活化MDEA半貧液工藝脫碳模擬與研究
2017-02-16 10:56:12韓鵬飛蔣洪韓勇
石油化工應用 2017年1期
關鍵詞:工藝
韓鵬飛,蔣洪,韓勇
(1.西南石油大學石油與天然氣工程學院,四川成都610500;2.川慶鉆探四川油建分公司,四川成都610213)
活化MDEA半貧液工藝脫碳模擬與研究
韓鵬飛1,蔣洪1,韓勇2
(1.西南石油大學石油與天然氣工程學院,四川成都610500;2.川慶鉆探四川油建分公司,四川成都610213)
國內對常規活化MDEA法脫碳的應用已趨于成熟,但鮮有對活化MDEA半貧液工藝(二段吸收+(閃蒸+汽提))全面的分析和研究。為此,本文針對半貧液工藝采用ASPEN HYSYS軟件進行模擬,活化劑選用PZ(哌嗪),物性方程選擇DBR Amine package,得出模擬結果,并從活化劑配比、半貧液分流比、進料溫度、吸收塔板數和再生溫度等方面進行分析。結果表明:半貧液工藝適用于不高于40%的場合,PZ濃度宜選擇4%~6%,半貧液分流比宜選擇0.6~0.7,進料溫度宜選擇40℃~45℃,最佳的理論板數為20~25塊,最佳再生溫度為95℃~100℃。該研究結果對工藝的實際應用具有一定參考意義。
半貧液工藝;活化劑;循環量;凈化度;再生負荷
Key words:Semi-lean solution process;activator;circulation volume;purification;reboiler power
天然氣組分中一般都含有CO2,國內外常用的脫碳方法有:溶劑吸收法、低溫分離法、變壓吸附法、膜分離法等。其中,由于活化MDEA法對吸收速率快,壓力要求較低,腐蝕性小,烴溶解能力小等諸多優點,成為目前應用最廣泛的CO2處理方法[1]。
活化MDEA法一般分為一段吸收+多級閃蒸工藝、一段吸收+(閃蒸+汽提)再生工藝和二段吸收+(閃蒸+汽提)再生工藝(以下簡稱半貧液工藝)。半貧液工藝是利用經低壓閃蒸得到的MDEA半貧液,大部分從吸收塔中部進料,用于原料氣中CO2的粗脫,少量半貧液完成再生后從頂部進入吸收塔,進一步脫除原料氣中殘余CO2。與其他活化MDEA工藝相比,半貧液工藝具有:凈化度高,再生能耗較低,腐蝕性小的優點。
國內對活化MDEA脫碳的模擬研究方面,陳宏福等[2]利用HYSYS對常規MDEA工藝進行模擬研究,并進行簡單的參數分析;王正權[3]和馬云[4]分別利用PRO II和HYSYS對常規MDEA工藝適應性進行了研究;唐宏青[5]利用PRO II對合成氨裝置中常規MDEA半貧液工藝進行模擬,但未進行參數優化研究;韋向攀等[6]利用Unisim對活化MDEA常規工藝進行了模擬研究,活化劑選用DEA。以上學者取得了一定研究成果,但國內尚無以PZ為活化劑的半貧液工藝的模擬及研究。筆者通過國外知名的化工模擬軟件ASPEN HYSYS對此進行模擬,并進行了參數優化及工藝適應性研究。
1 半貧液工藝HYSYS模擬
1.1 工藝流程簡述(見圖1)
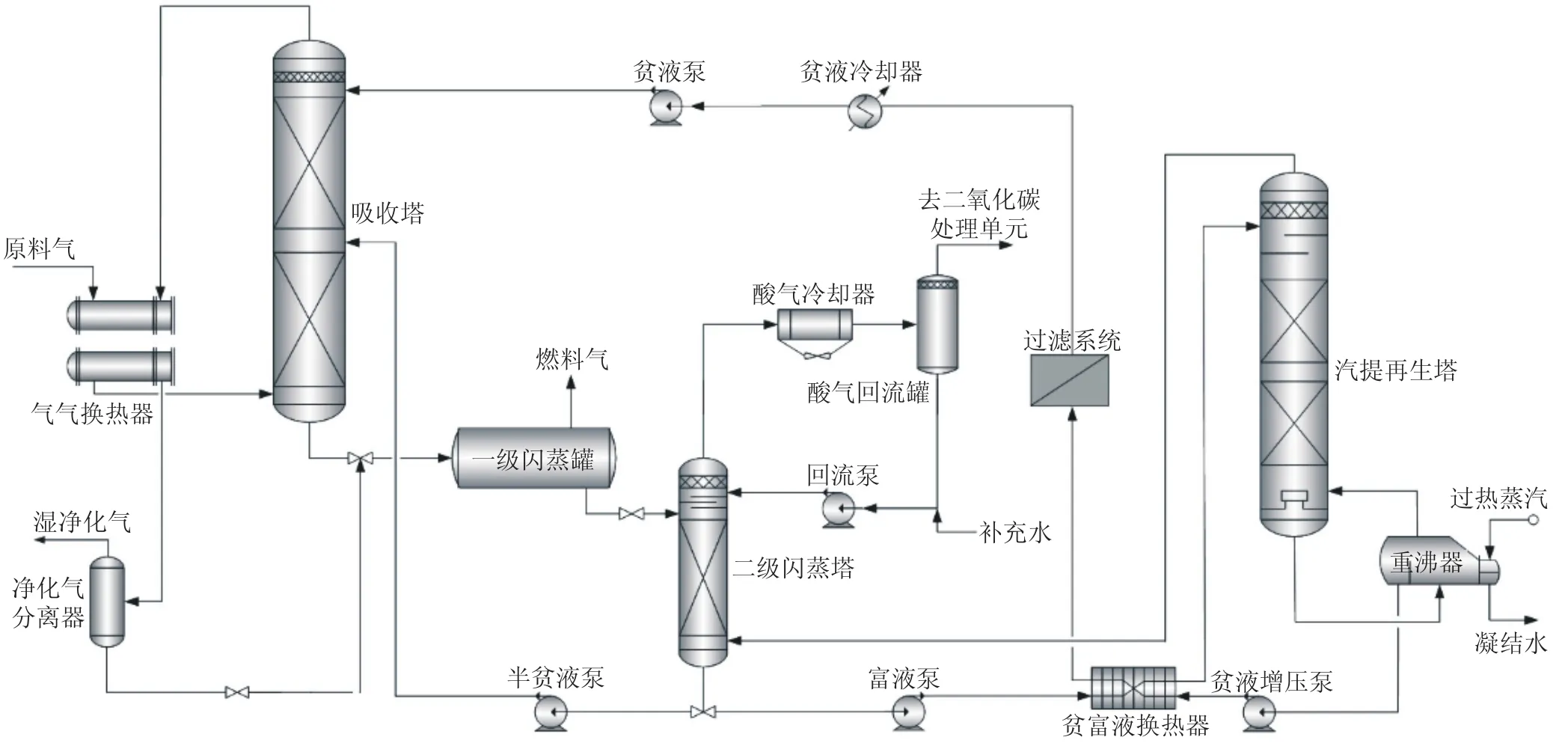
圖1 半貧液工藝模擬流程圖Fig.1 The flow chart of Semi-lean process simulation
原料氣首先進入氣氣換熱器,與凈化氣換熱,然后送至吸收塔塔底。進入吸收塔的原料氣先與活化MDEA半貧液逆流接觸,進行粗脫,再與活化MDEA貧液接觸進一步脫除其中的CO2。達到設計凈化要求的濕凈化氣離開吸收塔頂部,進行外輸。
由吸收塔底部流出的活化MDEA富液調壓后進入閃蒸塔,閃蒸塔氣相(主要是CH4和少量CO2)進入燃料氣系統。富液經調壓閥調壓后,進入二級閃蒸塔。二級閃蒸后得到半貧液經溶液泵增壓后,從吸收塔中部進料,用于原料氣中CO2的粗脫;其余液相與貧液換熱后從再生塔頂部進入,自上而下進入再生塔進行再生。離開再生塔頂部的氣體進入二級閃蒸塔,氣相再經再生氣冷卻器冷卻后進入再生氣分液罐,輸送至后續二氧化碳處理單元;再生塔底的MDEA貧液經循環泵升壓后經貧富液換熱器換熱,進入貧液冷卻器降溫,返回吸收塔頂部循環使用。
1.2 基礎數據(見表1)
1.2.1 氣質條件本文以國內第一個整體開發的高含CO2氣田氣質為基礎數據,原料氣進入脫碳裝置的溫度為15℃,壓力為5 700 kPa,處理規模為120×104m3/d,活化劑選用應用最為廣泛的PZ(piperazine)。

表1 原料氣基礎數據(干基)Tab.1 Natural gas composition(dry basis)
1.2.2 物性方程和熱力學方程的選擇醇胺法常采用的物性包有:Amine-Pkg、Acid gas和DBR Amine-Pkg。Amine-Pkg的使用溫度范圍為25℃~125℃,適用的胺較少;Acid gas混合胺的計算精度較差,收斂需要塔板數多,效率低;DBR Amine-Pkg是1981年D.B.Robinson等為AMSim模塊而設計的物性包,數據庫不斷收納最新的實驗室物性數據,模擬更加準確。所以,本文物性包選擇DBR Amine-Pkg,熱力學模型選擇Li-Mather半經驗模型[7]。
2 半貧液工藝模擬參數研究
對于活化MDEA半貧液工藝影響脫碳效果和工藝能耗的兩個最關鍵因素是MDEA溶劑循環量和重沸器負荷,分別調節活化劑配比、半貧液分流比、活化MDEA進塔溫度、吸收塔板數和再生溫度,研究對循環量、再生能耗和外輸氣凈化度的影響規律,并對CO2含量的適應性研究和工藝的進行參數優化。
2.1 工藝對CO2含量的適應性
隨著原料氣中CO2含量的增加,需要增加活化MDEA循環量,以提高吸收溶液濃度,增加再生負荷便可以滿足脫碳要求,但如果富液酸氣負荷(本文用酸氣負荷來代表吸收CO2的量,酸氣負荷=CO2的摩爾含量/活化MDEA的摩爾含量)過大,再生塔再生溫度過高,不但會使能耗大幅提高,而且會加速設備腐蝕速率[8]。本文在控制再生溫度為110℃的條件下,分別模擬原料氣碳含量為20%,30%,40%,50%,60%(摩爾分數)的工況下,使外輸氣滿足二類指標(CO2含量小于3%),比較循環量,再生負荷,富液酸氣負荷和裝置綜合能耗的變化。不同CO2含量下的半貧液工藝技術指標(見表2)。
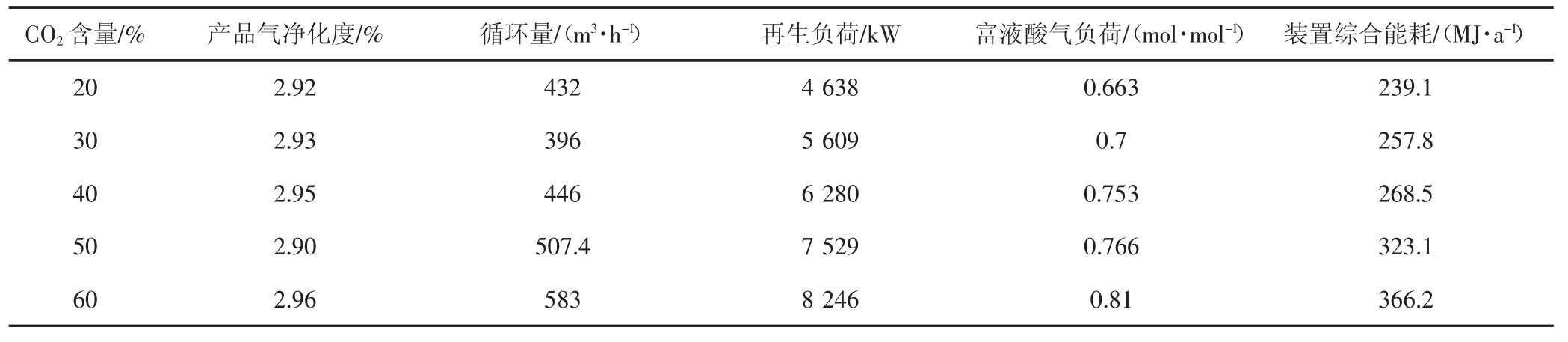
表2 半貧液工藝技術指標Tab.2 Semi-lean process technical parameter
根據師春元等的研究,富液酸氣負荷不宜過高,否則腐蝕速率將大大提高,宜控制在0.6 mol/mol~0.75 mol/mol[1]。同時,當CO2含量為50%時,工藝綜合能耗較40%時大幅提高20.5%,循環量提高13.7%,增幅過大。所以,半貧液流程適用于CO2的含量不高于40%的場合。
2.2 活化劑配比對循環量、再生負荷的影響
MDEA與CO2的反應速率較其他胺類較低,加入活化劑后,會使反應速率大幅增加。活化MDEA溶液中MDEA與PZ的配比不同,反應速率不同,對吸收溶劑循環量和再生溫度的影響較大,本文在控制活化MDEA溶液總濃度為50%(wt)的條件下進行研究。模擬結果(見圖2、圖3)。
由模擬結果可知,改變活化MDEA溶液配比使再生溫度和富液酸氣負荷不斷升高,循環量先降低再升高;當PZ濃度由0%增至6%時,外輸氣凈化度提高,說明PZ提高了MDEA的反應速率;當濃度由6%增至12%時,凈化度降低,那是因為隨著PZ含量增加,PZ不再只作為活化劑,同時也是吸收溶劑,而PZ飽和濃度較低,使CO2吸收總量降低,導致原料氣的粗脫效果變差。當PZ的濃度控制在4%~6%時,凈化效果最好,再生溫度較低,酸氣負荷較小。本文選擇PZ濃度為5%,進行后續研究。
2.3 貧液與半貧液分流比例對循環量、再生負荷的影響
對于半貧液吸收工藝而言,二級閃蒸分流后的半貧液進入吸收塔進行CO2粗脫,分流比決定了脫酸效果和再生負荷。半貧液分流比(半貧液/貧液)過大會影響脫碳效果,過小會大幅增加工藝能耗。在控制凈化氣滿足二類指標(CO2含量小于3%)的情況下,研究分流比對循環量和再生負荷的影響。模擬結果(見圖4)。
由模擬結果可知,半貧液占比越大,所需的循環量越大,重沸器負荷越小,那是因為貧液越少,再生塔的負荷會相應變小,但是到達相同的凈化度需要的循環量就會越大。一般而言,重沸器負荷控制在5 000 kW~6 000 kW較為經濟。所以,本文選擇的最佳分流比為0.6~0.7,本文選擇0.7,進行后續研究。
2.4 吸收塔進料溫度對凈化度、再生負荷的影響
由于半貧液工藝只有部分富液完全再生成為貧液,為了達到提高產品氣凈化度,降低再生負荷的目的,進料溫度一般控制在40℃~60℃,溫度過低會導致溶液黏度增大,擴散系數將降低,吸收速率常數將減小,反應速率較小;但同時因為該反應為放熱反應,溫度過高,化學平衡常數減小,同樣會降低反應速率[4];本文在控制重沸器溫度為110℃的情況下進行研究。模擬結果(見圖5)。
由模擬結果可知,進料溫度越高,吸收效果越差,說明溫度對放熱反應反應方向的影響大于對擴散系數的影響;進料溫度越高,再生負荷越低,那是因為提高了再生塔進料溫度。由于吸收塔頂氣相要進入脫水單元,溫度宜控制在為40℃~45℃[9],本文選擇45℃進行后續研究。
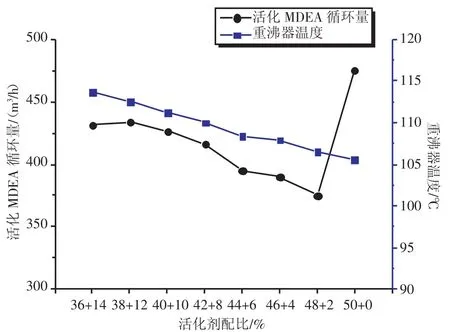
圖2 活化劑配比對循環量、重沸器溫度的影響Fig.2 The influence of activator on the volume and circulation temperature of reboiler
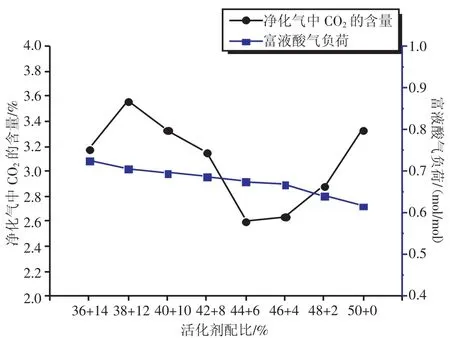
圖3 活化劑配比對凈化度、富液酸氣負荷的影響Fig.3 The influence of activator on the purification and sour gas load
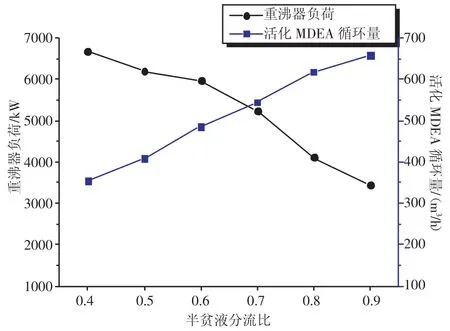
圖4 半貧液分流比對重沸器負荷和循環量的影響Fig.4 The influence of lean-rich shunt ratio on the circulation volume and reboiler power
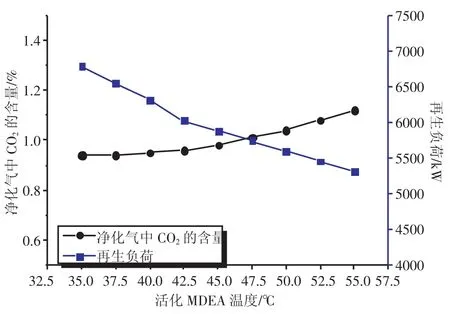
圖5 活化MDEA溫度對凈化度和再生負荷的影響Fig.5 The influence of absorbing temperature on the purification and reboiler power
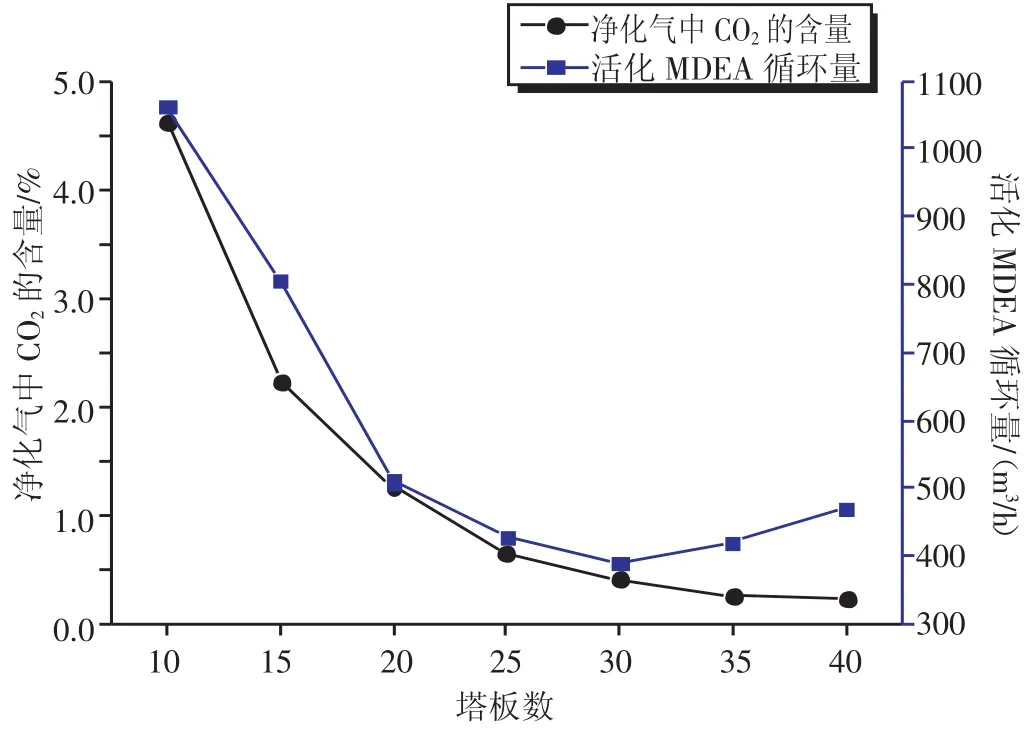
圖6 塔板數對凈化度和循環量的影響Fig.6 The influence of stage number on the purification and circulation volume
2.5 吸收塔塔板數對凈化度、循環量的影響
吸收塔塔板數是影響吸收效果的關鍵因素之一,塔板數越多,吸收溶劑停留時間越長反應越充分,吸收效果越好,但是相應的設備投資增大,而且CO2腐蝕也會更加嚴重。本文在控制主吸收塔板數的情況下進行研究。模擬結果(見圖6)。
由模擬結果可知,塔板數越大,凈化度越高,MDEA循環量先降低后升高。那是因為,塔板數過大,MDEA溶液需要分布在每塊塔板,導致循環量變大。所以,選取吸收塔板數在20~25塊較為合理,本文選擇20塊進行后續研究。
2.6 再生溫度對凈化度、循環量的影響
再生溫度是影響MDEA溶液酸氣負荷的關鍵因素之一。富液酸氣負荷過高,會導致重沸器負荷增大;酸氣負荷過低,會導致循環量增大。在控制凈化氣滿足二類指標(CO2含量小于3%)的情況下進行研究。模擬結果(見圖7)。
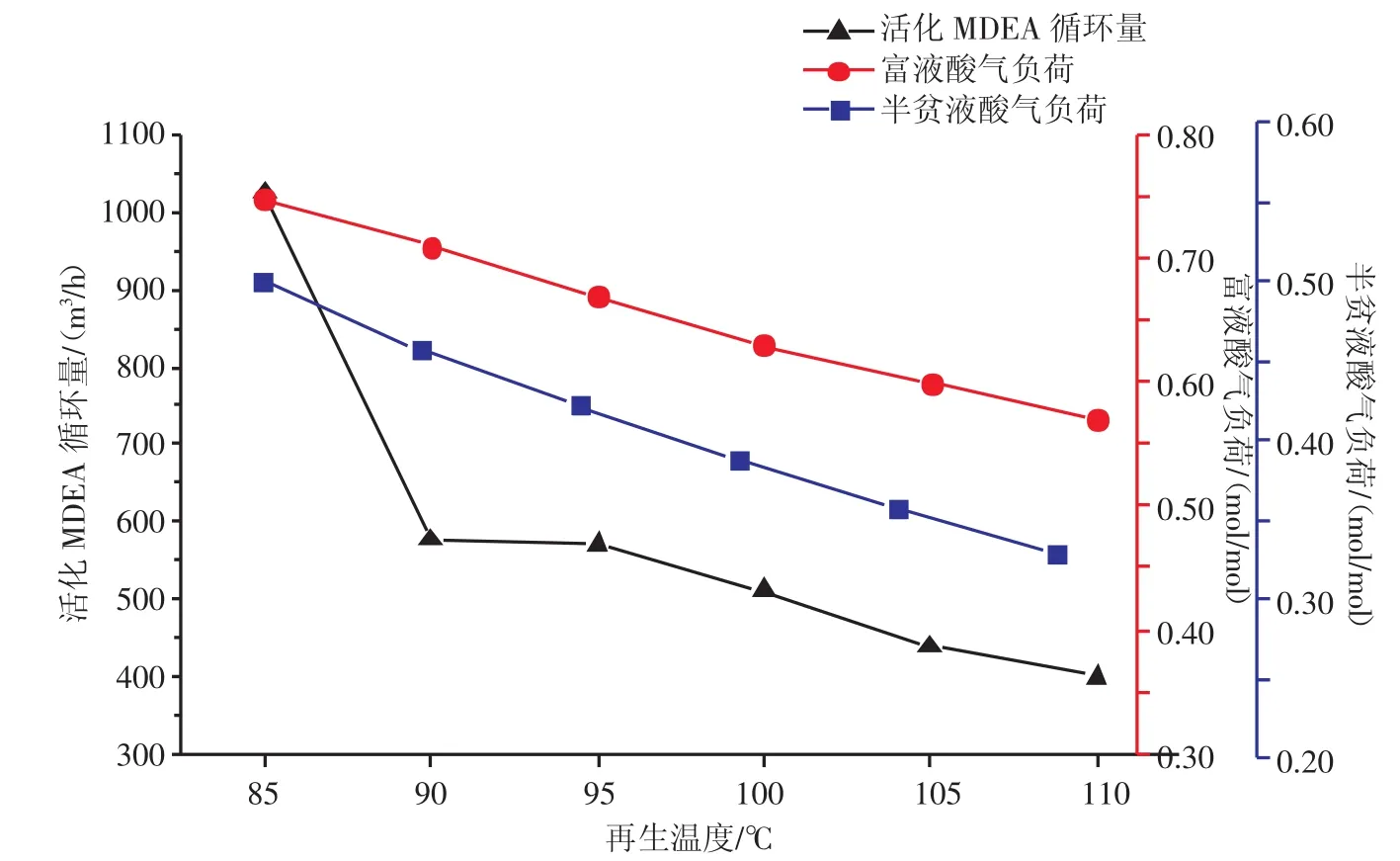
圖7 再生溫度對循環量和酸氣負荷的影響Fig.7 The influence of reboiler temperature on the sour gas load and circulation volume
由模擬結果可知,再生溫度越高,活化MDEA循環量越小,富液和半貧液酸氣負荷均越小。根據王開岳等的研究,半貧液殘余酸氣負荷宜控制在0.2 mol/mol~0.45 mol/mol。所以,選擇再生溫度95℃~100℃為宜,本文選擇100℃。
3 模擬結果
根據以上研究結果,對基礎數據進行模擬,主要操作參數(見表3)。半貧液工藝模擬結果(見表4)。

表3 脫碳裝置主要操作參數Tab.3 Main operating parameters of the decarbonization facility

表4 半貧液工藝模擬結果Tab.4 Result of Semi-lean process simulaiton
4 結論
基于HYSYS軟件,對半貧液工藝進行模擬與參數優化,結論如下:
(1)利用HYSYS對半貧液工藝進行模擬時,宜選擇DBR-Amine物性包,脫碳濃度不宜大于40%。
(2)MDEA溶液中加入一定量的PZ能大幅提高反應速率,量宜控制在4%~6%。
(3)半貧液分流比的改變對脫酸效果和再生負荷影響較大,綜合各方面考慮,宜選擇0.6~0.7。
(4)進料溫度對放熱反應化學平衡常數影響大于擴張系數,本文選取的操作溫度為40℃~45℃。
(5)綜合考慮設備投資,胺液循環量和脫酸效果,吸收塔最佳的理論板數為20~25塊。
(6)再生溫度對脫酸效果和循環量有最直接的影響,在滿足半貧液酸氣負荷要求的情況下,選擇再生溫度95℃~100℃為宜。
[1]師春元,黃黎明,陳賡良,等.機遇與挑戰-二氧化碳資源開發與利用[M].北京:石油工業出版社,2006.
[2]陳宏福,王翀,閆廣宏,等.MDEA工藝的模擬分析[J].山東化工,2016,45(2):88-89.
[3]王正權,等.天然氣脫硫裝置適應性模擬計算[J].石油與天然氣化工,2010,39(3):204-209.
[4]馬云,張吉磊,王新星,等.天然氣甲基二乙醇胺法脫硫脫碳工藝過程模擬分析[J].化學工程,2014,43(4):69-74.
[5]唐宏青.MDEA脫碳系統的模擬[J].中氮肥,2003,1(1):5-7.
[6]韋向攀,王劍峰,張東輝,等.基于UniSim對天然氣脫酸工藝的模擬與研究[J].廣東化工,2015,42(16):104-106.
[7]張永平,等.MDEA脫碳吸收塔腐蝕探源[J].中氮肥,2008,3(3):33-37.
[8]姚志,周志國,張厚軍,等.高含CO2天然氣應用三甘醇脫水技術研究[J].天然氣技術與經濟,2012,6(6):46-48.
[9]王開岳,李志良,周志岐,等.天然氣凈化工藝-脫硫脫碳、脫水、硫磺回收及尾氣處理[M].北京:石油工業出版社,2015.
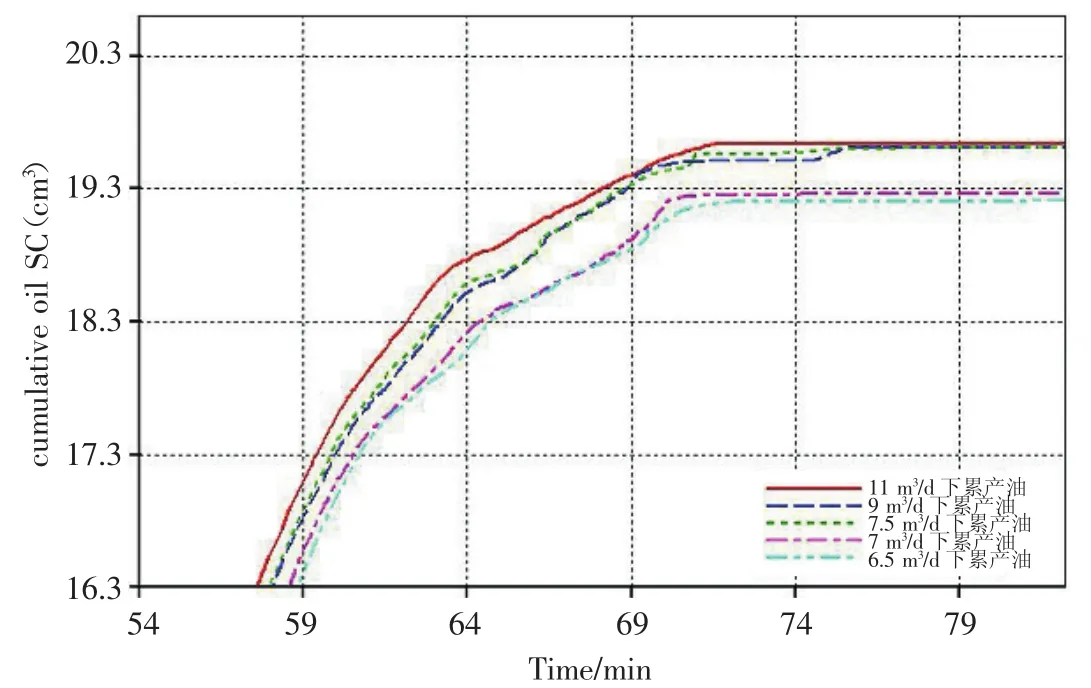
圖5 不同泡沫液注入速度下的累積產油量
4 總結
(1)空氣泡沫驅結合了空氣的低溫氧化作用和泡沫的封堵調剖作用。
(2)空氣泡沫驅數值模擬研究發現,正韻律儲層中采收率最高。
(3)存在最佳的注氣、注液速度,注氣速度、注液速度越小氧化程度越小,過大則不能充分混合生成較好的泡沫。
參考文獻:
[1]王震亮.致密巖油的研究進展、存在問題和發展趨勢[J].石油實驗地質,2013,(6):587-595+650.
[2]孟令君.低滲油藏空氣/空氣泡沫驅提高采收率技術試驗研究[D].北京:中國石油大學,2011.
[3]張建麗.空氣泡沫驅微觀驅油機理實驗研究[D].北京:中國石油大學,2011.
[4]馮松林,居迎軍,楊紅斌.空氣泡沫驅技術的研究現狀及展望[J].內蒙古石油化工,2011,(10):169-171.
[5]李玥洋.低氧空氣泡沫驅應用基礎及數值模擬研究[D].成都:西南石油大學,2014.
Simulation and research of the activated MDEA method Semi-lean process based on HYSYS
HAN Pengfei1,JIANG Hong1,HAN Yong2
(1.College of Petroleum and Natural Gas Engineering,Southwest Petroleum University,Chengdu Sichuan 610500,China;2.Sichuan Youjian Company,Chuanqing Drilling,Chengdu Sichuan 610213,China)
The researches on MDEA are comprehensive,but lack of analysis on Semi-lean solution process.This paper simulated the Semi-lean solution process by ASPEN HYSYS software and then gets results by choosing PZ as activator and DBR package as computing method.The flow has been analyzed on activator mass concentration,Semi-lean solution ratio,absorbing stages and the temperature of N-methyldiethanolamine(MDEA)and reboiler.The result shows that Semi-lean process is appropriate for the situation less than 40 percents,and then selecting from 4 to 6 percents as activator ratio,from 0.6 to 0.7 as Semi-lean solution shunt ratio and from 20 to 25 as absorbing stages are suitable.Then the temperature of N-methyldiethanolamine(MDEA)and reboiler are from 40 to 45 and from 95 to 100 degrees centigrade separately.This conclusion makesan useful foundation on practical application.
TE646
A
1673-5285(2017)01-0139-06
10.3969/j.issn.1673-5285.2017.01.036
2016-11-16
韓鵬飛,男(1992-),在讀碩士,主要從事天然氣集輸、處理及加工方面的研究工作。
蔣洪,男(1965-),現任西南石油大學副教授、碩士生導師,主要從事油氣儲運相關方向的研究工作,郵箱:595303058@qq.com。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52