AP1000機組凝汽器水室制造質量問題分析和處理
2017-02-07 09:07:37孫小石王玉喜
發電設備 2017年1期
孫小石, 王玉喜
(黑龍江省電力科學研究院, 哈爾濱 150030)
AP1000機組凝汽器水室制造質量問題分析和處理
孫小石, 王玉喜
(黑龍江省電力科學研究院, 哈爾濱 150030)
針對三門核電廠AP1000機組常規島凝汽器水室制造過程中存在的問題,根據核電凝汽器水室制造圖紙及技術文件,闡述了凝汽器水室制造過程中的裝焊后變形、水室水壓試驗超壓后變形開裂問題,分析了其產生的原因,提出了處理措施。結果經驗證,凝汽器水室的制造難題得以有效解決,最終達到了水室裝焊后不再變形及水壓試驗過程控制質量提高的目的。
核電廠; AP1000機組; 常規島; 凝汽器; 水室; 制造; 質量
AP1000機組凝汽器水室在裝配焊過程中出現冷卻水接管法蘭到水室中心線的尺寸超差、中分面法蘭變形等問題,造成多個不符合項,影響核電項目整體進度;以及三門核電站2號機組水室D、水室E操作失誤導致注水壓力超壓、水室發生嚴重變形和開裂,最終導致這兩臺水室當臺報廢的嚴重質量問題。
筆者通過凝汽器水室發生的一系列質量案例,對上述質量問題進行了分析,提出了有針對性的處理措施,并依據圖紙及技術要求,采用VT目視檢查和其他有效檢驗方法進行驗證,最終達到了水室裝焊后不再變形及水壓試驗過程控制質量提高的目的。
1 凝汽器水室結構形式
凝汽器水室由成型鋼板制造,與海水接觸的內表面有橡膠襯里,用于保護。水室為底部出入口、分隔獨立的矩形結構。支撐法蘭焊接在柔性隔板上,每個水室獨立安裝在法蘭上。這種獨立布置可使凝汽器半運行。水室容易拆下進行傳熱管更換,而無需拆下循環水管。水室上有人孔,用于內部的檢查[1]。
每兩個前/后水室對應1臺凝汽器,見圖1。
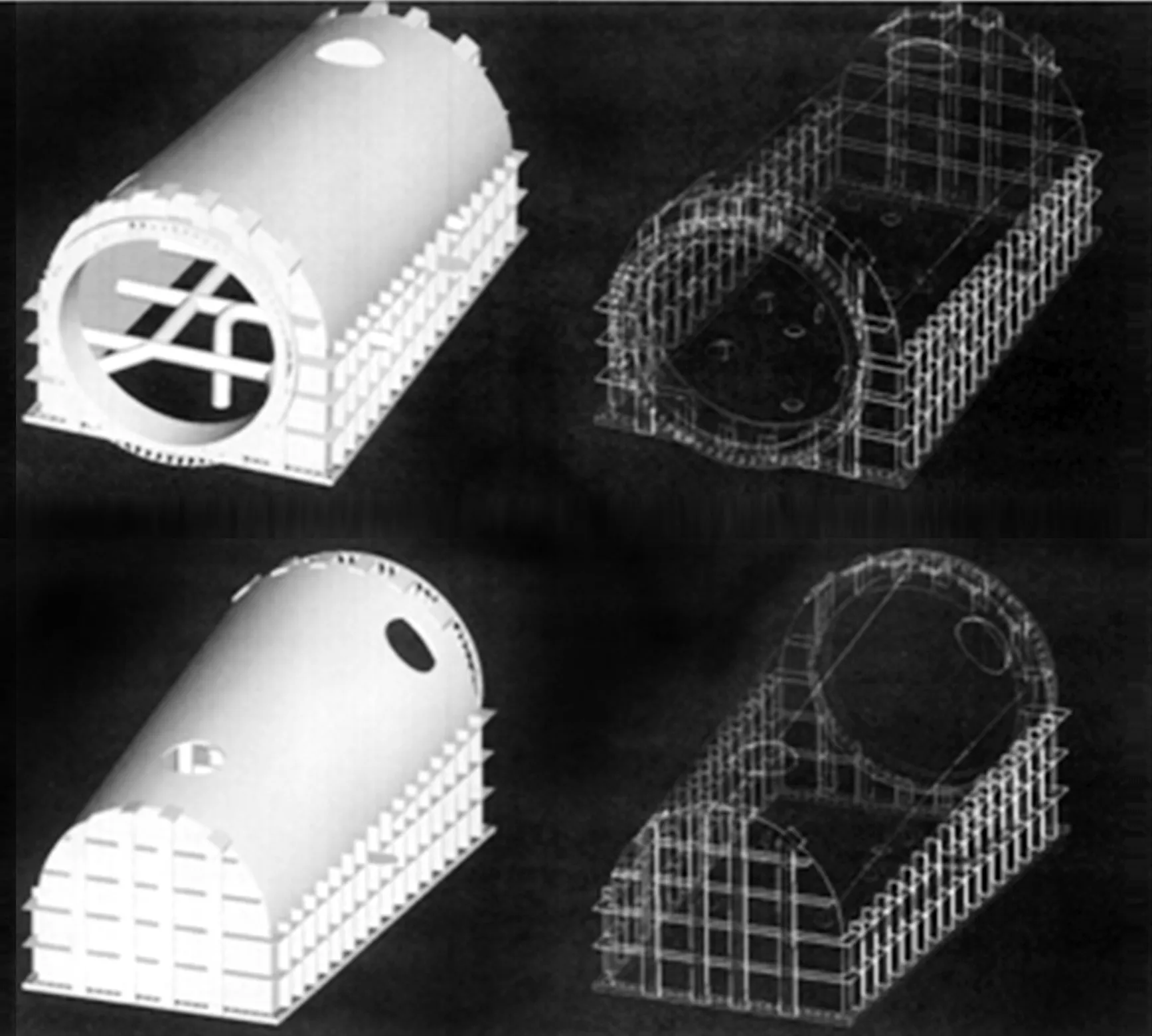
圖1 水室立體圖
三門核電站單臺機組有A、B、C共3臺凝汽器,對應水室共12個,分為前水室6個(編號為A、B、C、D、E、F)和后水室6個(編號為G、H、J、K、L、M)。
2 質量問題原因分析
2.1 水室裝焊后變形
三門核電站1號、2號機組凝汽器水室所用的材料是普通碳鋼板[2],由于焊接控制不當,導致多個水室由于焊接變形發生尺寸超差、法蘭厚度不均等質量問題。
經分析主要原因為:
(1) 水室零部件多,焊接量大是凝汽器水室焊接變形的主要原因之一,三菱公司設計結構如此。
(2) 凝汽器水室側板與法蘭裝焊形式為非對稱焊接,此種結構極易引起較大的焊接變形。焊縫尺寸大特別是水室外側焊縫尺寸大是引起變形的主要原因。
(3) 工藝原因。水室在制造過程中尺寸超差(大、小),所以預變形量無法進行精準地預設。
(4) 焊接參數大,焊接過程操作不當。焊接工藝參數較大,在大電流的施焊過程中產生大的焊接熱量輸入,進而引起的焊接變形大,人為操作不當也時有發生。
水權制度 水權指按照水法行使的對水的管轄權力,也指經過水行政主管部門批準給予用水戶的對水資源處理和利用的權力。水權制度就是通過明晰水權,建立對水資源所有、使用、收益和處置的權利,形成一種與市場經濟體制相適應的水資源權屬管理制度。
2.2 水室水壓試驗超壓導致變形和開裂
水室水壓試驗現場布置見圖2。

圖2 凝汽器D和E水室水壓試驗現場布置
制造廠對三門2號機組D、E兩個水室進行打壓試驗前的注水操作,上、下水室各有一塊壓力表,操作者為方便只觀察下方壓力表,由于冬天氣溫低,下方壓力表的外接管有冰凍現象導致壓力表失靈,且操作者注水時忘記將排氣閥打開,最終導致超壓。
監理人員對D和E水室進行目視檢查,發現水室中心線到圓法蘭端面空間尺寸超差,兩側筋板出現不規則性變形和開裂,見圖3、圖4。

圖3 水室兩側筋板發生波浪變形

圖4 水室梯形法蘭與筋板結合處開裂
經分析主要原因如下:
(1) 試驗前準備不規范,操作者僅憑經驗和習慣,使排氣閥未打開造成水室內形成高壓,是最終造成水室嚴重變形的主要原因。
(2) 試驗過程監視不到位,未按要求對兩塊壓力表同時監視,導致沒有及時發現實際壓力已超出水壓試驗規定壓力。
(3) 操作人員質量意識差,集體作業分工不明確,操作者缺乏責任心擅自離崗。
(4) 焊后僅對焊縫進行表面磁粉探傷,沒有對焊縫內部進行確認,不排除在焊接時已有氫致裂紋產生,進而導致筋板開裂。
3 處理措施及結果驗證
3.1 水室裝焊后變形問題的處理
(1) 圖紙修改。制造廠針對水室側板、底板與法蘭的焊接、循環水接管與接管法蘭的焊接,提出將其結構改成T形接頭。
(2) 完善焊接參數。對水室焊接的工藝進行了修改,要求焊接時采用小電流、快速、對稱、交錯施焊,層間溫度應在200 ℃左右,進而減小焊接應力。
(3) 調整焊接順序。通過修改該工藝,細化水室各個零部件的裝配順序,以便于控制裝焊變形。
(4) 加強焊接過程控制。焊工必須嚴格按照工藝參數施焊,控制焊接熱輸入量,最大程度控制變形;檢查員加強過程巡檢。
(5) 根據三門水室圖紙,運用焊前預變形處理、VT目視檢查及尺寸測量的方法,對裝焊后的水室進行檢查,結論符合三門水室圖紙要求。
3.2 水室水壓試驗超壓導致變形和開裂問題處理
按照圖紙及技術文件要求,對涉及質量問題的D和E水室采取當臺報廢處理,并由同類核電項目串臺過來2臺全新水室,VT目視檢查和整體空間尺寸檢查后,實測數據結果符合圖紙要求。
4 結語
(1) 對凝汽器水室裝焊后發生變形問題,通過采用焊前預校形處理、VT目視檢查、尺寸檢查等方法對裝焊后的水室進行檢查和驗證,結果符合三門水室圖紙的要求,最終達到了后續凝汽器水室焊后不再發生變形的目的。
(2) 對凝汽器水室水壓試驗超壓導致變形和開裂問題,對D和E水室采取當臺報廢處理,并由同類核電項目串臺過來2臺全新水室,按照圖紙及技術文件要求,采用VT目視檢查和尺寸檢查等方法,實測數據結果符合圖紙要求,水室水壓試驗質量控制過程得到有效提高,最終保證了水室的產品質量要求。
[1] 顧軍. AP1000核電廠系統與設備[M]. 北京: 原子能出版社, 2010.
[2] 張蔓. 凝汽器管板和水室的防腐[J]. 大型鑄鍛件, 2010(1): 15-17.
Analysis and Treatment of Quality Issues Occurring in Manufacture of AP1000 Condenser Water Chambers
Sun Xiaoshi, Wang Yuxi
(Heilongjiang Electric Power Research Institute, Harbin 150030, China)
To solve the quality problems occurring in manufacture of the AP1000 condenser chamber in Sanmen Nuclear Power Plant, such as the deformation formed in assembly and welding, the deformation and cracking formed during water pressure testing due to overpressure reasons, etc., an analysis was conducted based on relevant manufacturing drawings and technical documents of the condenser water chamber, after which corresponding countermeasures were proposed and taken. Results show that the manufacturing problems can be effectively solved by taking above countermeasures.
nuclear power plant; AP1000 unit; conventional island; condenser; water chamber; manufacture; quality
2016-05-11;
2016-05-24
孫小石(1983—),男,工程師,主要從事火電和核電汽輪機及壓力容器無損檢測和設備監理工作。
E-mail: 15124569527@163.com
TM623.7
A
1671-086X(2017)01-0037-03
猜你喜歡
設備管理與維修(2022年21期)2022-12-28 07:34:32
水泵技術(2022年2期)2022-06-16 07:08:18
中華詩詞(2020年1期)2020-09-21 09:24:52
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
電站輔機(2016年3期)2016-05-17 03:52:29
河南科技(2014年12期)2014-02-27 14:10:44