托架沖壓工藝方案的分析及模具設(shè)計
2017-02-16 20:02:57莫宏政
科技與創(chuàng)新 2017年1期
莫宏政

摘 要:沖壓工藝方案的分析是一個復(fù)雜的環(huán)節(jié),關(guān)系著制件成形的質(zhì)量。對托架的沖壓工藝方案進行了分析,對模具設(shè)計展開了研究,探討了原有工藝方案中存在的問題,詳細(xì)介紹了新的工藝方案設(shè)計,旨在為其他托架工藝方案及模具的設(shè)計提供參考和借鑒。
關(guān)鍵詞:托架;沖壓工藝;模具設(shè)計;車輛模具
中圖分類號:TG386 文獻標(biāo)識碼:A DOI:10.15913/j.cnki.kjycx.2017.01.084
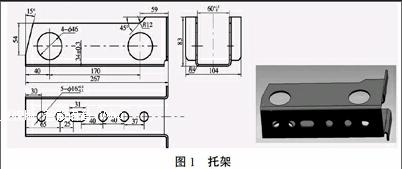
隨著車輛制造業(yè)的快速發(fā)展,車輛模具企業(yè)也取得了極大的進步,對其工藝方案及模具設(shè)計也提出了更高的要求。其中,托架作為駕駛室中的重要組成部分,其制件的質(zhì)量直接影響著駕駛室左右縱梁總成的裝配質(zhì)量,在車輛制造中占據(jù)著一定的地位。因此,對托架的沖壓工藝方案進行分析,并優(yōu)化模具設(shè)計具有十分重要的意義。某托架如圖1所示,本文對其沖壓工藝方案及其模具設(shè)計進行了介紹。
1 原有工藝方案存在的問題
該加長托架是F2000駕駛室中的一種零件,原方案成形工藝為:下料一切邊沖孔(切端頭、沖4個大孔,底面3個小孔),一切邊沖孔壓彎(切邊,壓90°小邊、沖長圓孔和2小孔)。
該制件在生產(chǎn)中一直存在以下質(zhì)量問題:①壓彎角度超差,圖紙要求角度為90°,實測為92°~93°,甚至能達到94°~95°;②OP20工序切邊壓形后毛刺較多,必須打磨毛刺;③OP30工序壓成U形后兩邊高度不一致,相差最大超過2 mm,造成兩側(cè)孔錯位嚴(yán)重,U形開口尺寸為66 mm,實測為70 mm,對后續(xù)駕駛室左右縱梁總成的裝配質(zhì)量造成了影響。
由于存在以上問題,對該制件沖壓工藝進行了分析。
OP10工序分析:該工序主要為切邊沖孔,基本無問題。
OP20工序分析:該工序主要包含切邊、沖孔、壓彎內(nèi)容,即在1副模具中要同時實現(xiàn)上述3個工序。機床滑塊下行時,上模壓料板壓住坯料,滑塊繼續(xù)下行,制件開始成形,同時開始切邊、沖孔。由于壓彎時存在一定的側(cè)向力,導(dǎo)致模具的壓力中心與機床的壓力中心不重合,在壓料力不足的情況下,制件發(fā)生了一定的滑動現(xiàn)象,進而導(dǎo)致在模具下行切邊沖孔時凸、凹模之間的間隙發(fā)生變化,產(chǎn)生了毛刺,影響了凹模、凸凹模的壽命。實際生產(chǎn)中,每生產(chǎn)1 500件左右就需要維修一次,大約生產(chǎn)10 000件左右就需要更換一次。此外,由于該壓彎模的凸模及凹模采用垂直結(jié)構(gòu),實際生產(chǎn)中壓彎角度約為93°。
OP30工序分析:在壓U形時,一般要求托料塊與凹模之間的間隙為滑配,坯料是固定在托料塊上的。如果托料塊與凹模兩邊的間隙過大,則在沖壓過程中因模具中心與機床壓力中心不重合導(dǎo)致側(cè)向力生成,進而導(dǎo)致在沖壓過程中坯料隨托料塊向間隙小的一側(cè)滑動,造成壓U形后兩邊高度不一致。此外,該工序模具采用彈簧托料,導(dǎo)致托料力不能調(diào)整,因此,制件壓形的開口尺寸只能通過更換彈簧調(diào)整。
通過以上分析,該制件的主要問題存在于OP20工序、OP30工序。OP20工序產(chǎn)生的毛刺必須打磨,否則會降低生產(chǎn)效率;OP30工序因側(cè)向力的存在而造成制件兩側(cè)孔邊距超差,且因托料力造成壓形開口尺寸超差。
2 新工藝方案設(shè)計
根據(jù)以上分析,對OP20工序進行了相關(guān)試驗:①對該模具的壓型部分結(jié)構(gòu)進行了改進,將原設(shè)計的彈簧更換為重載彈簧,并增加了彈簧的數(shù)量,以此來增加壓料力,同時,在模具凹模上增加了壓彎回彈的補償量。通過試壓,最終顯示制件毛刺高度有所降低,但仍然存在,壓彎角度超差問題沒有得到解決,因此,認(rèn)定壓彎角度不足及毛刺的存在主要是因工藝不合理導(dǎo)致的。②將OP20工序拆分。將原切邊沖孔壓彎工序拆分為兩個工序切邊沖孔+壓彎(采用通用壓彎),拆除壓彎凹模鑲塊,調(diào)整好切邊沖孔凸模、凸凹模間隙,生產(chǎn)了約2 000件,毛刺基本消除,通用壓彎模具壓彎角度為90°,尺寸基本符合公差要求。
根據(jù)以上分析,對該制件沖壓工藝進行了改進,取消可OP10工序切邊沖孔,改為全封閉落料沖孔,OP20工序采用壓彎模壓90°角,OP30工序壓U形彎,具體如下。
OP10工序采用落料沖全部孔,原工藝未采用落料沖全部孔的主要原因是考慮到?jīng)_裁力可能超過機床噸位。因此,對改進后的沖裁力進行了計算。其中,落料周長為1 030 mm,沖孔周長為907 mm,總周長為1 937 mm,取τ=0.8,則δb=328 MPa,F(xiàn)沖=2 477 kN(小于3 150 kN)。可采用JD31-315機床,模具結(jié)構(gòu)如圖2所示。
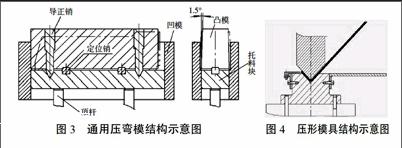
OP20工序采用通用壓彎模壓彎,結(jié)構(gòu)如圖3所示,可保證壓彎角度為90°。
對OP30工序模具進行了以下改進:①壓形凸模與凹模間隙按單面間隙Z取一個料厚,同時,在凸模上制作出1.5°補償角,以托料塊上定位銷定位,凸模上增加2處導(dǎo)正銷導(dǎo)正。②重新配做托料塊,凹模與托料塊間隙按滑配控制,二者之間單面間隙小于等于0.3 mm,同時,應(yīng)注意保證凹模與模座間固定可靠;將模具彈簧托料機構(gòu)改為采用機床氣墊+頂桿方式托料,通過調(diào)整氣墊壓力來保證U形件開口尺寸。
3 結(jié)束語
綜上所述,托架是駕駛室中的重要組成部分,其沖壓工藝方案及模具設(shè)計與產(chǎn)品的質(zhì)量密切相關(guān),且對駕駛室的性能有十分重要的影響。因此,要對托架制件沖壓工藝進行分析,并對其模具進行改進設(shè)計,認(rèn)真分析各種問題出現(xiàn)的原因,并采取相應(yīng)的措施處理,從而確保制件的質(zhì)量。本文中的托架沖壓工藝及模具已投入使用,托架成形的質(zhì)量及模具壽命均滿足使用要求,取得了良好的效果。
參考文獻
[1]王興偉,焦大勇,劉叢雷.托架成形工藝及模具設(shè)計[J].模具制造,2013(05).
[2]文根保,丁杰文.托架懸掛立式安裝復(fù)合沖模結(jié)構(gòu)的設(shè)計和制造[J].模具技術(shù),2015(01).
〔編輯:張思楠〕