察表明,加熱溫度為1060℃時系數大,使焊接區有大的溫度梯度,產生大的內應力而易產晶界已開始熔化,枝晶面上有析出物和低熔點共晶存在,產生隨生裂紋。而激振器底座在使用過程中既要承受著很大的壓力和沖擊,也要有一定的抗沖擊韌性,如果焊接工藝不合理,就會造成焊接作業過程中焊縫熱影響區域出現熱裂紋和冷裂紋,達不到強度要求。通過實驗制定嚴格的焊接工藝要求:
(1)挑選具有較高焊接水平的焊工進行此項作業,使用E5015(J507)堿性低氫鈉焊條,適用于焊接各種典型的Q235、Q245R、Q345結構鋼和多種高錳鋼,其抗拉強度遠高于普通的J422或是J427焊條,適合焊接受力較大或是受動載荷較高的鋼結構。
(2)使用ZX7-400逆變直流焊機反接操作,焊接電流:打底電流 80~110 A,填充電流 90~130 A,使用 E5015(J507)堿性低氫鈉焊條焊接,用J422焊條罩面,焊條焊接前經300~350℃烘焙1h,隨烘隨用。
(3)由于法蘭較厚,接口坡口較大,填充的熔敷金屬量較大,產生的熱量較高,為消除焊接熱影響區域的熱變形及產生的熱裂紋,激振器底座和焊接處箱體板需要提前預熱至100℃左右,焊接作業期間一直保持此溫度。焊接時采用8等分,分段對稱、多層焊接,盡可能減小塑性變形。焊接應該短弧操作,以窄道為宜連續施焊,盡量不要斷弧。每焊接完一個位置,都要用水平尺測量激振器底座平面的變形量。
(4)焊接過程中要邊焊接邊用手錘錘擊焊縫,用外力輔助其塑性延伸而降低熱應力。
(5)焊縫強度至少達到母材強度,焊縫的表面外形應均勻,焊道與焊件過渡平滑,不得有裂紋、氣孔、夾渣、弧坑、焊瘤和未焊滿等缺陷,焊縫不得低于母材0.5 mm的凹陷深度,發現上述缺陷應及時修補,并與原焊縫形狀基本保持一致。
(6)焊接完畢后用切割槍加熱焊件,進行740~760℃,5 min的回火處理,加熱溫度可用測溫槍實測控制。
5 結語
通過分析激振器底座及箱板的開裂原因,選擇合適的激振器底座加工材料,改造激振器底座安裝孔,確定簡單易行的安裝定位方法,制定合理的焊接工藝,完成振動篩激振器底座的改造。改造后,振動篩運行良好。
[1]韓國明.焊接工藝理論與技術[M].北京:機械工業出版社,2007.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38