某電站核島設備冷卻系統傳熱管的泄漏原因分析
2017-02-09 08:52:55魏光強
理化檢驗(物理分冊) 2017年1期
關鍵詞:焊縫
王 浩,魏光強,徐 祺
(中國核動力研究設計院反應堆燃料及材料重點實驗室,成都610213)
某電站核島設備冷卻系統傳熱管的泄漏原因分析
王 浩,魏光強,徐 祺
(中國核動力研究設計院反應堆燃料及材料重點實驗室,成都610213)
某電站核島設備冷卻系統的傳熱管頻發泄漏故障,發生泄漏的傳熱管材料為紫銅,泄漏點位于彎管和直管之間的焊縫上。采用化學成分分析、金相檢驗、掃描電鏡及能譜分析、X射線衍射分析等方法分析了該傳熱管穿孔泄漏的原因。結果表明:銅管母材基本完好,整個泄漏通道沿焊縫發展,泄漏通道在管道內表面的開口寬度大于管道外表面的開口寬度,失效起源于銅管內側焊縫上的缺陷;焊絲中的磷元素含量超標導致的焊縫組織中的缺陷,以及焊縫中存在大量氣孔是引發泄漏的主要原因。
冷卻系統;傳熱管;紫銅;焊縫;泄漏
核島設備冷卻系統的主要功能是為核島的重要廠房提供冷卻,核島設備冷卻系統的循環冷卻機組為水冷柜機,風機與換熱器組裝在一起,換熱器管內流通介質為冷卻水,管外冷卻介質為所在廠房內的空氣。自2010年8月以來,某核電站部分核島設備冷卻系統傳熱管頻發泄漏故障。對核島重要廠房的冷卻水取樣分析,發現冷卻水中銅離子的質量濃度在0.2~1 mg·L—1,而技術要求銅離子的質量濃度為≤0.05 mg·L—1。根據《核島設備冷卻水系統運行規程》,冷卻水在充注前須進行水質取樣分析,當時的分析結果未見異常。因此可以判斷,超標銅離子不是由外部引入的,而是在運行過程中產生的。
發生泄漏的傳熱管材料為紫銅,銅及銅合金焊接接頭的力學性能、導電性能及耐腐蝕性能均比純銅有所降低。在焊接過程時,銅中低熔點合金元素易蒸發,氣孔敏感性較高,且易產生裂紋、未焊透、未熔合等缺陷。近年來,經常有文獻報道[1-2]由于焊接缺陷導致銅或銅合金構件失效的案例。為確定該傳熱管泄漏失效的原因,筆者采用化學成分分析、金相檢驗、掃描電鏡及能譜分析等方法對其進行理化檢驗和分析。
1 失效設備概況、試樣制備及試驗方法
1.1 失效設備概況
換熱器冷卻水的PH、電導率、Cl—質量濃度、F—質量濃度等要求如表1所示。管外冷卻介質的環境溫度為20~40℃,年平均相對濕度為69%。風機采用鼓風式或引風式冷卻方式使空氣流動冷卻,如圖1所示。

表1 管內冷卻水的要求Tab.1 Requirements of cooling water inside the tube
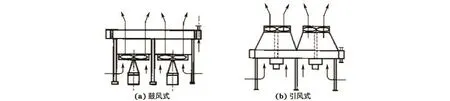
圖1 冷卻方式示意圖Fig.1 Schematic diagrams of cooling modes:(a)blasting-air type;(b)inducing-air type
換熱器傳熱管的材料為T2紫銅,管徑16 mm,壁厚1 mm,管長850 mm,彎管與直管段通過氣焊連接。按設計要求,該類型換熱器使用的焊絲牌號為HS202或HS201,焊接形式為承插式焊接,即將直管段擴孔后,插入U型彎頭再進行焊接,見圖2。該換熱器傳熱管頻繁發生泄漏,漏點多位于直管和彎管的焊接接頭上。

圖2 傳熱管焊接方式示意圖Fig.2 Schematic diagram of welding mode of the heat transfer tube
1.2 試樣制備
發生泄漏失效銅管的宏觀形貌如圖3所示,是一段直管與彎管搭接的焊接接頭,外表面涂有一層銀粉漆。該段焊接接頭以前曾出現泄漏,并進行過補焊。將失效銅管沿軸向進行切割并編號,解剖后的形貌見圖4。截取試樣的編號、位置以及后續進行的檢驗項目見表2。
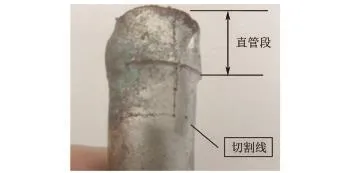
圖3 泄漏銅管的宏觀形貌Fig.3 Macro morphology of the leakage copper tube
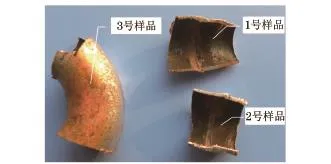
圖4 泄漏銅管切割后形貌Fig.4 Morphology of the leakage copper tube after cutting

表2 銅管試樣的詳細信息Tab.2 Detail information of samples of the copper tube
1.3 試驗方法
采用放大鏡和體視顯微鏡觀察試樣的宏觀形貌。
采用Leitz MM6型金相顯微鏡自帶的標尺測量焊縫附近的直管段和彎管段壁厚,測量點距焊縫分別約5.0,2.5,0.5 mm。在1號、2號試樣上沿銅管軸向截取若干管段鑲嵌,制成焊縫截面金相試樣進行泄漏部位的金相檢驗。
采用ICAP 6000型等離子體發射光譜儀、TC-500型氫分析儀和EMIA-820 V2型紅外碳硫分析儀分析銅管母材及焊縫的化學成分,依據GB/T 223.59—2008《鋼鐵及合金磷含量的測定鉍磷鉬藍分光光度法和銻磷鉬藍分光光度法》測定磷元素的含量。
使用FEI Nano400型掃描電鏡觀察銅管內壁焊縫及熱影響區表面是否存在微孔、微裂紋等細小缺陷,并對銅管焊縫截面進行微觀形貌觀察。利用掃描電鏡自帶的能譜儀分析相關區域的微區成分。采用FM-700型顯微硬度計測試試樣的顯微硬度。采用DMAX 1400型X射線衍射儀分析試樣的相結構。
2 理化檢驗
2.1 宏觀檢驗
泄漏管段焊縫上有兩處補焊留下的凸起,其中一處凸起處存在銅綠。在放大鏡和體視顯微鏡下(放大30倍)觀察,外表面沒有發現肉眼可見的裂紋、穿孔等缺陷,泄漏點可能被銅綠覆蓋。
由圖4可見,銅管內部焊縫高低不一,這與焊接質量不佳以及多次補焊有關。管內表面焊縫部位氧化膜呈磚紅色,而母材表面覆蓋著一層黑色氧化膜,在焊縫內壁可以觀察到兩處直徑約為0.1 mm的小孔,其中一個小孔分布在彎管凸起一側(1號試樣),另一處小孔分布在彎管凹入一側(2號試樣)。
圖5為1號試樣內表面的宏觀形貌。由圖5可見,試樣有明顯的腐蝕痕跡,周圍的二次裂紋呈巖石狀分布。

圖5 1號試樣內表面的宏觀形貌Fig.5 Inner surface macro morphology of sample 1
圖6為1號試樣焊縫的內表面形貌。由圖6可以看出,焊縫區表面較平坦,沒有明顯的沖刷痕跡,這與焊縫本身硬度較高有關。焊縫前后彎管和直管內表面凹凸不平,特別是下部的直管母材上有明顯的沖刷腐蝕痕跡,表面有魚鱗狀斑紋。
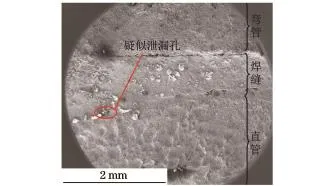
圖6 1號試樣焊縫的內表面形貌Fig.6 Inner surface morphology of the welding seam of sample 1
圖7為2號試樣的表面形貌,可見疑似泄露孔位于承插焊接頭部位,其毗鄰部位的氧化膜脫落并露出基體顏色。
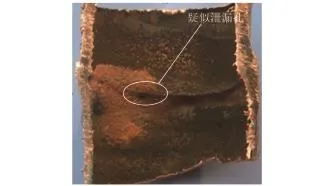
圖7 2號試樣內表面形貌Fig.7 Inner surface morphology of sample 2
2.2 壁厚檢測
失效管段主要為彎管,焊縫后殘留的直管段長約為5~8 mm。直管段和彎管段壁厚的測量結果見表3。
由表3可見,彎管幾乎沒有減薄,厚度在0.79~1.0 mm。減薄主要發生在直管段,根據測厚結果,整個直管都發生不同程度的減薄,最薄處厚度僅為0.35 mm,僅為原設計厚度的1/3。直管段管壁減薄、特別是靠近焊縫處的減薄需考慮焊接脹管工藝的因素,但由于截取的直管段較短,無法對焊縫附近及正常管道的減薄情況進行比較。
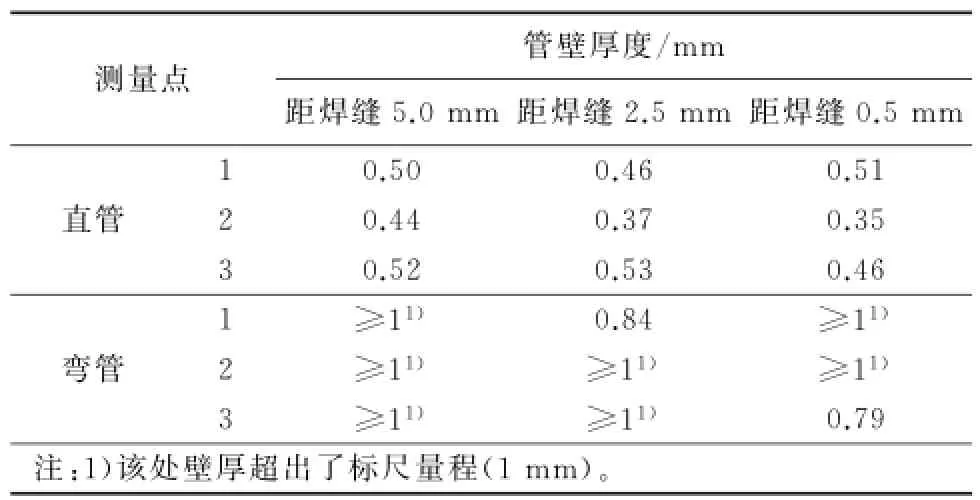
表3 管壁厚度測量結果Tab.3 Measuring results of the tube wall thickness
2.3 化學成分分析
銅管的成分是T2紫銅,對3號試樣母材的化學成分進行了分析,結果見表4。由表4可見,母材的化學成分符合標準對T2紫銅化學成分的要求。

表4 鋼管母材的化學成分(質量分數)Tab.4 Chemical compositions of the base metal of the copper tube(mass fraction) %
根據該電站提供的資料,焊材選用了HS201或HS202焊絲。HS201焊絲的流動性比一般紫銅的要好,適用于氧-乙炔氣焊、氬弧焊紫銅。HS202焊絲的焊接工藝性能優良,焊縫成型良好,力學性能較高,抗裂性能好,適用于氬弧焊、氧-乙炔氣焊紫銅。由于該銅管的生產時間比較久遠,已無法追溯到使用的焊材牌號、具體成分及焊接工藝信息等。表5列出了兩種焊材的化學成分作為參考。

表5 HS202及HS201焊絲的主要化學成分和性能Tab.5 Chemical compositions and properties of HS202 and HS201welding wires
對焊縫上的若干點進行能譜分析,結果顯示焊縫上含有磷元素。而HS201焊絲不含磷,只有HS202焊絲的主要非金屬元素是磷。據此可推測這批換熱器銅管焊接使用的焊絲不可能是HS201焊絲,而應是HS202焊絲。
2.4 金相檢驗
2.4.1 焊縫組織
圖8為1號試樣焊縫的顯微組織形貌,下部為母材,上部為焊縫。由圖8可見:母材為退火再結晶組織;焊縫中斑紋狀基體為(α+Cu3P)共晶體,白色大塊狀物質為初晶Cu3P,合金為過共晶組織。金屬凝固時首先析出初晶Cu3P化合物,此初晶Cu3P與共晶體中的Cu3P相連,無分界線存在。此外在焊縫上發現大量的氣孔,一些相鄰氣孔已經連接在一起。
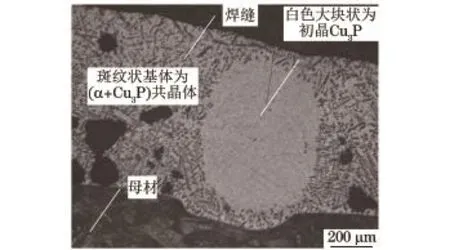
圖8 1號試樣彎管處的顯微組織形貌Fig.8 Microstructure morphology of the elbow part of sample 1
HS202焊絲磷元素的質量分數僅為0.3%,顯微組織應為α固溶體,即使在快冷的非平衡狀態下,最多只能形成少量(α+Cu3P)共晶體,而1號試樣焊縫中發現了較多的共晶體甚至初晶Cu3P,據此判斷,該批次使用的HS202焊絲的磷元素含量超標。
2.4.2 焊縫上的氣孔
圖9為1號試樣彎管焊縫處密集分布的氣孔形貌,可見銅管的焊縫上分布著密度不均的氣孔,氣孔的直徑在0.1~0.5 mm,有些氣孔之間已經相互連通。大量氣孔的存在表明焊后的冷卻速率很高,特別在靠近銅基體的部分氣孔更加密集,說明此處的冷卻速率更高。
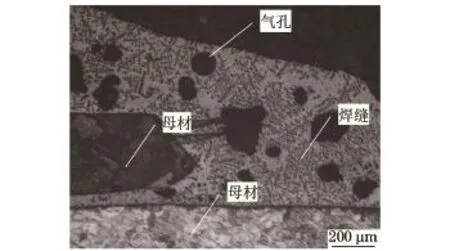
圖9 1號試樣彎管處密集分布的氣孔形貌Fig.9 Morphology of dense holes in elbow part of sample 1
觀察發現,氣孔出現的位置主要是在靠近管外壁的焊縫上,特別是在銅基體附近更多,而管內壁焊縫上的氣孔含量則較少,這與焊接時外壁的冷卻速率大于內壁的有關。
2.4.3 1號試樣上的泄漏通道
為了找到泄漏點,對1號試樣進行鑲嵌,觀察其焊縫截面。在金相檢驗的過程中,每磨去約0.1~0.2 mm就對試樣進行拋光、侵蝕并觀察其顯微組織。通過金相檢驗發現,在圖5中標注的疑似泄漏孔部位發現了貫穿整個管壁的泄漏通道,如圖10所示。
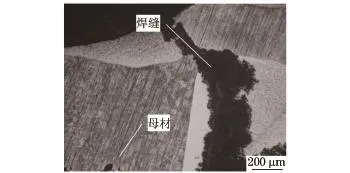
圖10 1號試樣焊縫上的泄漏通道形貌Fig.10 Morphology of the leakage path in welding seam of sample 1
由圖10可見,銅管母材基本完好,整個泄漏通道沿焊縫發展,焊縫失效是導致換熱器銅管泄漏的根本原因。泄漏通道在管道內表面的開口寬度大于管道外表面開口寬度,因此可以判斷,失效起源于銅管內側焊縫上的缺陷處。隨著使用時間的延長,缺陷逐漸沿焊縫向管道外側發展,最終貫穿整個管壁引起傳熱管泄漏。
2.4.4 母材減薄部位
焊縫部位截面的金相檢驗結果同樣顯示出母材發生了明顯的腐蝕減薄。在1號試樣直管內側發現了母材被侵蝕的痕跡(圖11),腐蝕減薄深度約0.1 mm,在焊縫處,腐蝕進一步向焊材下的母材基體發展。直管和焊縫結合部位的紫銅基體也發生了腐蝕,如圖12所示,腐蝕向母材縱深發展。該類腐蝕的共同特點是多發生在焊縫后直管表面,紫銅母材發生嚴重腐蝕。這是由于在焊縫前后形成了湍流,較高的介質流速對母材造成了沖刷腐蝕。
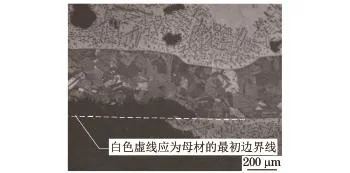
圖11 1號試樣直管內側母材的腐蝕形貌Fig.11 Erosion morphology of base metal on inner side of the straight pipe of sample 1
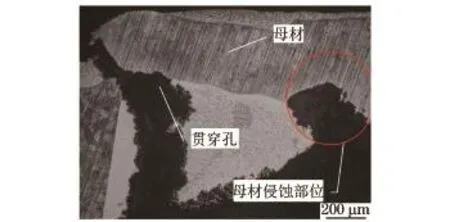
圖12 1號試樣直管和焊縫結合處母材的腐蝕形貌Fig.12 Erosion morphology of base metal at the junction ofstraight pipe and welding seam of sample 1
2.5 微觀形貌觀察及能譜分析
2.5.1 1號試樣
(1)1號試樣內壁焊縫上的小孔部位
使用放大鏡觀察1號試樣,在內壁焊縫上發現一直徑為0.1~0.2 mm的小孔。利用掃描電鏡自帶的能譜儀分析小孔周圍的元素成分,能譜分析部位見圖13,分析結果見表6。能譜分析顯示,小孔周圍為覆蓋氧化膜的紫銅基體,這與宏觀觀察的結果一致。在小孔周圍觀察到一些含鐵、鈣、鎂的顆粒狀氧化物,如圖13中的部位3,這是冷卻回路中其他部件溶解的合金元素,或水中雜質在銅管內部的沉積物。值得注意的是,小孔和裂紋周圍磷的質量分數遠遠高于標準規定的HS202焊絲中磷的質量分數(0.3%),有的部位甚至達到10%以上。能譜分析沒有發現氯、硫等腐蝕性元素。
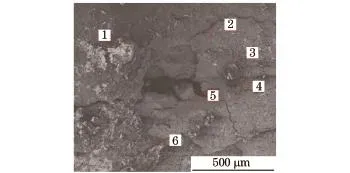
圖13 1號試樣小孔周圍的能譜分析部位Fig.13 Energy spectrum analysis positions around the hole in sample 1
(2)1號試樣內壁焊縫處的磷富集區域
通過掃描電鏡觀察發現,在1號試樣內壁焊縫處散布著直徑為50~200μm的析出物,如圖14所示。對析出物及其周邊區域進行能譜分析,結果如表7所示,可見析出物富含磷元素,其質量分數為16.7%。由Cu-P相圖[3]可知,磷元素含量接近此值的相為
Cu3P中間相,Cu3P為D021型金屬間化合物。
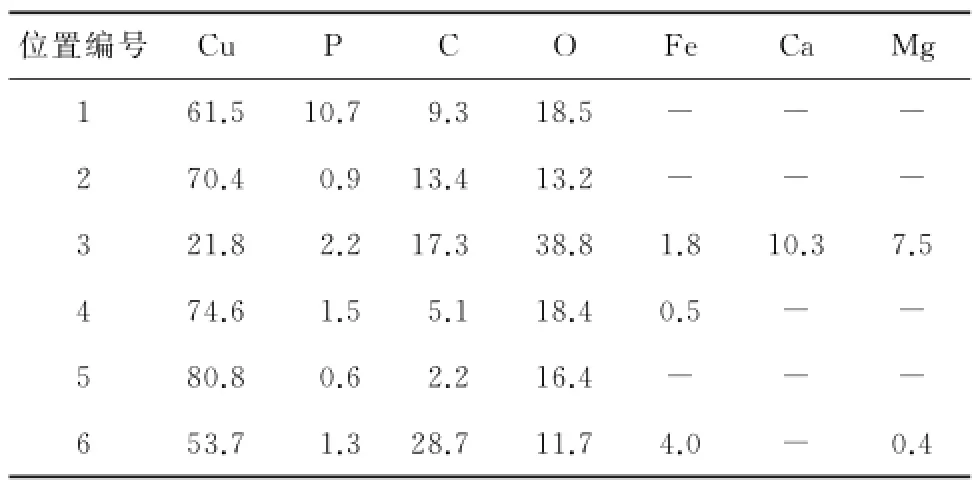
表6 1號試樣小孔周圍各點的能譜分析結果(質量分數)Tab.6 Energy spectrum analysis results around the hole in sample 1(mass) %
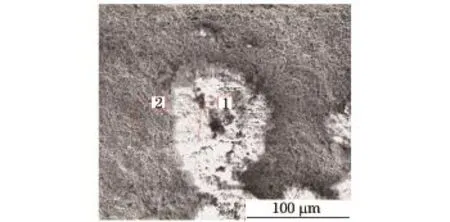
圖14 1號試樣析出物形貌及能譜分析部位Fig.14 Precipitate morphology and energy spectrum analysis positions of sample 1
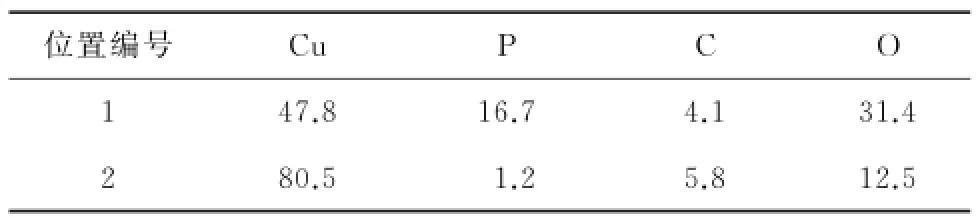
表7 析出物及其周邊區域的能譜分析結果(質量分數)Tab.7 Energy spectrum analysis results of the precipitate and its vicinity in sample 1(mass) %
2.5.2 2號試樣
對2號試樣的焊縫截面進行線掃描,結果如圖15所示,其中底部直線為線掃描路徑,頂部為銅含量曲線,中部為磷含量曲線。由線掃描結果可見,焊縫上磷元素的質量分數明顯高于母材的,點4處磷元素的質量分數達到了10%以上。
使用掃描電鏡觀察2號試樣的截面形貌,在管內壁也發現了裂紋,如圖16所示。使用能譜儀對裂紋尖端區域進行能譜分析,分析部位見圖17,分析結果見表8。該裂紋位于焊縫上,能譜分析結果顯示裂紋尖端和裂紋附近存在大量的磷元素,裂紋尖端的白色團狀物為Cu3P。硬而脆的Cu3P將增加材料的冷脆傾向,在應力作用下容易產生裂紋。
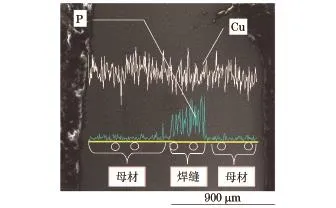
圖15 2號試樣焊縫截面的線掃描結果Fig.15 Line scanning result of the welding seam section of sample 2
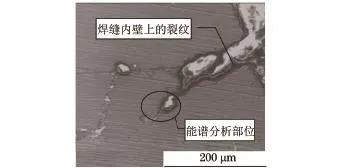
圖16 2號試樣內壁焊縫上的裂紋形貌Fig.16 Morphology of cracks on the inner wall of welding seam of sample 2
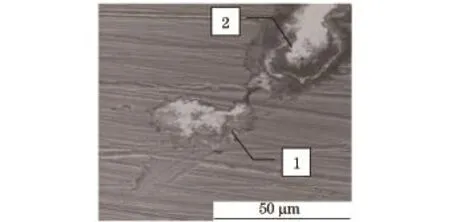
圖17 2號試樣能譜分析部位Fig.17 Energy spectrum analysis positions of sample 2
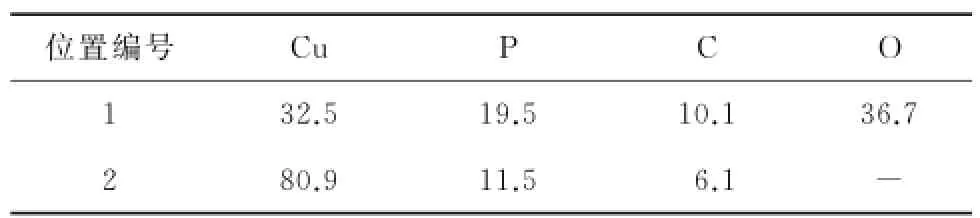
表8 2號試樣的能譜分析結果(質量分數)Tab.8 Energy spectrum analysis results of sample 2(mass)%
合格的HS202焊絲中磷的質量分數為0.3%,其余為銅,焊絲凝固后的顯微組織應為磷在銅中的α固溶體,為單相組織。但根據能譜分析的結果,失效管段焊縫中的磷元素含量嚴重超標,某些區域的磷質量分數甚至達到了15%以上,焊縫中不僅有α固溶體,還存在著Cu3P中間相。
2.6 顯微硬度測試
在2號試樣制成的截面金相試樣上對焊縫及其兩側熱影響區進行顯微硬度測試,結果見圖18。顯微硬度測試結果表明,熱影響區硬度為58.0~66.7 HV10,焊縫硬度為105.5~118.4 HV10,可見焊縫處硬度明顯高于熱影響區硬度。這是由于焊縫處大量的磷與銅形成Cu3P金屬間化合物或含磷固溶體,使焊縫處的硬度大大提高,這也從另一角度說明所用的焊絲有誤。
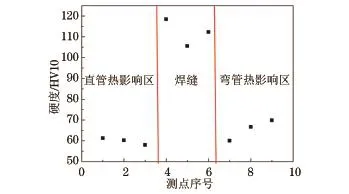
圖18 焊縫及熱影響區的硬度Fig.18 Hardness of the welding seam and heat affected zones
2.7 氧化膜成分分析
泄露管切開后發現管內表面覆蓋一層黑色氧化膜,焊縫處氧化膜為磚紅色,見圖4。但在直管和彎管試樣的截面上(放大800倍)觀察不到氧化膜,這說明該氧化膜非常薄。
利用X射線衍射分析了2號試樣內表面(彎管處)離焊縫較遠處黑色氧化膜的相結構,結果見圖19,可見黑色膜為銅基體和Cu O相。由于氧化膜較薄,Cu O的衍射峰不明顯,X射線穿過氧化膜到達銅基體,顯示出較強的銅基體衍射峰。
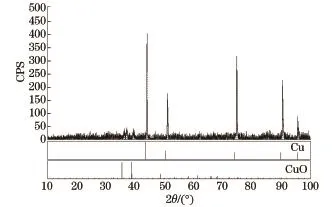
圖19 氧化膜的X射線衍射分析結果Fig.19 X-ray diffraction analysis result of the oxide film
Cu O是紫銅在純水中的常見氧化物之一,有一定的保護作用[4]。在沒有其他因素影響的情況下, Cu O的溶解度決定了回路中的銅離子含量[5-7]。Cu O的溶解度受p H、溫度、溶解氧含量和電導率的影響,在p H為7的除鹽水中,Cu O溶解度約為10.9 mol·L—1(銅 離 子 質 量 濃 度 約 為0.063 5 mg·L—1)[5]。
3 分析與討論
焊縫中存在大量的氣孔,觀察發現,氣孔出現的位置主要是在靠近銅管外壁的焊縫上,特別在銅基體附近更多,而管內壁焊縫上的氣孔含量則較少,這與焊接時外壁冷卻速率高于內壁的有關。大量氣孔的存在為微裂紋的發展提供了方便,微裂紋很容易穿過這些氣孔而快速發展,直至形成貫穿管壁的泄漏通道而導致銅管的最終失效。紫銅管焊接采用了氣焊,也有利于氣孔的產生。
失效管段焊縫上磷元素含量嚴重超標,造成焊縫上不僅有α固溶體,還存在著Cu3P脆性中間相,破壞了焊縫的連續性。且銅的導熱能力強,熔合區冷卻速率很高,合金迅速凝固,不易形成平衡組織,析出Cu3P中間相時來不及和其附近的基體相協調變形而產生晶格畸變,進而導致內應力的產生。在應力和脆性Cu3P中間相的共同作用下,容易沿焊縫產生冷脆微裂紋。在介質的沖刷下,較軟的α固溶體率先被沖刷走,沖刷到一定程度后較硬的Cu3P相由于缺乏支撐也被整體沖走,從而形成凹坑。在高速流動介質的不斷作用下,焊縫上逐漸被沖刷出一定深度的凹槽。凹槽中容易積聚介質中的有害離子,使抗腐蝕性能較差的雙相合金更容易受到腐蝕,造成凹槽進一步發展成微裂紋而向焊縫深處發展。
4 結論
綜合以上分析,換熱器銅管泄漏的主要原因有兩點:一是焊接質量差導致焊縫中出現大量氣孔;二是焊絲原材料質量控制不嚴,導致焊縫中磷元素偏聚成Cu3P中間相,嚴重損害了焊縫質量。焊縫中的氣孔和Cu3P中間相,在經受沖刷和腐蝕時成為了形成泄露的通道,最終導致了換熱器銅管的泄漏。
[1] 巴發海,柴澤,陳俊偉.TU2銅管泄漏原因分析[J].理化檢驗-物理分冊,2014,50(4):306-309.
[2] 錢錕,馮凌超,韓波.R290銅管道爆裂原因分析[J].理化檢驗-物理分冊,2016,52(4):270-273.
[3] SUBRAMANIAN P R,CHAKRABARTI D J, LAUGHLIN D E.Phase Diagrams of Binary Copper Alloys[M].Cleveland:ASM International,1994.
[4] 張玉福.紫銅在內冷水介質中腐蝕行為的交流阻抗測試和分析[J].湖南電力技術,1991,1(5):7-13.
[5] 謝學軍,朱慶勝,樊華,等.水內冷發電機空芯銅導線腐蝕行為研究[J].腐蝕科學與防護技術,2005,17 (6):429-431.
[6] 謝學軍,曹順安,潘玲,等.水內冷發電機空芯銅導線的防腐蝕[J].材料防護,2007,40(10):75-77.
[7] 陳社生.發電機銅導線受內冷水腐蝕的機理及防護[J].廣東電力,2002,15(2):16-19.
Analysis on Leakage Reasons of the Heat Transfer Tube of Cooling System of the Nuclear Island Facility in a Power Station
WANG Hao,WEI Guang-qiang,XU Qi
(Science and Technology on Reactor Fuel and Materials Laboratory,Nuclear Power Institute of China,Chengdu 610213,China)
In a power station,leakage failure occurred to a heat transfer tube of the nuclear island cooling system frequently.The leaked heat transfer tube was made up of red copper,and the leak points lay on the welding seam between the elbow tube and straight tube.The leakage reasons were studied by chemical composition analysis, metallographic examination,electron microscope and energy spectrum analysis,X-ray diffraction analysis and so on.The results show that:the basic metal of the copper tube didn't suffer damage;the leakage path developed alone the welding seam,and the width of the leakage path in the inner tube was wider than that in the outer tube;the failure was originated from the defect of the welding seam in inner tube;the excess of phosphorous resulted in the defect in the welding seam,and plenty of bubbles existed in the welding seam,which were the main reasons of the leakage.
cooling system;heat transfer tube;red copper;welding seam;leakage
TG115.2
:B
:1001-4012(2017)01-0051-07
10.11973/lhjy-wl201701012
2016-03-15
王浩(1985—),男,碩士,主要從事核結構材料研發及應用研究,wanghao1224@qq.com。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
