空壓機缸體材料成型與加工方案規劃與應用
2017-02-28 10:17:01張雷高亮
科技資訊 2016年28期
張雷 高亮
摘 要:在對空氣壓縮機缸體材質進行研究的基礎上得出了鑄件微量元素最佳配比的質量分數,通過合理的鑄造及熱處理工藝形成了具有較高機械性能的缸體毛坯。通過對加工設備的選擇、裝夾方案與夾具的設計、刀具的選用以及加工參數的設置等機械加工工藝內容的研究,經過多次試制,不斷調整工裝與工藝參數,最終達到缸體零件的技術要求,其機械加工成品率達到97%。
關鍵詞:缸體材料 鑄造成型 定位基準 精加工
中圖分類號:TH45 文獻標識碼:A 文章編號:1672-3791(2016)10(a)-0070-02
空氣壓縮機由于具有可靠性好、效率高、使用壽命長等優勢在工業領域得到了廣泛的應用。文章基于壓縮機氣缸零件的制造過程研究其合金鑄鐵材料配比、鑄造成型工藝以及機械加工工藝過程。
1 缸體材料的配比研究
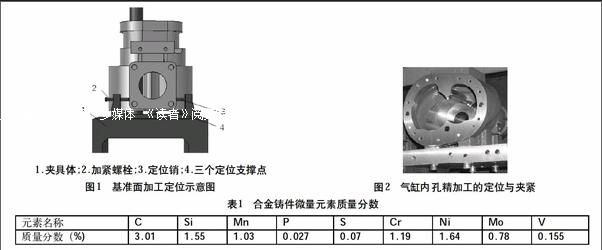
以降低成本、提高機械性能為目的對機體氣缸的材質進行分析,在原有鑄鐵的基礎上添加相應的合金元素,其中鉻、鉬、鎳、硅等元素與鑄鐵HT200融合形成合金滲碳體,可以提高缸體的耐磨性;硅、鉻元素可使缸體零件表面形成致密氧化膜,提高其抗高溫氧化性;鎳、鉬元素使缸體的強度和韌性提高。通過實驗調整鑄鐵中合金的配比,采用合理的熱處理工藝,使鑄鐵金相組織發生改變從而達到提高材料機械性能的目的。經多次試驗,缸體鑄件的微量合金元素的質量配比如表1所示。
2 缸體鑄造成型工藝
將上述材料按一定比例配置,在中頻電爐中進行熔煉,進行調質處理,其中爐溫控制在1 400 ℃~1 450 ℃、調質時長控制在20 min是關鍵,足夠高的溫度和充分的時間是為了保證所有材料能夠充分融合、反應,形成均勻的、理想的金相組織。然后采用樹脂砂型鑄造法進行澆鑄。
3 缸體機械加工總體設計
缸體零件加工的主要工作是保證量缸體內孔的位置精度和形狀精度要求。缸體內徑¢84.28 mm和¢106 mm的兩孔,孔距74.98 mm,公差范圍為0.016 mm,如圖1所示。缸體加工的定位基準方案為:與缸體軸線平行的大平面作為缸體加工的精基準平面,在平面上加工兩定位銷孔作為定位的工藝孔。而加工定位基準所在的大平面則選擇與缸體軸線垂直的缸體底面作為基準。
4 缸體定位基準的加工
4.1 加工前準備
在缸體精加工的定位基準所在平面進行加工前,基于互為基準的原則以缸體鑄件基準面的毛坯面為基準,利用普通銑床粗銑氣缸底面,利用這個表面作為基準加工氣缸基準面。
4.2 定位方案
選擇氣缸底面作為主要定位基準,由夾具的3個在一個平面的支撐點限制,垂直于底面方向的旋轉自由度由夾具設計的定位銷限制,如圖1所示。
4.3 工件夾緊方案
在加工氣缸定位基準面前利用夾具左側螺釘,如圖2所示固定工件,利用穿過氣缸內孔的兩根M25的長螺栓和螺母壓緊汽缸頂面上的壓板,從而實現缸體的夾緊方案。
4.4 加工工藝過程安排
選擇帶旋轉工作臺的立式加工中心作為加工設備,首先在旋轉工作臺上找正并夾緊夾具,然后粗、精加工氣缸前表面,工作臺旋轉180°,粗、精加工缸體定位基準面和6個M16-6H螺紋孔以及2個¢22H7工藝孔。
5 氣缸內孔精加工工藝設置
5.1 定位與夾緊方案
為了保證氣缸內孔的加工精度,根據基準統一的原則,利用精加工過氣缸基準平面和兩個¢22H7的工藝孔,作為定位基準,設計夾具的平面支撐缸體,更根據工藝要求在夾具上設計兩定位銷配合兩工藝孔完成缸體的定位方案。在夾具平面上設計4個通孔對應缸體基準表面上的M16-6H螺紋孔,利用標準M16螺栓將缸體緊固在夾具體上,實現氣缸的夾緊方案,如圖2所示。
5.2 加工工藝過程設置
(1)機床選擇:選擇DH60臥式加工中心作為加工機床,此機床配備高性能FANUC18i數控系統;全數控旋轉工作臺,具有交換托盤功能;獨立鏈式刀庫可存放50余種不同刀具;機床具有高精加工能力。
(2)刀具加長桿的應用:由于缸體內孔為階梯孔,孔軸向較深,在選擇粗鏜和精鏜刀具的刀柄長度不能滿足孔深要求時,根據氣缸內孔的技術標準定制BT50刀柄的加長刀桿的粗、精鏜刀具。
(3)加工順序安排:粗、精加工φ84.2 mm、φ106.8 mm的缸體內孔,然后工作臺旋轉180°精加工φ34 mm 、φ46 mm的缸體內孔。
6 結語
在壓縮機缸體零件的制造過程中,通過對合金材料的深入研究,試驗驗證了各種元素的最佳配比方案;通過先進的鑄造成型工藝和熱處理工藝使缸體具有良好的機械性能;通過對加工設備、裝夾方案以及加工參數等工藝內容的設計,完成了缸體零件的加工。經三坐標測量機對氣缸內孔進行檢測,檢測結果顯示各部分精度達到了技術要求,在批量生產過程中,機械加工成品率達到97%。
參考文獻
[1] 楊保成.箱體類零件數控加工程序生成系統開發[J].鑄造技術,2013(5):642-645.
[2] 房長興.發動機缸體加工工藝研究[J].機械設計與制造,2003(3):262-264.
[3] 劉玉高,馬幼平,呂寶君,等.熱處理對高鉻鑄鐵凝固組織及力學性能的影響[J].熱加工工藝,2009(2):118-120.
[4] 高峰,魏志強,郭山國.制冷壓縮機機體零件的數控加工工藝分析與編程[J].現代制造工程,2011(4):20-23,51-53.
[5] 鐘華燕.航空薄壁法蘭盤類零件高效銑削加工工藝研究[J].煤炭技術,2013(8):37-38.
