廢液除砂裝置的應用改進
2017-02-22 03:25:44代張
純堿工業 2017年1期
代 張
(連云港堿業有限公司,江蘇連云港 222042)
廢液除砂裝置的應用改進
代 張
(連云港堿業有限公司,江蘇連云港 222042)
通過對我廠廢液除砂裝置改造后生產情況進行分析,認為改造是相當成功的。廢液中含砂量從改造前2.85%降至0.5%以下,降低了裝置區內管線沖刷磨損,極大的提高了廢液壓濾裝置的出力率,降低了廢液壓濾裝置的運行成本。
廢液除砂;旋液分離器;螺旋分砂機;變頻控制;內襯鑄石;水平管傾角
1 總 述
氨堿廢液壓濾裝置是我廠重要的環保項目,自2003年投人使用以來。先后安裝了三臺轉篩用于除砂,原有的裝置在使用過程中由于蒸餾來蒸氨廢液特性,廢液粘性大、含砂多,設備對使用物料的適應性較差,除砂篩網經常結疤損壞,平均每月需更換一次,且由于篩網網眼只能控制在1.5 mm×2 mm,小于1.5 mm的砂粒無法清除,因此除砂產量低每天約6 t左右,因各種原因造成的設備運行故障率偏高,經常影響整個壓濾裝置系統運行,為此我們作了一些實踐研究并去相關單位進行了學習,通過改造取得了很好效果,除砂處理能力提高了20倍,周期可提高到5個月以上連續運行無故障。
2 原有除砂轉篩基本構造及工藝流程
2.1 除砂轉篩設備構造
轉篩式除砂機是由轉筒、篩網、外殼及傳動裝置組成。
設備規格 φ1500×2500
單臺處理廢液能力 440 m3/h
轉篩轉速 17 r/min
配用電機功率 7.5 kW
設計臺數 3臺
轉篩篩網 1.5 mm×2 mm
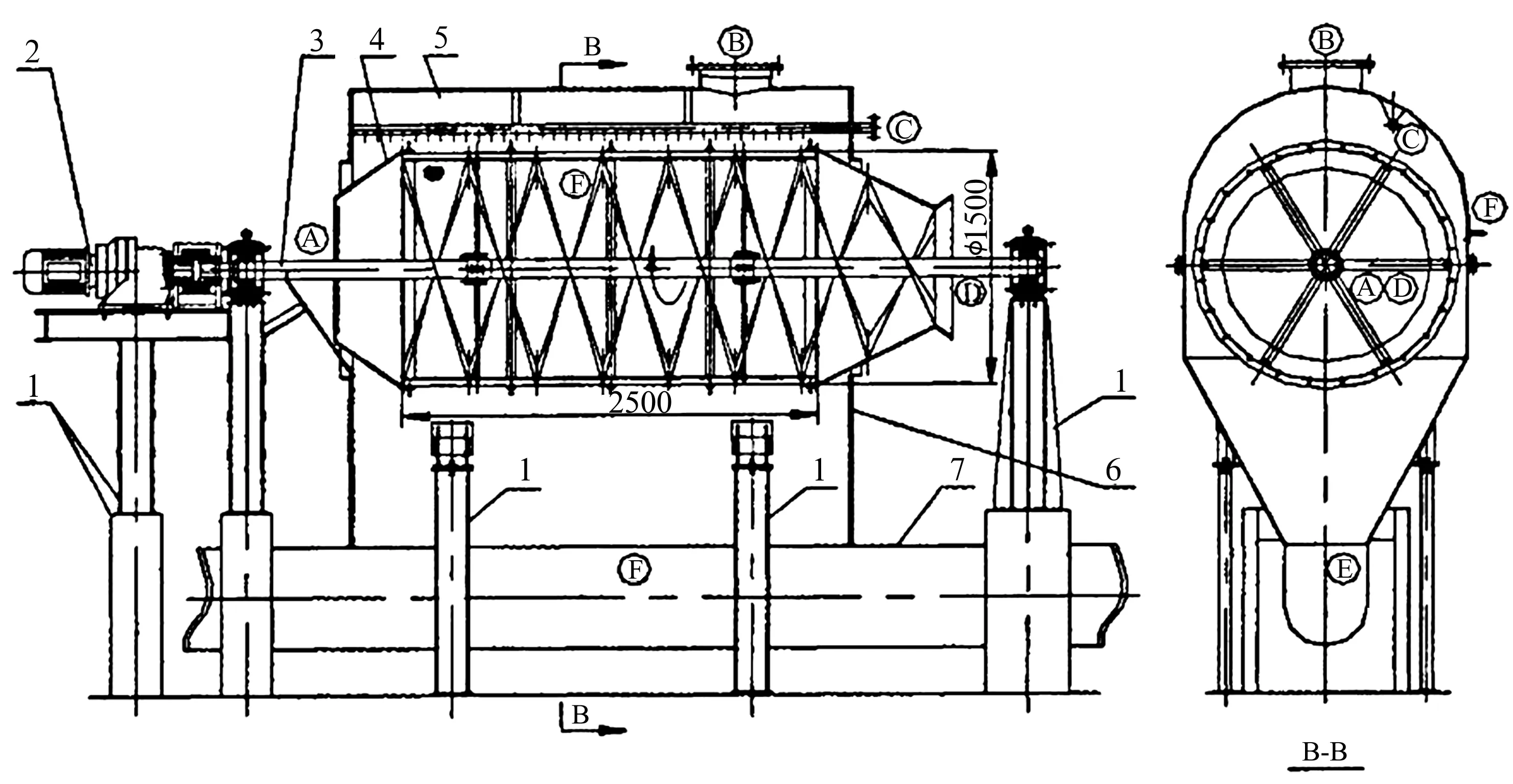
1.支架 2.電機、減速機組 3.轉篩軸 4.轉篩 5.轉篩上蓋 6.導液槽 7.廢液分配槽 A.廢液進口 B.出汽口 C.沖洗管接口 D.出砂口 E.出液口 F.入門口圖1 安裝于分配槽之上的廢液除砂機
2.2 工藝流程
氨堿廢液來料后經轉篩分離直徑大于2 mm粗砂,經中心套筒進入澄清桶、澄清后的清液自桶上部連續溢流出澄清桶,泥漿自桶底間歇排放(現每桶約一小時排泥一次),底流濃度6%~9%。
3 改造方案及改造后運行情況及分析
3.1 方案設想
通過對青島堿業的廢液除砂裝置的考查,他們的除砂工藝是采取用旋液分離器先分離出含砂較多的泥漿,然后進入螺旋分砂機將砂與水分離出來,推出的砂落入皮帶上輸送至8 m外圍堰內,螺旋分砂機尾部溢流出的泥漿自流進入地槽用泵打入澄清桶。這種流程比我廠轉篩除砂系統的除砂效果明顯優越,處理能力高出5倍左右。
我們在具體設計時將此流程進行再次優化。優化方案為將旋液分離器抬高至25 m標高,位置高于澄清桶,螺旋分砂機尾部溢流出的泥漿通過管線自流入澄清桶,此方案取消了地槽及地坑泵、皮帶機等設備,一方面減少了設備故障機率、又減少整個裝置的功率節能效果顯著,還容易保持現場清潔生產。
3.2 改造后運行情況及分析
我廠共二套除砂裝置共采用5臺φ1500×3800的旋液分離器,配套5臺螺旋分砂機,在整套系統試運行期間運行不穩定故障率高具體表現在以下幾個方面,通過針對性攻關及不斷實驗完善最終解決了問題。
1)因蒸餾廢液中含有大量砂粒對旋液分離器沖刷較嚴重,已超過6 mm,所以原設計內襯陶瓷板磚進行防護,但在使用過程中旋液分離器內襯頻繁脫落造成下砂口堵塞,無法正常生產運行。
經研究檢查發現陶瓷板磚適用于氧化性酸、無機酸、無機鹽溶液場合,不適合熱磷酸、熱堿液等溫差較大的場合,針對該情況我們考慮到內襯主要是耐磨,改成內襯異型鑄石板進行襯里,粘合劑將原有水玻璃改為呋喃膠泥,填料為鑄石粉。經過處理過的旋液分離器內襯運行8個月以來沒有一次脫落影響生產。
2)螺旋分砂機安裝角度與轉速不匹配,造成出料口帶廢液。
為了解決這一問題我們反復進行模擬試驗,通過將原有設計斜角14°改成18.6°,原有轉速從工頻50 Hz、20 r/min,電機改為變頻控制在16~19 Hz、螺旋分砂機轉速控制在7~8 r/min,出料砂粒不帶水且出砂產量依然保持較高效率。
另外我們發現螺旋分砂機靠近出砂口處3~4個中空螺旋葉片一旦被砂積死,馬上就會將分砂機內水位抬高直至從出砂口溢出。所以必須每月一次周期性進行清理,減少除砂帶水情況發生。
3)螺旋分砂機溢流管位差低經常堵塞,造成廢液冒槽。
原有溢流管由于現場條件限制位差較低,只有1.5 m。在前半年期間,20 m長水平管經常堵塞造成廢液冒槽,我們加裝了沖洗水進行沖洗,但是沒有從根本上解決問題,3個月后管線淤積板結至2/3,最后用高壓合金沖洗水鉆石才能疏通管線,經試驗改造發現將水平溢流管角度從5°加大傾角改為10°時效果顯著,至此溢流管堵塞問題徹底解決。
3.3 工藝流程
工藝流程簡述如下:由生產廠區排出的廢液,經管線直接引至標高25 m的旋液分離器進行初步分離,分離的清液匯集流入澄清桶,含砂混合濁液從旋液分離器底部流入下道工序螺旋分砂機進行除砂。分砂機將固體廢砂用螺旋刮刀分離出來,掉落至廢砂堆場;分離出的混合液溢流匯集至澄清桶。
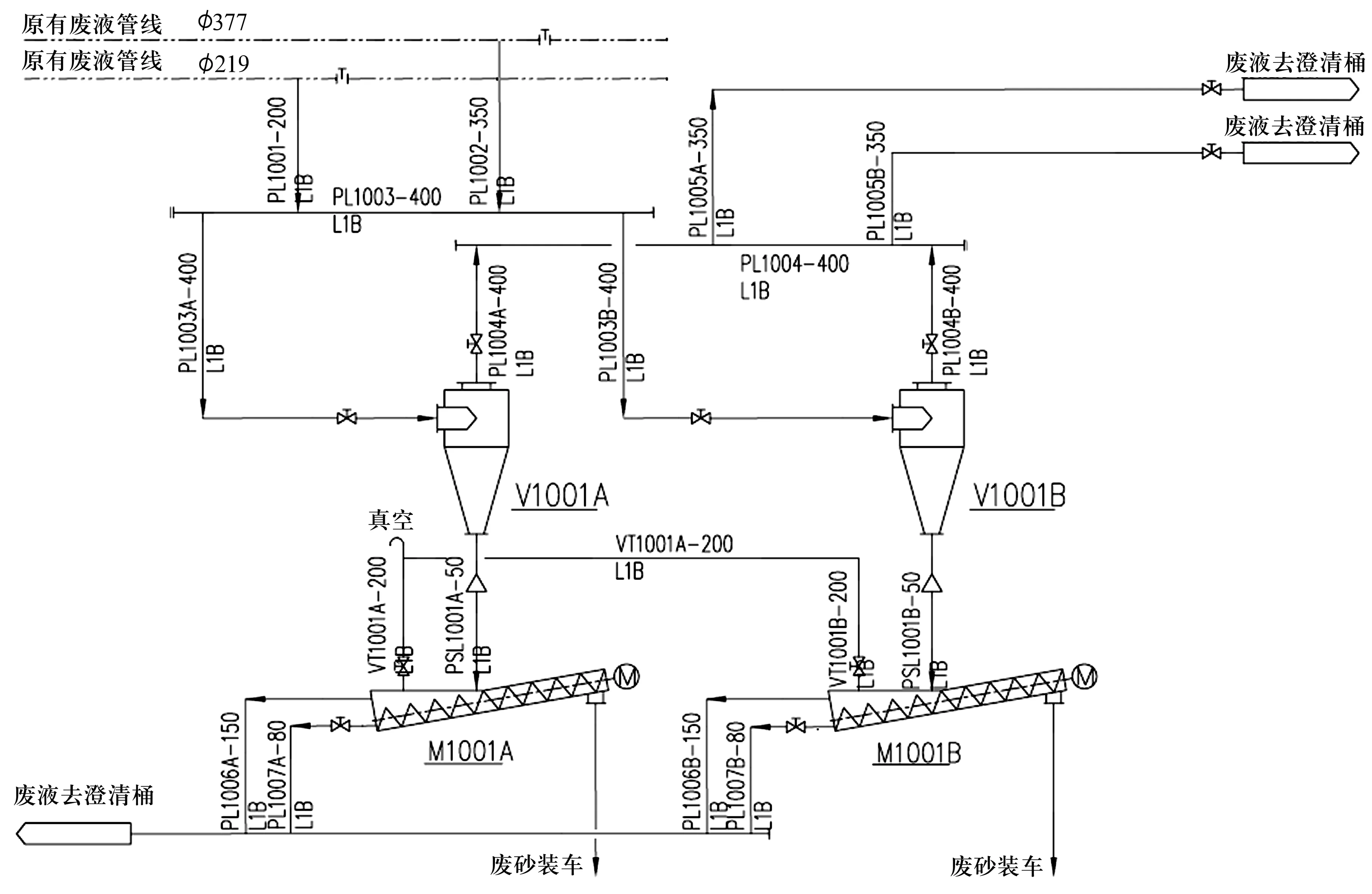
圖2 改造后的流程
4 結 論
現在兩套除砂裝置運行穩定,每天除去重堿蒸餾廢液所夾帶大部分砂約在160 t。
原有裝置在使用轉篩除砂時因進料回流管線長期受泥漿含砂對管道沖刷影響,每月因經常檢修管線漏點,造成停機檢修時間多達40 h,新裝置運行以來平均每月維修管線時間6 h左右,大大的提高了裝置運行時間。
經過數據對比除砂后廢液壓濾機單臺單月生產運行時間469.5 h,運行率65.2%;累計運行循環數1466,出力率55.6%。較改造前壓濾機平均運行時間364 h,運行率48.9%;累計運行循環數975,出力率35.8%,廢液壓濾機運行率提高了16.3%,出力率提升了19.8%。且原來因積砂造成的備件損壞的程度大大降低, 5臺壓濾機每年節約維護檢修費用在200萬元左右,該除砂裝置的正常可靠的運行,為純堿行業廢液壓濾前期工序處理提供了良好的借鑒經驗。
[1] 陳雷雷,韓成才.新型螺旋除砂器的設計與應用研究[J].鉆井液與完井液,2015(4)
[2] 楊豐,張錦國.旋液分離技術在污水處理中的應用[J].石油化工與環境保護,2012(4)
TQ114.15
B
1005-8370(2017)01-25-03
2016-11-24
代張(1985—),本科學歷,工程師,現任連云港堿業公司機動處設備主管。
