三色異形仿真絲織物的開發(fā)
2017-02-10 02:53:35甘佳佳楊崇倡東華大學(xué)機械學(xué)院上海20620紡織裝備教育部工程研究中心上海20620
絲綢 2017年1期
甘佳佳, 馮 培, 楊崇倡,2(.東華大學(xué) 機械學(xué)院,上海 20620;2.紡織裝備教育部工程研究中心,上海 20620)
研究與技術(shù)
三色異形仿真絲織物的開發(fā)
甘佳佳1, 馮 培1, 楊崇倡1,2
(1.東華大學(xué) 機械學(xué)院,上海 201620;2.紡織裝備教育部工程研究中心,上海 201620)
采用截面異形化纖維是生產(chǎn)仿真絲織物的途徑之一,滌綸異形絲是一種生產(chǎn)仿真絲織物的原料。文章根據(jù)多組分復(fù)合熔融紡絲工藝,設(shè)計了滌綸三葉形纖維的紡絲組件;通過POLYFLOW軟件模擬,優(yōu)化紡絲工藝參數(shù),確定纖維的截面形狀。實驗中兩個組分分別添加不同顏色色母粒,另一組分則不添加,三組分復(fù)合熔紡開發(fā)出一種三色三葉纖維。三個葉片分別呈現(xiàn)不同顏色,增加了纖維的光澤度和炫彩效果,可用于制作晚禮服和需要閃光點綴的紡織品及仿真絲織物。且相對常規(guī)滌綸纖維,三色三葉纖維有更優(yōu)異的透氣性和透濕性。
三色纖維;三葉形;滌綸;異形絲;紡絲工藝;仿真絲織物
蠶絲之所以有柔和如絲般的光澤,好的吸濕性及絲鳴感,主要是因為其截面形狀近似三葉形或三角形,而非一般合成纖維呈圓形。目前,可以通過纖維截面的異形化進行仿制類似蠶絲、麻絲、皮毛等天然纖維。三葉異形截面纖維具有優(yōu)良的光學(xué)特性,用在需要閃光點綴的產(chǎn)品和仿真絲織物產(chǎn)品中,會發(fā)出絲綢般的光澤[1]。滌綸纖維由于其大分子鏈結(jié)構(gòu)的有序性和高度取向,使其具有挺括、洗可穿、抗皺性好的特性。因其力學(xué)性能和密度最接近于蠶絲,因此成為合成纖維中最早應(yīng)用于仿真絲且產(chǎn)量最大的纖維品種[2-3]。細(xì)旦化、截面異形化、原絲改性是滌綸仿真絲的三大發(fā)展方向[4-5]。
目前滌綸仿真絲熔紡生產(chǎn)工藝僅能生產(chǎn)單色原絲。本文通過復(fù)合紡絲的方式開發(fā)一種三葉形纖維,在纖維成形階段賦予其三種顏色。結(jié)合三葉纖維絲綢般的光澤,手感輕柔舒適,可用于仿真絲織物領(lǐng)域,且加入熒光色的三色纖維還可以用于防偽領(lǐng)域。
1 紡絲工藝及組件設(shè)計
1.1 三組分紡絲工藝
三種聚合物切片分別添加色母粒,在自動干燥箱中干燥后通過螺桿擠壓機熔融擠出,再經(jīng)計量泵熔體計量后進入復(fù)合紡絲箱體。在紡絲組件中,通過各自的流道在噴絲孔的入口處,三種熔體通過特定的復(fù)合方式一起擠出。在吹風(fēng)裝置的冷卻下,固化成形,形成界面清晰的復(fù)合纖維,經(jīng)過上油裝置并由卷繞機卷繞成絲筒[6]。三組分紡絲工藝流程如圖1所示。
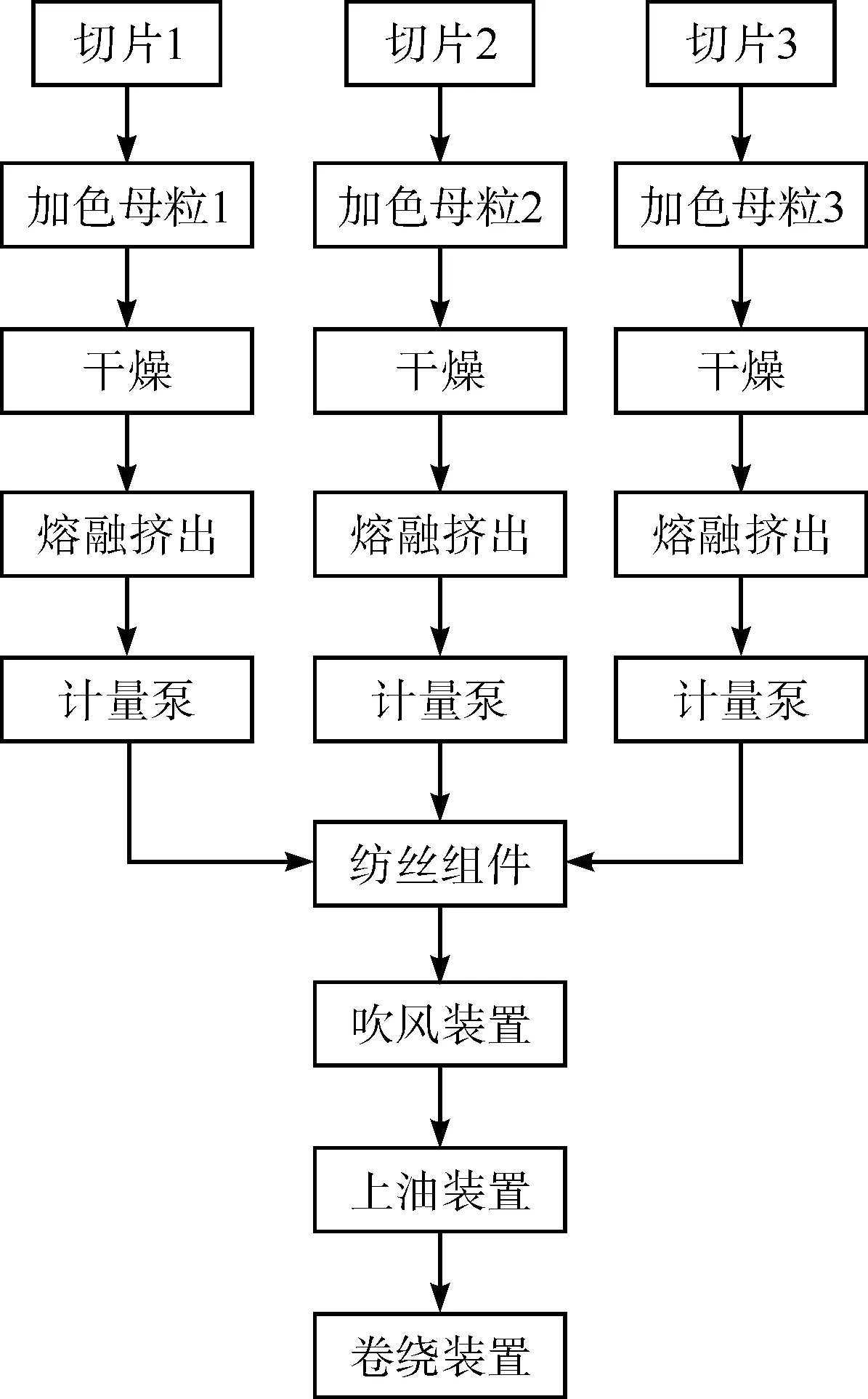
圖1 三組分紡絲工藝流程Fig.1 Three-component spinning process
1.2 紡絲組件設(shè)計
在多組分復(fù)合熔融紡絲工藝中,最主要的是多組分復(fù)合紡絲組件的開發(fā),而分配板和噴絲板的設(shè)計是紡絲成形的關(guān)鍵因素[7]。紡絲組件中噴絲板及分配板設(shè)計如圖2所示。
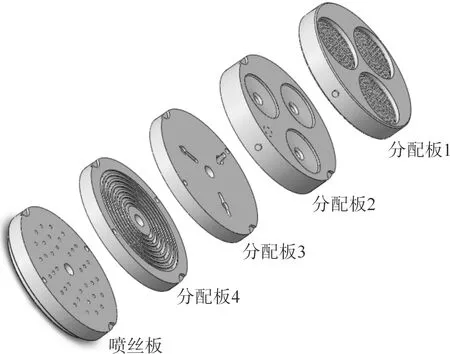
圖2 噴絲板及分配板設(shè)計Fig.2 Design of spinneret and distributing plates
分配板的作用是將熔體均勻地分配到噴絲孔上。本文紡制的是三葉形纖維,三葉形的每個葉片上是一種組分,借鑒圓形三組分等分組件的設(shè)計方法,設(shè)計分配板[8]。分配板1上端面設(shè)計三個多孔凹槽,用于安放三個組分的五層包邊過濾網(wǎng),過濾熔體雜質(zhì)。分配板2將分配板1過濾后的熔體收口后分別引入分配板3。分配板3開孔較少,具有很好的耐壓性。分配板3將流入的三組分熔體合理地分配到不同直徑的熔體圈內(nèi),以便于使得熔體進入分配板4時,三種組分的熔體分別流入一組三葉形槽中,然后進入噴絲板,經(jīng)噴絲板擠出成形。三個組分成120°等分分布,即每個組分占有三葉形的一個葉片。
熔紡用的異形噴絲孔的底部—般為平面,孔排布方式為36孔同心圓等孔距排列。如圖3所示,取葉寬W=0.10 mm,葉長H=0.40 mm,圓角R=0.25 mm。為了熔體經(jīng)過微孔時具有良好的流動性,將三葉形微孔的端部設(shè)計成圓弧形。

圖3 噴絲板微孔形狀Fig.3 Micro-hole shape of spinneret
1.3 模擬確定工藝參數(shù)
本文所制備的纖維為4.5 dtex三葉形滌綸纖維,纖維異形度為30%。纖維異形度[9]可用下式表示:
(1)
式中:B為纖維異形度,%;r為異形截面內(nèi)切圓半徑,mm;R為異形截面外接圓半徑,mm。
在微孔形狀和質(zhì)量流量等主要參數(shù)確定的基礎(chǔ)上,通過POLYFLOW模擬優(yōu)化紡絲溫度和冷卻速度。假設(shè)熔融紡絲時,熔體是不可壓縮的穩(wěn)態(tài)層流,忽略質(zhì)量力和慣性力,熔體滿足質(zhì)量方程、動量方程、能量方程。考慮非等溫聚合物熔體溫度與黏度的依賴關(guān)系,本構(gòu)方程采用Bird-Carreau和Arrhenius模型。根據(jù)表1所示滌綸材料參數(shù)和模擬紡絲工藝參數(shù),模擬不同冷卻風(fēng)速和不同紡絲溫度下三葉形纖維成形后的截面形狀,得到的纖維截面異形度如圖4所示。
表1 滌綸材料及模擬紡絲工藝參數(shù)
Tab.1 The material parameters of polyester and simulation parameters of spinning process
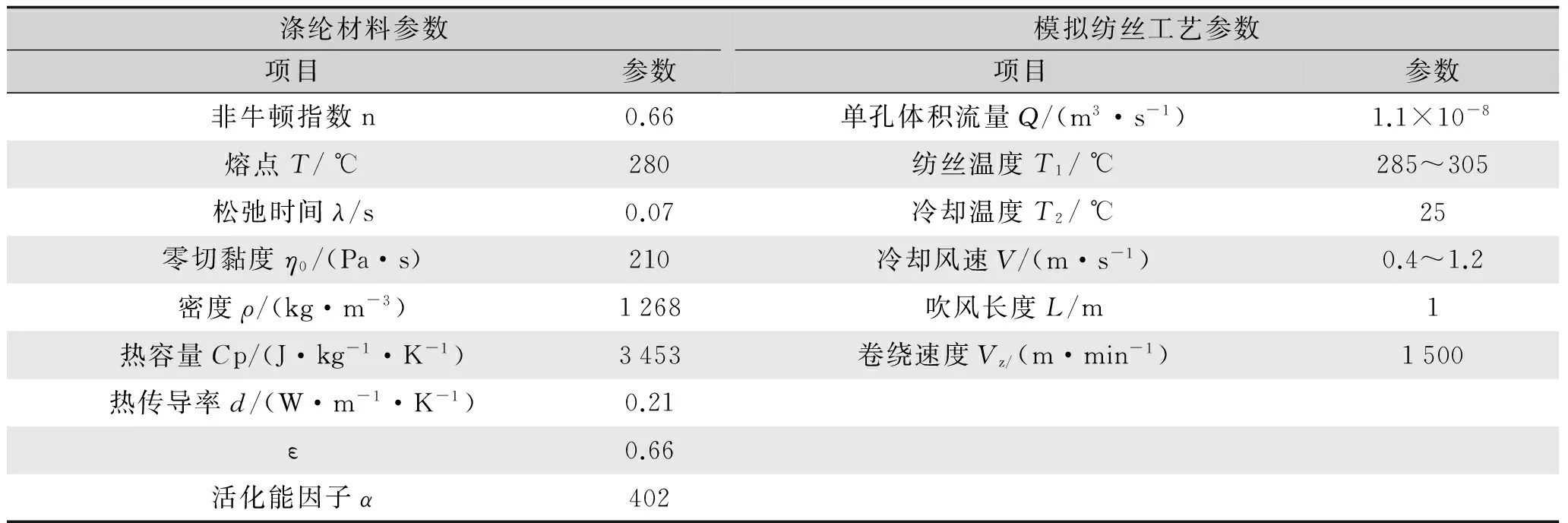
滌綸材料參數(shù)項目參數(shù)模擬紡絲工藝參數(shù)項目參數(shù)非牛頓指數(shù)n0.66單孔體積流量Q/(m3·s-1)1.1×10-8熔點T/℃280紡絲溫度T1/℃285~305松弛時間λ/s0.07冷卻溫度T2/℃25零切黏度η0/(Pa·s)210冷卻風(fēng)速V/(m·s-1)0.4~1.2密度ρ/(kg·m-3)1268吹風(fēng)長度L/m1熱容量Cp/(J·kg-1·K-1)3453卷繞速度Vz/(m·min-1)1500熱傳導(dǎo)率d/(W·m-1·K-1)0.21ε0.66活化能因子α402
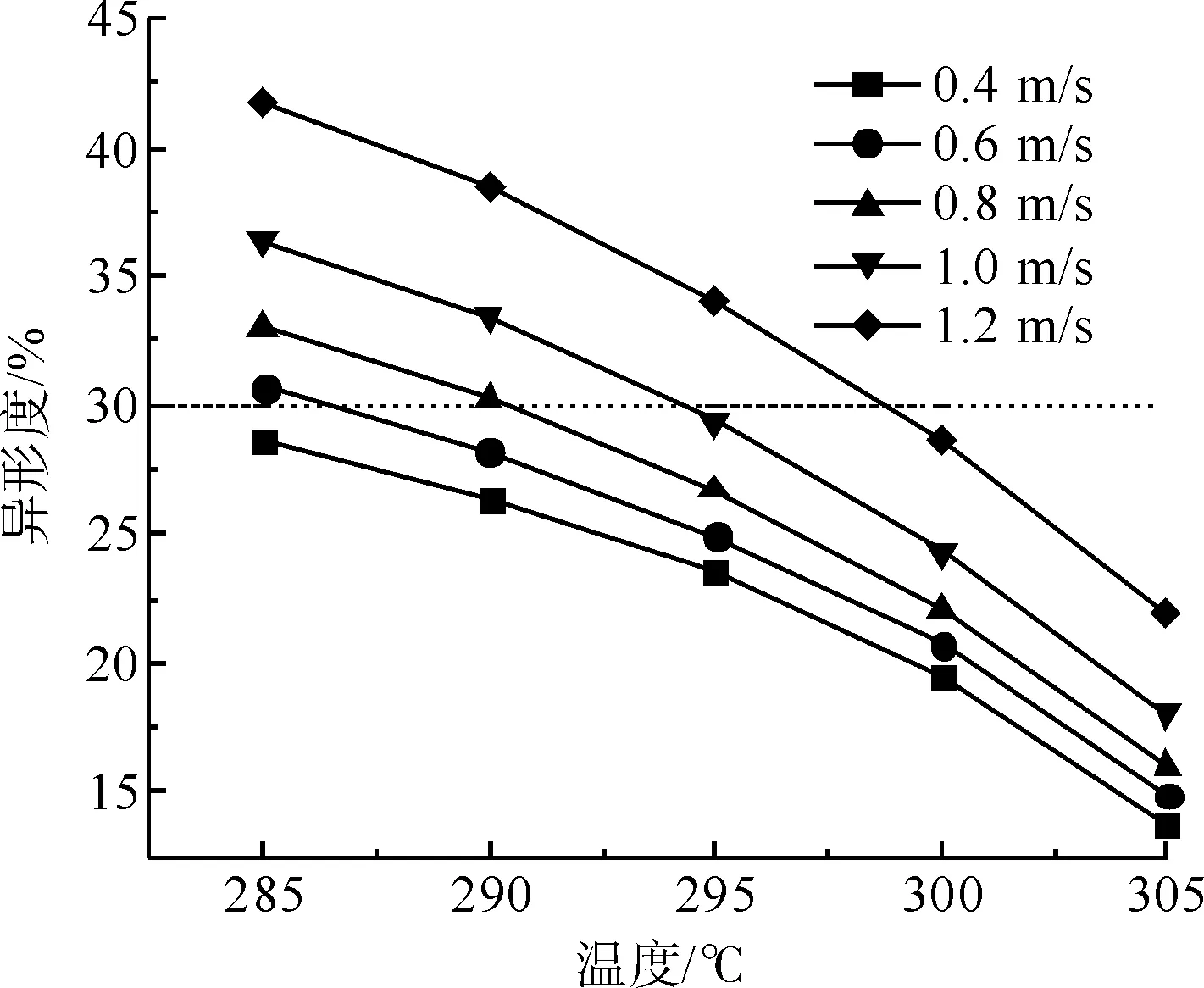
圖4 不同冷卻風(fēng)速下異形度隨紡絲溫度的變化Fig.4 Change of profile degree with spinning temperature under different cooling air speed
根據(jù)工廠紡絲經(jīng)驗,最低紡絲溫度約為285 ℃,低于此溫度絲條發(fā)脆,后拉伸易產(chǎn)生毛絲、斷頭,溫度過高滌綸發(fā)生降解。冷卻風(fēng)速越高,則凝固長度越短,能使絲的截面獲得較大的異形度,而過高的風(fēng)速易產(chǎn)生飄絲和纏絲現(xiàn)象[10]。從圖4可以看出,隨著紡絲溫度的增加,纖維異形度減小。當(dāng)冷卻速度從0.4 m/s增加到1.2 m/s,在不同紡絲溫度下,異形度均逐漸增大。相比紡絲溫度,冷卻風(fēng)速對纖維變形的影響較小。當(dāng)紡絲溫度為290 ℃,冷卻速度為0.8 m/s,纖維截面的異形度為30.2%,最接近30%,模擬的纖維截面如圖5所示。
2 實驗制備
2.1 原 料
原料為聚酯切片(PET,由上海石油化工股份有限公司提供),其特性黏度為0.65 dL/g,熔點為280 ℃。三個組分均為聚酯切片,比例為1︰1︰1,且其中兩個組分分別以5%的比例添加不同顏色的色母粒。
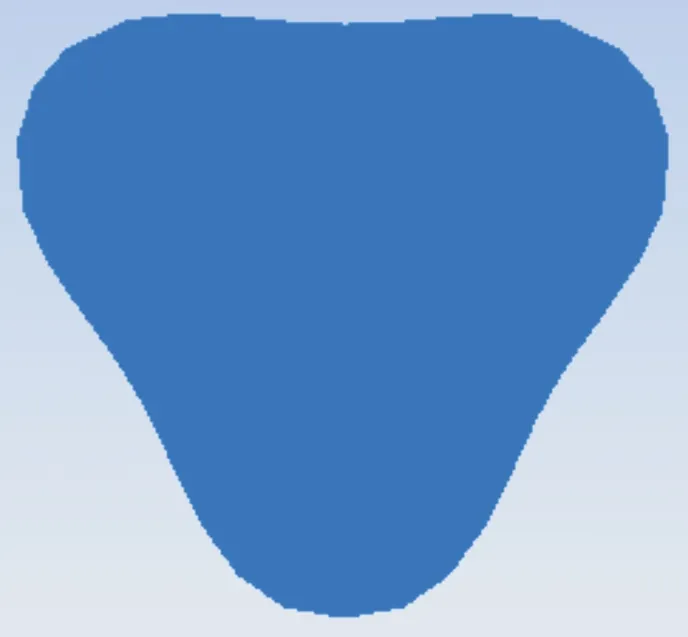
圖5 模擬所需的纖維截面形狀Fig.5 Cross section of fiber required by simulation
2.2 儀 器
JM-500ZDGX自動干燥箱(上海金瑪電光技術(shù)研究所),三組分紡絲機(上海金緯化纖機械制造有限公司),Y172型纖維切片器(常州德杜精密儀器有限公司),BA210LED生物顯微鏡(Motic麥克奧迪實業(yè)集團有限公司),YG(B)461E型數(shù)字式織物透氣性(溫州際高檢測儀器有限公司),YG 601-Ⅱ型電腦式織物透濕儀(常州市第一紡織設(shè)備有限公司)。
2.3 工藝參數(shù)
由紡絲工藝路線及模擬結(jié)果確定的紡絲工藝參數(shù)如表2所示。
表2 紡絲工藝參數(shù)
Tab.2 The spinning parameters
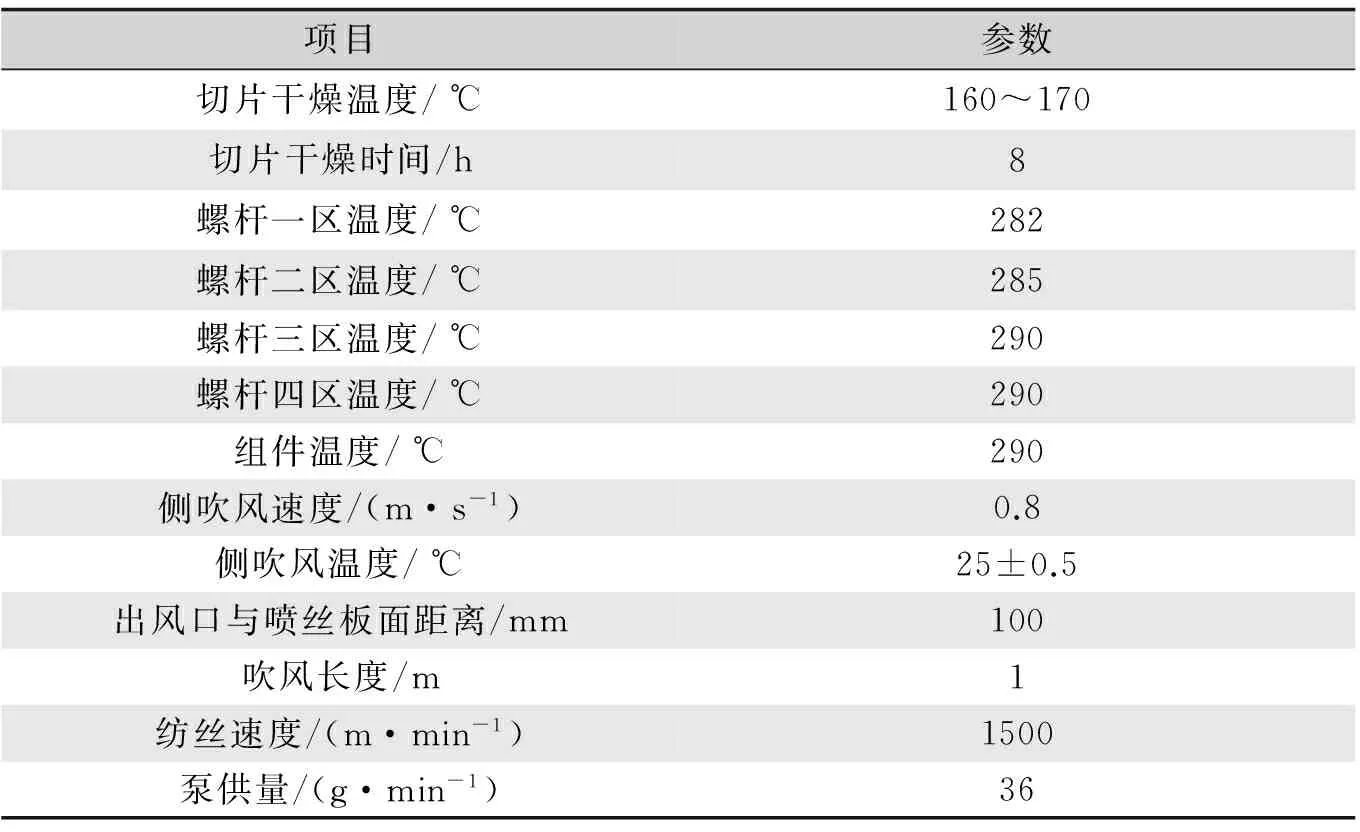
項目參數(shù)切片干燥溫度/℃160~170切片干燥時間/h8螺桿一區(qū)溫度/℃282螺桿二區(qū)溫度/℃285螺桿三區(qū)溫度/℃290螺桿四區(qū)溫度/℃290組件溫度/℃290側(cè)吹風(fēng)速度/(m·s-1)0.8側(cè)吹風(fēng)溫度/℃25±0.5出風(fēng)口與噴絲板面距離/mm100吹風(fēng)長度/m1紡絲速度/(m·min-1)1500泵供量/(g·min-1)36
3 實驗結(jié)果及分析
3.1 纖維形貌
利用Y172型纖維切片器將實驗制備的三葉纖維切成厚度為10~60 μm的切片,在BA210 LED生物顯微鏡下觀測纖維截面形狀,獲取界面清晰的圖像,纖維截面如圖6所示,纖維表面如圖7所示。
圖6(a)是兩種組分分別加了熒光和藍(lán)色色母粒,一種組分未加色母粒的纖維截面圖;圖6(b)是兩種組分分別加了紅色和藍(lán)色色母粒,一種組分未加色母粒的纖維截面圖。
如圖6所示,纖維截面形狀一致呈脹大三葉形,每種組分占一個葉片。本實驗中三個組分均為滌綸,導(dǎo)致各組分之間的粘結(jié)面未出現(xiàn)破裂情況,截面情況良好。
如圖7所示,三葉形纖維表面具有類似棱鏡的形狀,在光的照射下,纖維的三個幾何面折光率不一
樣,從而使光產(chǎn)生折射與分光,相對比圓形截面纖維,折射出來的光線更炫目多彩。從纖維表面可以看出明顯的三種顏色,界面清晰,顏色區(qū)分度較好,相對單色纖維,色彩更加炫麗。
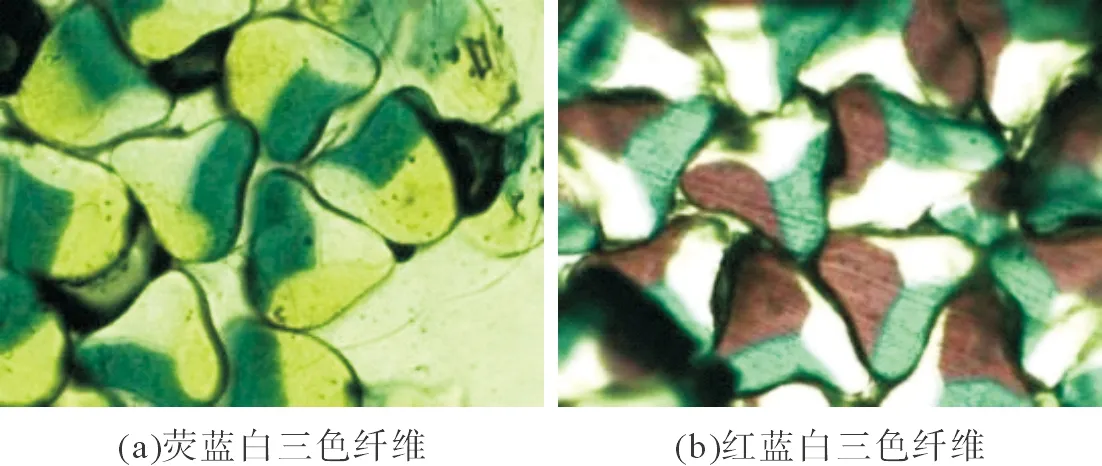
圖6 纖維截面示意Fig.6 Cross section of fiber
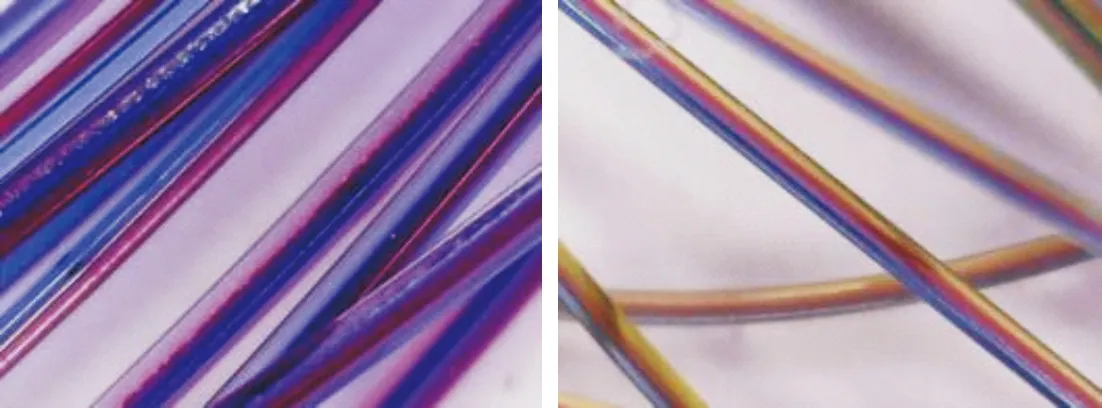
圖7 三色纖維表面示意Fig.7 Surface diagram of the fiber with three colors
3.2 透氣性和透濕性測試
制備普通滌綸和三色三葉滌綸織物試樣,保證織物經(jīng)密、緯密、組織結(jié)構(gòu)等相同。按照GB/T 5453—1997《紡織品 織物透氣性的測定》,采用YG(B)461E型數(shù)字式織物透氣性測試儀測試織物各試樣的透氣量,實驗溫度22 ℃,相對濕度60%,設(shè)置織物試樣兩側(cè)壓差100 Pa,有效面積均為20 mm2。同時按照GB/T 12704.1—2009《紡織品 織物透濕性試驗方法 第1部分:吸濕法》,采用YG 601-Ⅱ型電腦式織物透濕儀測試兩種試樣透濕性能,實驗溫度38 ℃,相對濕度90%,氣流速度0.4 m/s,各試樣直徑均為70 mm。每個試樣測量10次取平均值,透氣透濕性測試結(jié)果如表3所示。
表3 織物透氣量和透濕量
Tab.3 The moisture transmission and air-permeability of fabric

項目透氣量/(mm·s-1)試樣1試樣2試樣3平均透濕量/(g·m-2·d)試樣1試樣2試樣3平均常規(guī)滌綸183.3157.9162.6167.93280.93268.23259.53269.5三葉滌綸337.2325.6315.5326.13989.43969.73995.13984.7
從表3可以看出,三葉滌綸纖維織物的透氣性和透濕性明顯高于常規(guī)滌綸纖維。由于三葉纖維截面形狀為三葉形,與常規(guī)滌綸纖維的圓形截面相比,其表面具有溝槽結(jié)構(gòu),比表面積增大,使得織物吸濕性較好,且纖維之間的孔隙率更大,紗線蓬松,具有更好的透氣性。
4 結(jié) 論
通過POLYFLOW模擬纖維成形后的截面形狀,確定紡絲溫度為290 ℃,冷卻風(fēng)速為0.8 m/s時,纖維異形度可達(dá)30.2%。通過三組分復(fù)合熔融紡絲技術(shù),在不同組分中添加不同顏色色母粒,使纖維成形后,三個葉片顏色各異,光澤度鮮明。開發(fā)出的彩色異形纖維較普通滌綸纖維,其透氣性和透濕性更好。
實驗紡制的三葉形纖維比例不一致,后續(xù)可以通過改進組件設(shè)計,使熔體分配更為均勻,三葉形纖維三個葉片顏色分布均勻一致。
[1]周穎,葛紅丹.異形合成纖維的性能及應(yīng)用[J].遼寧絲綢,2015(1):34-35. ZHOU Ying, GE Hongdan. Performance and application of profiled synthetic fiber[J]. Liaoning Tussah Silk,2015(1):34-35.
[2]劉麗軍,姚金波.滌綸仿真絲綢的發(fā)展歷程、現(xiàn)狀與展望[J].染整技術(shù),2009,31(1):12-14. LIU Lijun, YAO Jinbo. The development course, present situation and prospect of silk-like PET fibers[J]. Textile Dyeing and Finishing Journal,2009,31(1):12-14.
[3]陳桂香,顧平.滌綸仿真絲產(chǎn)品的開發(fā)技術(shù)[J].江蘇絲綢,2006(1):7-8. CHEN Guixiang, GU Ping. The development technology of polyester emulation silk products[J]. Jiangsu Silk,2006(1):7-8.
[4]王華清,吳建華,董超萍.細(xì)旦滌綸仿真絲染色織物的增深整理[J].絲綢,2009(6):32-33. WANG Huaqing, WU Jianhua, DONG Chaoping. Depth-finishing of superfine terylene dyeing fabric[J]. Journal of Silk,2009(6):32-33.
[5]蘇米.仿真絲:閃光與背光交織的發(fā)展路[J].中國纖檢,2012(20):24-25. SU Mi. Imitated silk: flash and backlight mixed development[J]. China Fiber Inspection,2012(20):24-25.
[6]郭大生.化纖發(fā)展與裝備進步[J].合成纖維,2006,35(4):1-8. GUO Dasheng. Improvement of chemical fiber development and equipment[J]. Synthetic Fiber in China,2006,35(4):1-8.
[7]王磊,劉婷婷,紀(jì)俊洋,等.三組分復(fù)合紡絲組件設(shè)計關(guān)鍵技術(shù)研究[J].合成纖維工業(yè),2013,36(6):48-51. WANG Lei, LIU Tingting, JI Junyang, et al. Key technology of designing spinning pack for three-component composite spinning process[J]. China Synthetic Fiber Industry,2013,36(6):48-51.
[8]高波,陳文源,楊崇倡.三組分復(fù)合防偽纖維組件設(shè)計研究[J].合成纖維工業(yè),2013,36(2):58-60. GAO Bo, CHEN Wenyuan, YANG Chongchang. Spinneret pack design for anti-counterfeiting three-component composite fiber[J]. China Synthetic Fiber Industry,2013,36(2):58-60.
[9]劉堯逢,瞿暢,王君澤.Y形纖維截面異形度的測量方法[J].紡織學(xué)報,2011,32(8):136-141. LIU Yaofeng, QU Chang, WANG Junze. Measurement of abnormal degree of Y-shaped fiber cross-section[J]. Journal of Textile Research,2011,32(8):136-141.
[10]郝應(yīng)超,徐春建.探討幾種異形滌綸長絲的開發(fā)及應(yīng)用[J].聚酯工業(yè),2015,28(3):37-39. HAO Yingchao, XU Chunjian. Discussion on the development and application of several kinds of profiled polyester filament[J]. Polyester Industry,2015,28(3):37-39.
Development of tricolor profiled fiber silk-like fabric
GAN Jiajia1,2, FENG Pei1,2, YANG Chongchang1,2
(1.College of Mechanical Engineering, Donghua University, Shanghai 201620, China; 2.Engineering Research Center of Advanced Textile Machinery, Ministry of Education, Shanghai 201620, China)
Making the cross section of fiber to be difform is one of the methods to produce silk-like fabric. Polyester profiled fiber is a kind of raw materials for producing silk-like fabric. According to the multicomponent composite melt-spinning technology, the spinning pack for trilobal polyester fiber was designed. This article optimized spinning process parameters and determined the cross section of fiber by POLYFLOW software simulation. In the experiments, different color masterbatchs were added to the two components respectively, and the another component added nothing. In this way, a trilobal fiber with three colors was developed by three-component composite melt-spinning. Because three blades prevented different colors, the glossiness and colorful effect of the fiber increased. Thus, the fiber can be used for making evening dress and silk-like fabric embellished with glitter. Compared with conventional polyester fiber, trilobal fiber has more excellent air permeability and moisture permeability.
trichromatic fiber; trilobal; polyester; profiled fiber; spinning technology; silk-like fabric
10.3969/j.issn.1001-7003.2017.01.006
2016-07-04;
2016-12-08
甘佳佳(1991—),女,碩士研究生,研究方向為復(fù)合異形纖維的裝備及工藝。通信作者:楊崇倡,研究員,ycc@dhu.edu.cn。
TQ340.642
A
1001-7003(2017)01-0031-05引用頁碼:011106
