淺析水合機結疤的原因及防結疤技術
2017-02-22 03:25:43付生鵬
純堿工業 2017年1期
付生鵬
(中鹽青海昆侖堿業有限公司,青海德令哈 817099)
淺析水合機結疤的原因及防結疤技術
付生鵬
(中鹽青海昆侖堿業有限公司,青海德令哈 817099)
文章分析了水合機在實際工況中結疤的原因,并提出相應的防結疤技術及建議,通過實踐總結出水合機自身防結疤的特點,及生產過程中的防結疤技術。
結疤;水合機;重質純堿;固相水合法;水堿比
中鹽青海昆侖堿業有限公司氨堿系統固相水合法生產重質純堿裝置,自2011年投產以來,其重灰工序的關鍵崗位——水合崗位,存在著水合機內部易結疤及結疤后清理困難的問題。這兩個問題一方面影響了重質純堿產品的產量與質量;另一方面在清理結疤過程中,大大增加了操作人員的勞動強度。本文從水合機的構造以及水合機工作原理分析入手,結合長期以來的實踐經驗,分析并總結了φ3144×5200型水合機在實際生產工況中結疤的原因,以及相應的防結疤技術改造,實踐總結了一套清理結疤的方法。
1 水合法生產重質純堿的原理
以輕質純堿為原料,在回轉式水合機內與一定比例的化合水進行水合反應。在一定溫度下生成一水碳酸鈉,即一水堿,反應時放出大量的熱,其化學反應方程式為: Na2CO3(s)+H2O(l)=Na2CO3·H2O(s)+14.1 kJ/mol,水合反應在不同的溫度下生成不同的水合產物,因此水合反應的最佳溫度應控制在95~105 ℃之間,保證進水合機的輕質純堿溫度在>140 ℃,出料溫度控制在85~95 ℃范圍內。
2 水合機的結構簡介
我廠水合機由成都天保重型裝備股份有限公司制造,主體是不銹鋼(304)材質制成的臥式回轉設備,由于外形像一個腰鼓,所以也叫腰鼓式水合機。其腰鼓式的設計結構說明了水合機進料端與出料端均為60°角的錐體,化合水進入后能迅速地沿錐體斜邊往下流,分散到一水堿中。隨著水合機的旋轉,水合機內的抄板將一水堿和熱的輕質純堿迅速均勻混合。由于水合機尾部是變徑的錐體,在消除了出料死角的前提下,還大大縮短物料在水合機內的停留時間,使物料在溫度還未開始下降時就已導出,避免因溫度下降造成的結疤。外形尺寸為φ3144×5200,并以360°螺旋點陣分布安裝抄板,主要由進、出料裝置,托輪,滾圈,擋輪,大、小齒輪,進料絞刀,進水口,觀察口,傳動裝置等組成。水合機生產能力為600~760 t/d·臺(以干重灰產品計)。
3 水合機結疤的原因
通過實踐操作,可以分析得出水合機結疤主要有以下四種原因:
3.1 水合反應溫度控制不當
通過實踐與理論分析得出,水合反應溫度控制的過高或過低對水合反應都是不利的。通過實踐觀察水合反應溫度過低,主要發生在剛開車或輕灰工序過來的輕質純堿溫度過低,水合機出料結晶細、游離水含量高,易造成水合機結疤;而當水合反應溫度過高,水合機出料發白,高溫還促使水合反應逆反應生成碳酸鈉和過飽和堿液的混合物,造成水合機結疤。
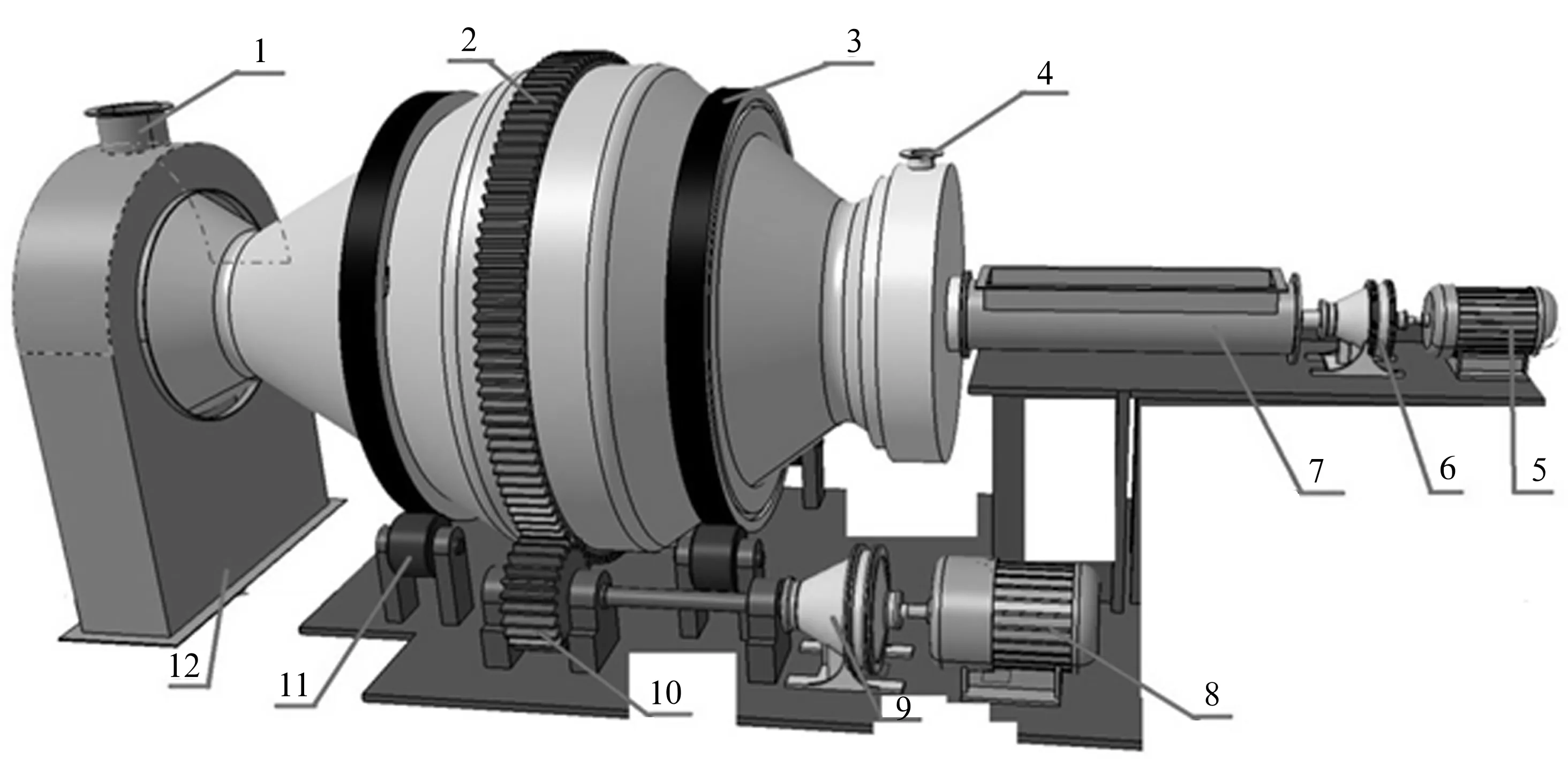
1.除塵口 2.大齒輪 3.滾圈 4.純堿液入口 5.進料電機 6.進料減速機 7.進料絞刀 8.運轉電機 9.運轉減速機 10.小齒輪 11.托輪 12.一水堿出料口圖1 水合機三維成型模型圖
3.2 水堿比控制不當
對于采用固相水合法生成重質純堿的工藝系統,水堿比的控制非常重要。若投入化合水過多,即水堿比過大,不僅增加了煅燒爐的蒸汽消耗,而且造成煅燒爐、水合機內刷漿,導致煅燒爐爐頭抄板、水合機抄板結疤。如果投入化合水過少,即水堿比過小,會造成水合反應率下降,負壓操作所帶走的堿塵增加,嚴重時造成產品質量事故,即重灰粒度低。
3.3 輕質純堿結晶不好
如果碳化工序重堿結晶不好,在輕灰工序通過煅燒爐煅燒,輸送到水合機,在水合機里反應的輕質純堿含有重堿成分,在這種情況下水合反應不完全,再加上反應溫度控制不當,水堿比控制不好,此時水合反應效果極差,水合機出料松散發白,容易結疤。
3.4 化合水管線腐蝕
在水合機進料端,有一根DN50管線(碳鋼材質)進入水合機,即水合反應所需的化合水管線,此管線由于使用期限較長,加上管線內介質化合水具有一定的腐蝕性,管線腐蝕嚴重,所加的化合水在水合機內無規則的流淌,造成水合機進料絞刀底部易結疤,致使在生產過程中絞刀結疤越嚴重造成絞刀負荷過大自停,嚴重影響生產。
4 防結疤的方法
4.1 控制好水合反應溫度
水合反應的操作,不僅要負壓操作,還需要將水合反應產生的熱量帶走,保證水合反應的溫度控制在95~105 ℃范圍內。
4.2 控制好水堿比
我公司固相水合法的水堿比控制是采用變頻調節進料絞刀的轉速,控制輕質純堿進入量,人工調節化合水配比量。這種方法不可避免受到人為調節滯后影響,導致水堿比控制不夠及時、準確。建議的方法是將進堿量與進水量通過自動化控制,設定堿量與水量的配比比列,其水堿比為1∶(0.35~0.45),能進多少堿就能進符合工藝要求的多少水,不進堿則不進水,實現即時、精確的配比水堿比。此法若能完成,將對重灰工序能耗及生產連續起到極大作用。
4.3 控制好輕質純堿的質量
對于輕質純堿的質量把控,牽扯到工序間的不同工藝問題,首先應加強各工序的工藝指標控制,保證輕質純堿質量合格。如果出現不合格的輕質純堿,應及時聯系生產調度及公司領導,將生產出的重質純堿隔離。
進水合機的輕灰滿足的條件:
溫度 140~160 ℃
壓力 常壓
進料量 25 000~31 000 kg/h·臺
總堿度(以Na2CO3計) ≥99.2 wt%
氯化物(以NaCl計) ≤0.7 wt%
鐵(Fe) ≤0.0035 wt%
水不溶物 ≤0.03 wt%
灼燒損失 ≤0.5 wt%
4.4 改造化合水管線
首先將碳鋼材質的管線更換為不銹鋼材質,耐腐蝕,以延長使用壽命;其次將化合水管線伸入水合機部分做加長處理(原設計進入水合機管線長300 mm,加長500 mm),并安裝向下斜45°方向彎頭一個,使進的化合水向下噴,通過延長管線避過絞刀頭部,避免結疤。
5 水合機防結疤改造前后對比
在沒有進行改造前,正常生產重灰時一天三個班組,每個班組要停一臺水合機,進入水合機進行絞刀頭部堿疤的清理工作,若堿疤松散不硬用時1 h清理完成;如若粘接的堿疤硬,清理需要1.5~2 h。在清理一臺水合機期間,由于設備是停用的,是不能生產重灰的,大大造成產量損失。通過改造之后,清理絞刀頭部堿疤的頻率下降了,由原來每班清理一次,變成兩天清理一次,且清理所用時間也短,無形之中由于縮短了清理時間而大大增加了重灰產量,保證了重灰生產能連續平穩。
[1] 中國純堿工業協會.純堿工學[M].北京:化學工業出版社,1990
[2] 王楚.純堿生產工藝與設備計算[M]. 北京:化學工業出版社,1995
TQ114.15
B
1005-8370(2017)01-23-03
2016-11-09
付生鵬(1986—),工程師,畢業于蘭州理工大學技術工程學院,現從事中鹽青海昆侖堿業有限公司煅燒車間設備管理工作。
