高效自動控制滴灌生產線關鍵技術的研究開發
2017-02-24 05:11:21嚴格
中小企業管理與科技·下旬刊 2017年1期
嚴格
摘 要:塑料再生料多次回收利用導致雜質越來越多,加工特性越來越差,已經不能適應連續性生產的需求,帶式連續自動過濾裝置的研發,使生產中無須進行停機換網或者很少停機換網,同時其過濾方式和效果較其他方式都有利于生產的集中控制;自動收卷換卷設備的研發,大大降低了人工的勞動強度,同時減少了企業對重體力勞動的依賴,大幅降低了企業的勞動力成本,這兩項關鍵技術的研發,對傳統滴灌企業實現自動化集中控制有重大意義。
關鍵詞:連續過濾裝置;自動收換落卷機;自動化工廠
中圖分類號: TS103 文獻標識碼: A 文章編號: 1673-1069(2017)03-166-2
0 引言
由于塑料自身的特性,多次回收利用的廢舊滴灌帶原料在生產過程中性能發生了一定的改變,產品的質量不穩定,因此對滴灌帶回收利用加工特性就日顯迫切。再生料雜質越來越多,加工特性越來越差,普通的換網裝置已經不能滿足現在的連續性生產需求,研制了帶式連續自動過濾裝置,其技術原理:通過對PE料及PE再生料的轉動流變域和擠出壓力分布特性研究,分析了物料在熔融狀態的黏度轉矩值、熔融中的能量的消耗、熔融特性、熱穩定時間和分解特性等參數,了解雜質在各種狀態下對上述參數的影響,采用了集中控制參數設置并自動根據程序指令調整相關的溫度、壓力、時間和換網長度等參數,使用物料側向分力自動完成換網的過程,來提高PE料及PE再生料的加工特性,保證了生產的連續性。
在連續性生產過程中,上卷、換卷和落卷占用了大量的人工,占全部勞動量的50%以上,因此,開發了全自動收卷落卷設備,其技術原理:使用網絡自動控制程序實現整個收卷落卷全過程中的更換管芯、搭帶、力矩調整、割帶和落卷等關鍵動作的自動化控制,改由人工和簡單機械控制為全自動控制,減少人工和提高勞動效率。
1 生產工藝創新
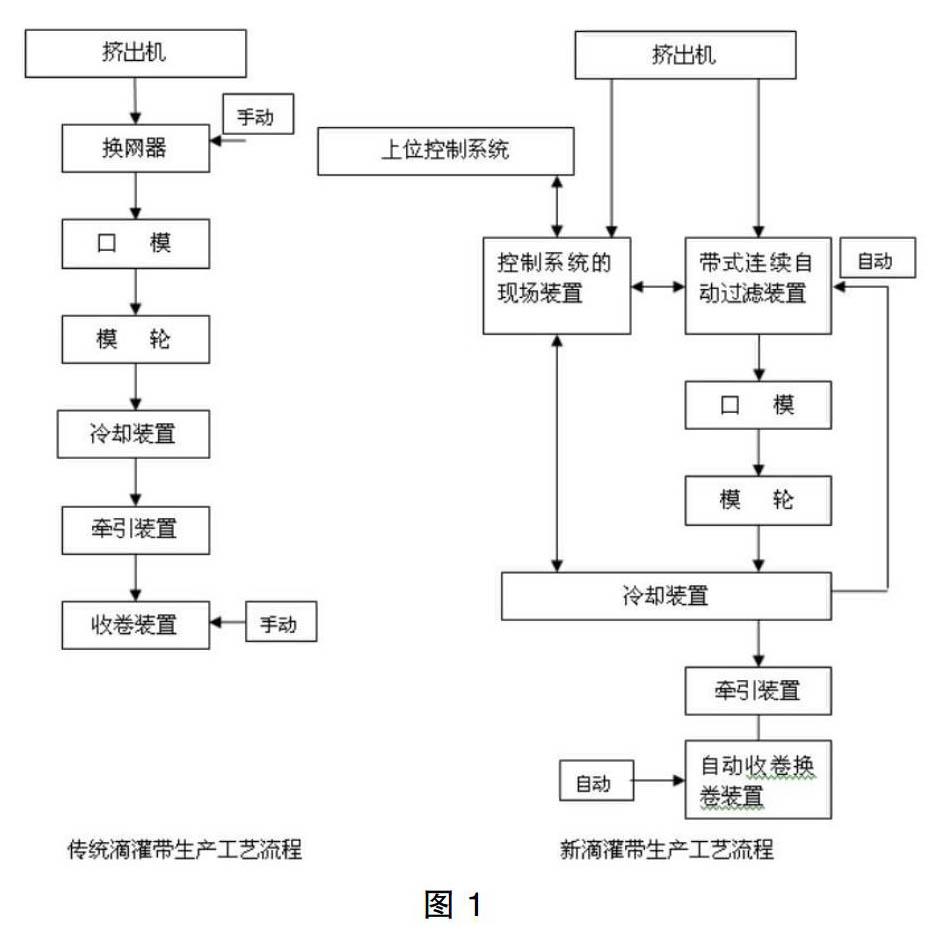
傳統滴灌帶生產工藝流程與新滴灌帶生產工藝流程如圖1所示。
與傳統工藝流程相比,新工藝流程更加注重各個部件之間的聯系和反饋,提高了自動化程度,減少了因人員帶來的誤差,保證了滴灌帶的連續性生產,同時還降低了人工成本,提高了勞動生產率。
2 關鍵技術創新
2.1 帶式連續自動過濾裝置
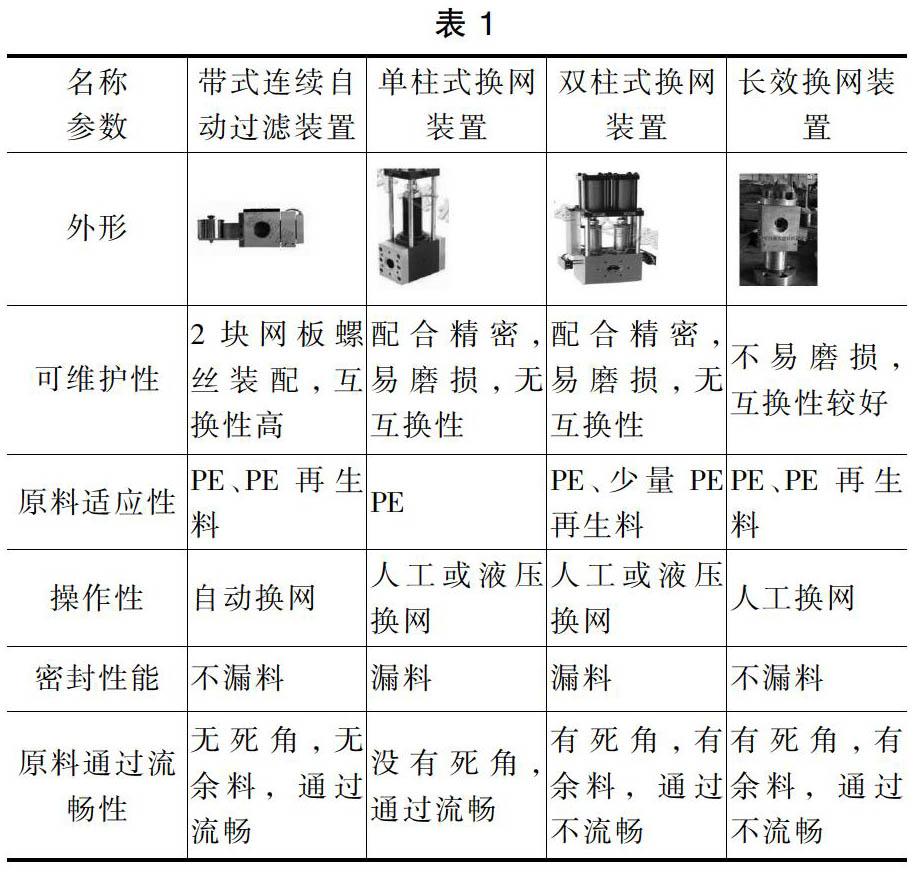
通過對各種換網裝置優缺點的分析,結合國內節水設備的現狀:各種換網裝置均有,存在磨損快、漏料、換網困難等情況,因過濾換網裝置造成滴灌帶連續生產問題經常發生,綜合各種過濾換網優缺點,確定帶式連續自動過濾裝置作為解決上述問題的突破口,以提高滴灌帶生產效率,提高PE、PE再生料適應性,解決滴灌帶連續生產中產生的關鍵難題。
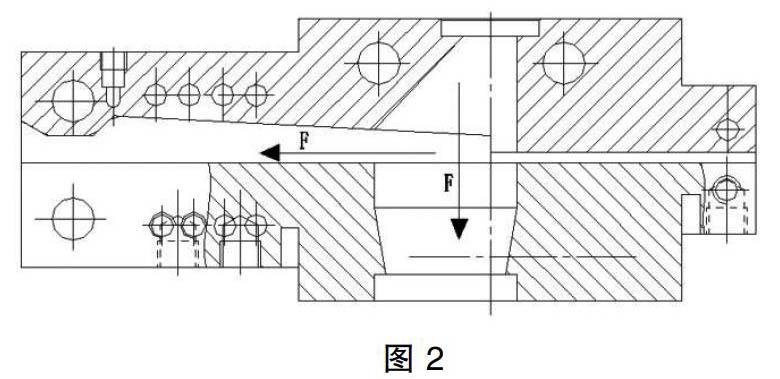
帶式連續自動過濾裝置設計方案為:擠出機擠出料通過過濾網板和過濾網帶時,擠出料在冷卻水的作用下,自動冷卻密封網板,擠出料透過過濾網帶進入多孔板正常生產,當過濾網帶上雜質過多時,擠出料很少透過過濾網帶進入多孔板,此時加熱裝置開始加熱,自動連續過濾自動開始,過濾網帶開始移動,直至壓力正常,連續過濾過程結束,過濾網帶停止移動。設計方案示意圖如圖2所示。
設計加工了高精度的過濾網板并通過特殊熱處理,大大提高了過濾網板的安裝精度和耐磨性能,解決了因安裝精度和磨損而產生的漏料問題。
通過反復實驗,確定了側壓進料通道的設計方案,原料進入側壓進料通道可以在過濾過程產生側向料壓,減小了垂直于網帶的料壓,側向料壓還可輔助網帶進行換網,從而解決了垂直料壓較大情況下,自動換網困難的難點。
密封型腔采用了楔形結構,不但能在過濾過程中快速完成換網過程,還能在冷卻時起到更好的密封作用,解決了其他換網裝置的死角余料問題,能夠保證自動換網過程的快速順利進行。
通過優化了密封性能、材料耐磨性能、進料通道結構和密封型腔結構,從而保證了滴灌帶連續生產。
為了保證帶式連續自動過濾全過程自動控制,根據過濾網和冷卻加熱系統裝置設計了溫度測試比較裝置和壓力測試比較裝置,溫度測試比較裝置和壓力測試比較裝置通過測試比較軟件,根據過濾網板和系統裝置設計了多個溫度和壓力測試點,以保證對過濾網板和物料的溫度及壓力得到準確反映,并由測試比較軟件進行采集和比較,最后反饋到上位控制系統,由控制系統進行全過程監控。
通過對傳統的生產工藝的跟蹤設計參數范圍,如下:
溫度:100℃~200℃;壓力:20MPa~30MPa;時間:20~50min
在生產運行中,根據設備對原料加工特性和產品質量標準設計了不同的參數組合,組合工藝參數中如有任一一項達到要求,監控程序發出指令開始換網,直至換網結束。
2.2 自動收卷換卷設備
國內滴灌帶生產企業發展迅速,由于人工成本越來越高,熟練技術工人流動性大造成加工過程穩定性下降,生產管理成本也越來越高,在連續性生產過程中,上卷、換卷和落卷占用了大量的人工,占全部勞動量的50%以上,并且所有的步驟都是人工完成:①人工更換管芯;②人工搭帶;③人工調整力矩;④人工割帶;⑤人工落卷,改由人工和簡單機械控制為全自動控制成為減少人工和提高勞動效率的關鍵。
根據對現有生產工藝和生產設備的深入研究,模擬人工收卷換卷過程,設計開發了全自動收卷換卷設備,采用了機械手聯動方案模擬人工勞動的過程完成整個收、換、落卷工作。其設計方案包括排線裝置、管芯夾持裝置、頂緊裝置、夾帶裝置、割帶裝置等裝置的聯動解決了各個部件之間銜接,保障生產過程有序而平穩地進行。
全自動收卷換卷設備樣機采用了全電控技術,在各個關鍵部位全部使用了傳感器,采集了全部實驗過程的數據,通過數據分析對比,優化了全自動收卷換卷設備的設計方案,部分裝置改用機械設備,保證了生產過程中設備的穩定性,并且降低了成本。
3 結論
本項目根據再生料在回收生產過程中性能發生了一定的改變,對再生料加工特性傷害性較大,對回收造粒的再生料質量影響很大,引發產品的質量不穩定,研發出了研制帶式連續自動過濾裝置、自動收卷換卷設備及相應的上位控制系統,保證了原料的適應性,使其更適合連續性生產,降低了人工成本,同時還排除了人為因素的影響,保障了產品的質量,實現了任務的預期目標,把工廠離散型單機生產轉變為流水線作業生產關鍵的一步,為滴灌企業實現自動化工廠奠定了設備基礎。
參 考 文 獻
[1] 匡迎春.南方丘陵區水稻節水灌溉自動調控系統的研究[D].湖南農業大學,2011.
[2] 張力,張凱,張杰武.新型滴灌系統及附屬設備的研發與應用[J].中國農村水利水電,2013,04:61-63.