水性珠光油墨與凹版印刷適性研究
2017-02-25 09:48:34齊清美張燕岳勇李軍魏澤陽孫李娟徐海濤
化工管理 2017年3期
關鍵詞:工藝
齊清美張燕岳勇李軍魏澤陽孫李娟徐海濤
(1.山東中煙工業有限責任公司技術中心,山東 濟南 250100;
2.青州新華包裝制品有限公司,山東 青州 262500)
水性珠光油墨與凹版印刷適性研究
齊清美1張燕2岳勇1李軍2魏澤陽2孫李娟1徐海濤1
(1.山東中煙工業有限責任公司技術中心,山東 濟南 250100;
2.青州新華包裝制品有限公司,山東 青州 262500)
根據溶劑型油墨版輥類型與工藝參數的要求,研究水性油墨版輥類型工藝參數,通過印刷版輥工藝的改進及印刷設備參數的優化,將適用于柔性版(凸版)印刷的水性油墨實際應用于凹版印刷中,實驗結果表明:用該凹版機印刷的商標中溶劑殘留總量低于標準限量要求,產品質量符合生產技術要求。
凹版印刷;水性油墨;溶劑殘留
1 材料與方法
1.1 材料、實驗設備及儀器
210g∕m2玻璃卡紙(上海偉業公司);水性油墨(昆明彩豐公司);褐、黃珠光粉(廣東);95%乙醇(青島彭錦化工有限公司);環保型樹脂(濟南石油化工有限責任公司。
Lemanic 820型8色凹版印刷機(德國博斯特公司);XRite530密度計(美國愛色麗公司);HP6890型頂空-氣相色譜∕質譜聯用儀(美國Agilent公司);CR-410色差儀(美能達公司)。
1.2 檢測方法
印刷后的成品依照《卷煙條與盒包裝紙印刷品》(YC∕T330—2014)標準進行質量指標檢測,采用《煙用紙張中溶劑殘留的測定頂空-氣相色譜∕質譜聯用法》(YC∕T 207—2014)檢測成品中的揮發性有機化合物成分。
2 結果與討論
2.1 凹版印刷版輥的類型及工藝參數分析
公司在產產品所用凹印版輥均為電子雕刻,電子雕刻網線范圍40-70線∕㎝,網穴深度50-90μm,網穴形狀為“V”字形,而激光雕刻網線范圍可在5-250線∕㎝之間,網線范圍更寬,網穴深度可達到250μm以上,網穴形狀為“U”字形,與電子雕刻相比其儲墨量、上墨量更大,油墨轉移率更高,轉印效果更佳。水性油墨用凹印版輥表面光潔度方面要求較高,如若印版表面光潔度不高,油墨版輥與油墨刮墨刀接觸表面容易造成留墨現象,由于水性油墨轉移性極好,刮墨刀刮過之后附著在凹印版輥表面的油墨極易轉移到承印物上,導致印品掛臟。需要通過加大刮墨刀的壓力來避免,因此對凹印版輥的表面電鍍層有較高要求,若表面鍍鉻層硬度不夠,將直接縮短凹印版輥的使用壽命。
通過上述分析研究,初步確定版輥工藝參數和設備優化參數,并與溶劑型油墨凹印版輥進行工藝參數比對。
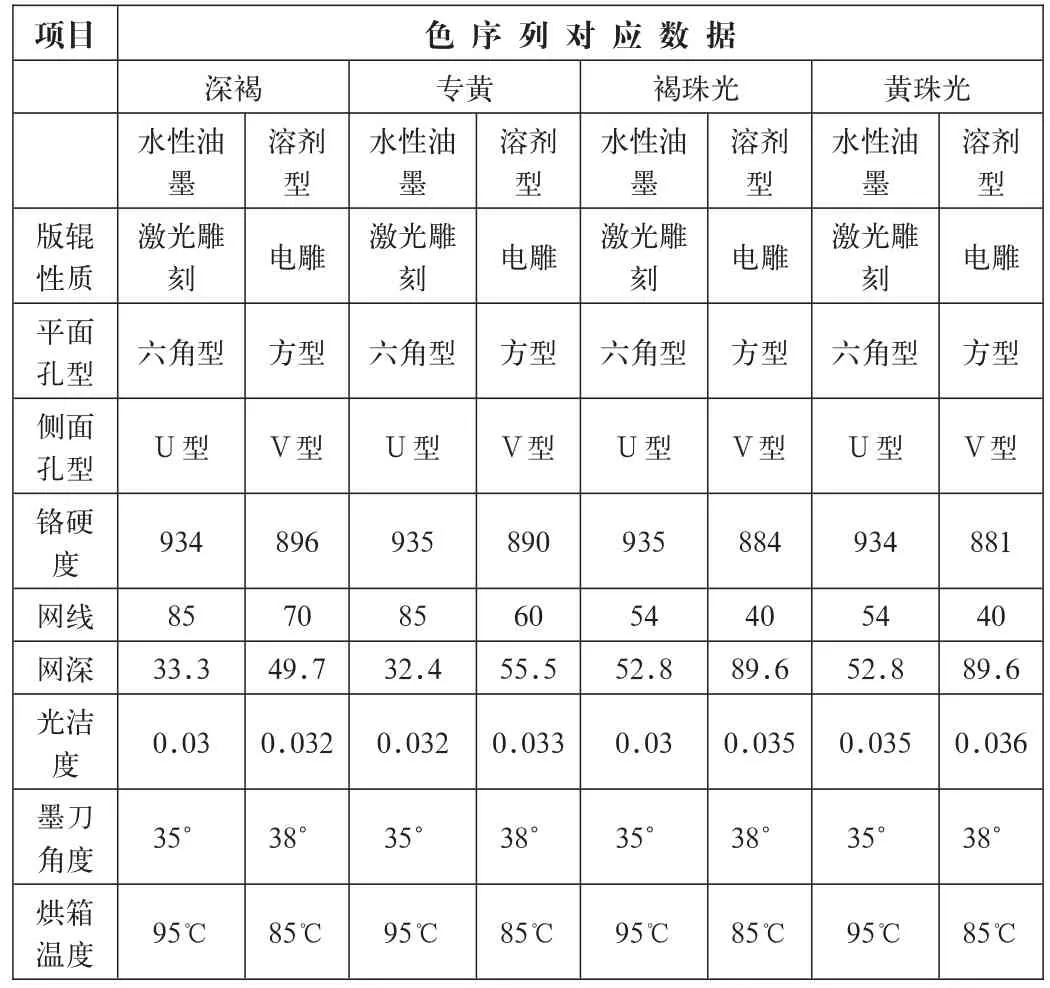
表1 水性珠光油墨用凹印版輥與溶劑型油墨凹印版輥工藝參數比較
2.2 水性珠光油墨在凹版印輥的上機試驗分析
中國民居特別是漢族民居強調整體布局的方正、對稱、規整,老北京的四合院就是其中的典型,體現了古代中國家族的禮儀、制度、觀念。南方因平地少,山地多之故,結構相對于北方民居而言則顯得緊湊些。南方民居外觀特征明顯,方正如印,粉墻黛瓦,素潔典雅。南方民居中有一支特別的派系——客家土樓。
通過上機試驗,改進后的凹版印刷版輥尺寸和版軸尺寸均未發生變化,印刷機運行平穩,確定水性珠光油墨對凹版印刷機的運行狀態無影響。但是部分產品出現流平不佳、水紋及輕微脫色現象,且產品表面干燥效果略差,印品表面出現微粘現象,造成印后模切工序的不斷停車,降低了工作效率。
對版輥工藝參數、油墨粘度、烘箱溫度等進行調整。刮墨刀與凹印版輥的角度保持35°不變,將烘箱溫度由原來的95℃調整為100℃,根據產品質量分析結果,及各色系單色上機試驗情況,對褐色和褐珠光參數進行調整,驗證凹版印輥對水性油墨上機適應性的影響以及對產品質量的影響。
通過上機試驗,改進后的凹版印刷版輥尺寸和版軸尺寸均未發生變化,印刷機運行平穩,水性珠光油墨對凹版印刷機的運行狀態無影響。
2.3 試樣色差、外觀及VOC檢測結果及分析
利用改進后的凹版印刷機,依照標準樣要求印刷成品后,取樣并制備檢測試樣,試樣各指標的檢測結果見表5。
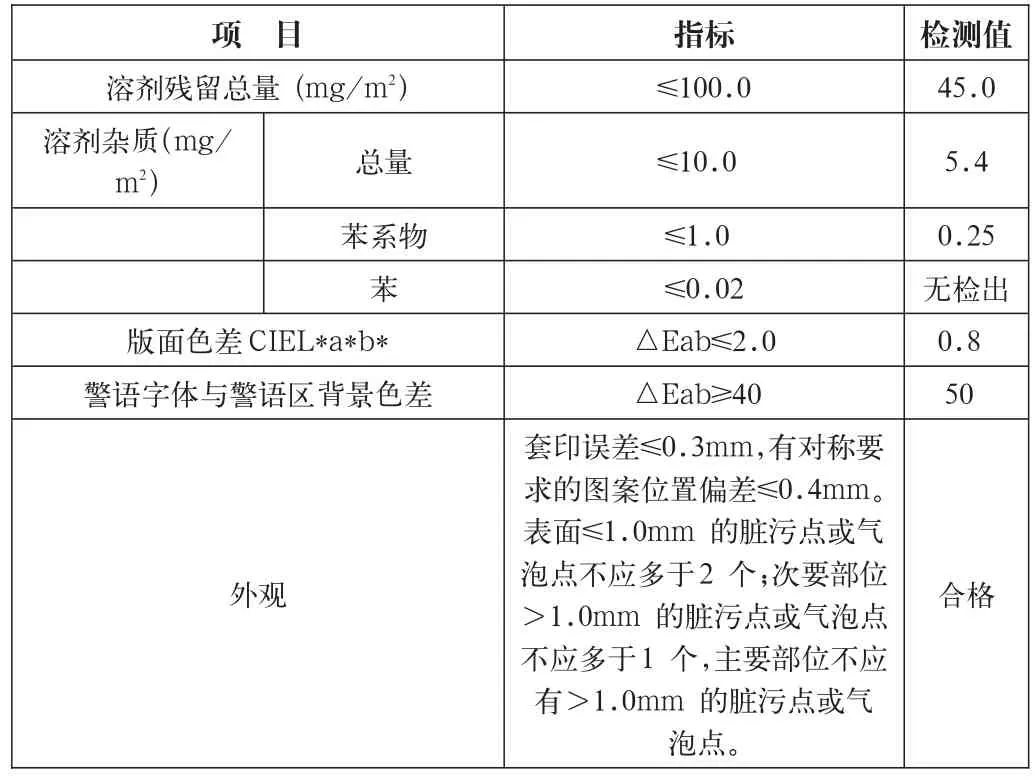
表2 試樣各指標的檢測結果
3 結語
根據對凹版印刷版輥工藝的改進及印刷設備參數的優化,成功實現了適宜于柔性凸版印刷的水性珠光油墨在凹版印刷設備上的應用,降低了產品中乙酸正丙酯跟丙二醇甲醚的殘留量,有機化合物溶劑殘留含量得到有效控制,提高了產品質量安全。同時,由于水性油墨融合于水的特性,使用水性油墨印刷時清洗的介質主要是水,方便清理印刷設備,解決了溶劑型油墨印刷設備必須用乙酸正丙酯等有機溶劑才能清理的難題,有效控制生產過程中有害氣體的排放,減少了對大氣環境的污染。
[1]劉波.凹印水性油墨印刷問題淺析[J].印刷世界,2011(1): 4.5.
[2]張彪,胡更生,李陽,等.凹印水性油墨與溶劑型油墨印刷性能對比[J].印刷雜志,2011(12):46.49.
[3]于殿友.探討水性油墨在凹印煙標印刷上的應用[J].印刷雜志,2006(6):26.28.
4.2 無線傳輸系統結構:
中間繼電器柜
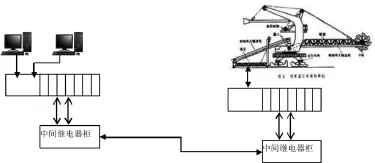
取消斗輪機扁纜控制傳輸方式改為無線通訊數據傳輸方式,斗輪機的運行與輸煤程控進行通訊啟動堆料、啟動取料、停機信號、堆料運行、取料運行、變壓器溫度高報警、變壓器溫度高高跳閘等一系列控制及連鎖信號均通過硬接線引入無線通訊模塊,從而實現無線傳輸進行通訊,斗輪機其他的PLC系統軟硬件均無需進行改動,改造后系統機構圖如圖(二)所示:

5 結語
目前企業中,蒸發塘、火車軌道衡、輸氣管線等裝置生產設施布置較為分散,數據采集比較困難,數據傳輸距離遠,將大量的監控數據通過硬接線的方式通訊的控制室難于實現耗資較大,況且在極端天氣下維護費用較高,故障率更是高居不下。無線通訊技術的發展與應用,使得企業在生產控制領域突破了長距離傳輸技術瓶頸,有效解決了現有遠程監控信號通過硬接線傳輸形成的缺陷以及帶來的系統隱患。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52