重慶市永川區健身場所對不同類型健身教練的需求調查與分析
2023-01-23 12:13:44熊華宇吳龍
當代體育 2022年42期
關鍵詞:康復
熊華宇 吳龍
近年,社會經濟的迅速發展,快節奏的生活方式導致現代人身體健康面臨著許多問題,由此,人們的健康意識越來越得到了提高,越來越多的人愿意加入到健身的行業中來,加之國家大力提倡,近年來我國健身行業市場規模持續擴大,據已有數據表明,中國的商業健身俱樂部約5000家左右,到2022年健身產業規模將進一步超過2000億元,未來,我國健身市場存在相當的發展前景。
雖然大多數人看好健身市場在中國發展的潛力,但由于近三年來疫情的沖擊,部分健身場所被迫退出健身市場,健身教練的流動性也比較強。在重慶市永川區目前有二十幾家正在營業的商業健身俱樂部,且人們對重慶市永川區健身場所對不同類型健身教練的需求這一塊的研究還有待補充。本文通過對永川區健身教練和健身會員的調查研究,最終分析出永川區健身場所健身教練的需求現狀。
1 研究對象與方法
1.1 研究對象
以重慶市永川區維克特瑞健身(永川店)、悅客健身游泳(華茂旗艦店)、M+健身俱樂部、多巴胺健身、TimeFit湯姆健身、Champion健身、keen健身、舒普健身、斯塔克運動空間,犟人健身十家健身俱樂部為研究對象。
1.2 研究方法
1.2.1 文獻資料法
以“健身教練”、健身俱樂部為關鍵詞查閱中國大學生知網,對相關資料進行分析,尋找本文可以借鑒的邏輯思路,為文章深入研究提供理論基礎和分析方法。
1.2.2 數據分析法
利用EXCL對回收的問卷中有效數據進行統計和分析,以列表法和作圖法呈現。
1.2.3 訪談法
為了加強研究結果的可靠性和準確性,對進行研究的十家健身俱樂部進行走訪,同俱樂部管理人員進行訪談交流,訪談后將訪談記錄交給受訪者進行確認,并深入內部觀察分析,爭取獲得最準確的資料。
1.2.4 問卷調查法
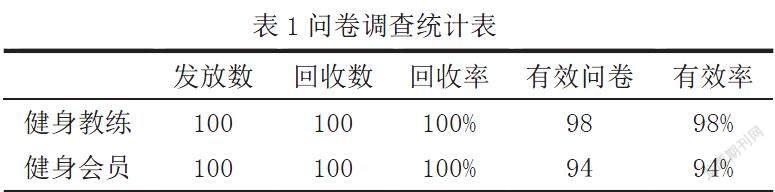
通過部分文獻資料的閱讀,采用了面對面回收的方式,將問卷分別發給了重慶市永川區維克特瑞健身(永川店)、悅客健身游泳(華茂旗艦店)、M+健身俱樂部、愛健身工作室、TimeFit湯姆健身、Champion健身、keen健身、舒普健身、斯塔克運動空間、犟人健身十家健身場所,針對健身場所健身教練和健身會員,發放不同類型的問卷,問卷總共發出200份,健身教練和會員各100份,回收200份,健身教練問卷有效問卷98份,有效率98%,健身會員有效問卷94份,有效率94%。
2 研究結果與分析
2.1 健身教練類型的調查與分析
健身教練作為健身場所重要的從業人員,對健身俱樂部的經營和解決會員的問題起著非常重要的作用,優秀的健身教練還可以為整個健身俱樂部帶來非常可觀的經濟效益。
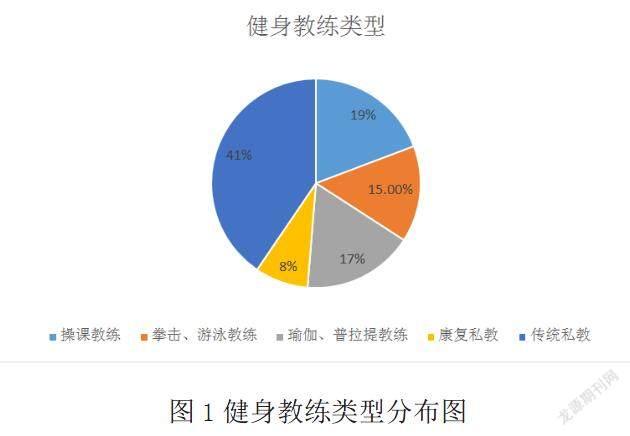
通過調查研究,目前永川區健身教練有以下幾類:操課教練、拳擊教練、游泳教練、瑜伽、普拉提教練、康復私人教練以及傳統私人教練(只擅長增肌減脂普通指導的私人教練)。
從圖1可以看出,目前永川區健身場所最多的教練類型是傳統私人教練,占教練總數的41%,其次是操課教練,瑜伽、普拉提教練,拳擊、游泳教練,分別占總比例的19%、17%、15%、康復私教是最為稀缺的一類教練,僅占總數的8%,因此,在專業教練的培養上要適當向康復私人教練傾斜。
2.2 對健身教練自身的分析
2.2.1 對健身教練性別分析
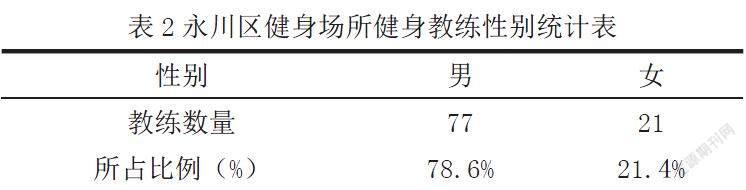
健身教練的性別對會員選擇教練有較大的影響,比如在指導的過程中有肢體的接觸,部分會員難以接受,所以他們會選擇同性的教練,因而對健身教練的性別進行了調研,得到表2:
由表2可以看出,永川區健身場所健身教練大多數為男性教練,占總比例的78.6%,而女性教練特別少,僅占21.4%,由此可以看出,永川區健身教練男性教練占比過大,女性教練過少,因為部分項目的指導男性教練無法對女性會員指導,例如產后康復和部分有身體接觸等項目,需在女性教練的指導下完成,但女性教練比較缺少,所以在健身教練培養方面要適當向女性教練方面培養
2.2.2 對健身教練年齡分析
健身教練年齡對會員選擇教練有較大影響,有的會員比較傾向于和自己年齡相仿的教練,而有的會員則更傾向于比自己年齡大一點的教練,認為他們資歷較深一些,因而對健身教練的年齡進行了調研,得到表3:
由表3可以看出,永川區健身場所健身教練的年齡大多數集中在20—30歲之間,占總比例的76.6%,40歲以上的特別少,僅占1%,由此可以看出,健身教練都比較年輕化。
2.2.3 對健身教練學歷分析
健身教練的學歷與其素質和可塑造性關聯較大,例如文化程度較高的教練,相對學習能力較強一些,后期可以通過專業培訓更好的提升自己,為會員提供更加專業化的服務,因而對健身教練的學歷進行了調研,得到表5:
由表4可以看出,永川區健身風健身教練學歷普遍偏低,研究生為零,本科生相對也比較少,占比僅為23.5%,大部分為專科學歷,占比有44.9%,而且專科學歷以下人數也比較多,占比達到31.6%。可以看出,永川區健身場所健身教練學歷整體較低,教練文化水平有待提高。
2.3 對健身會員的分析
2.3.1 對健身會員健身目的分析
健身會員作為健身場所最直接的消費人群,直接影響到健身場所的經營模式、經濟效益,并且與健身教練的發展息息相關。
健身會員健身目的為健身場所培養相關教練指明一定方向,例如,某健身場所大多數健身會員健身只是為了增肌減脂,喜歡參加團體操課等活動,則此健身俱樂部可相對多增設幾節操課,教練方面適當向操課教練傾斜,或者某健身場所康復私教名氣較高,有身體康復需求的會員越來越多,則此俱樂部在教練引進方面需要向康復私教適當傾斜,因而對健身會員的健身目的進行調研,得到表5:
由表5可知,會員健身目的是為了改善形體的最多,占比達35%,目的為增肌減脂的較多,占比有33%,目的為醫療康復的占比達24.5%,僅為體驗一下的占比為7.4%。從調研的數據來看,雖然為醫療康復健身的會員占比相比增肌減脂、改善形體的較少,但也達到24.5%,說明此類會員在健身場所還存在著一定數量會員,應該引起健身場所的關注并開發此類會員。
2.3.2 對健身會員鍛煉形式分析
當前社會健身人群日益復雜,健身會員也為達到不同的鍛煉效果采取有效的鍛煉形式或自我喜歡的鍛煉行為,研究會員的鍛煉形式,有助于健身場所合理的分配教練資源,因而對健身會員鍛煉形式進行調研,得到表6:
由表6可知,健身會員鍛煉形式為固定器械或自由器械的最多,占比為41.5%,可安排相應的教練進行巡場指導,為會員提供更加優質的服務。鍛煉形式為有團體操課的會員較多,占比為31.9%,這一類會員的選擇多是出于此種鍛煉形式趣味性強,鍛煉氛圍較好。鍛煉形式為有氧運動的會員較少,占比為14.7%。鍛煉形式為游泳拳擊的會員最少,占比為11.7%,采用這種鍛煉形式的會員是出于對游泳或者拳擊這種運動項目的個人愛好,部分會員此前有一定基礎而繼續采取以喜歡的運動項目繼續鍛煉的形式。希望健身場所能夠針對會員的鍛煉形式解決會員的問題,不僅僅是為追求經濟效益。
2.4 健身會員對不同類型健身教練的需求分析
健身場所的發展一定程度上取決于健身會員,健身教練旨在解決會員的問題,研究健身會員對不同類型教練的需求為健身場所引進健身教練具有重大的參考價值,因而研究健身會員對不同類型教練的需求,得到表7:
由表7可知,會員在其他條件允許的條件下,表示需求最多的是康復教練,占比為35.1%,而目前健身市場中康復私教又比較稀少,很多私人教練僅僅只是擅長增肌減脂的訓練計劃制定和指導,未來隨著社會的發展人們會越來越愿意走進健身房。除了康復私人教練,會員對擅長增肌減脂的傳統私教也比較多,占比為29.8%,拳擊游泳教練,瑜伽、普拉提教練和次之,占比分別為18.1%、17%,可以看出,不管健身行業如何發展,會員對傳統私人教練的需求永遠存在,這與人們現在的生活習慣和對形體方面的審美有著密不可分的關系,建議健身場所加強對健身教練的培訓,為會員提供更加優質的服務。
2.5 健身場所對不同類型健身教練的需求分析
目前,整個健身市場人才流動較大,很多健身場所教練都未達到飽和,而健身教練對自己的工作場所教練分布也比較了解,因而,在對健身教練的問卷調查中,設計了“您認為您所在的俱樂部最需要哪種類型的教練”一題,得到表8
由表8可知。教練們表示自己所在健身場所最需要康復私教的教練占比最大,占比為58.2%,另外,健身場所對操課教練需求也較高,占比達21.4%,部分教練表示,操課教練流動性過大,因而操課教練一直處于缺少狀態。而游泳、拳擊教練,瑜伽、普拉提教練需求一般,占比分別只有7.1%、10.2%。建議健身場所對教練進行其他業務能力的培養,比如對傳統私人教練進行操課技能的培養,打造多元化教練。
3 結論與建議
3.1 結論
3.1.1 永川區健身場所教練體系有待優化
在調查永川區對不同類型教練需求的過程中,對教練的性別和文化程度進行了調查研究,研究表明教練男女比例嚴重失衡,女性教練過少,男性教練占比遠遠超過女性教練,且教練整體文化程度偏低,在對會員的問卷中,大部分會員認為健身行業存在著缺乏高素質教練的問題。
3.1.2 永川區健身會員需求最多的教練類型為康復私教
在調查中,通過調查問卷和訪談,發現目前永川區健身場所會員需求最多的教練類型為康復私教,并非擅長增肌減脂的傳統私人教練,這表明人們的健康意識越來越高,伴隨著這種意識,人們的健康行為也會逐漸顯現,未來人們對康復私人教練的需求會越來越大,康復私人教練的發展前景會越來越好。
3.1.3 永川區健身場所對各類教練的需求
通過調查研究,發現永川區健身場所目前需求最多的是康復私人教練,而且健身場所內最少的教練類型也為康復私人教練,而傳統的私人教練最多,幾乎已經達到飽和狀態,瑜伽、普拉提教練,游泳、拳擊教練的需求也不是較多,這說明永川區健身場所健身教練除康復私教外其他教練的需求性不是很大。
3.2 建議
3.2.1 加強健身教練團隊的建設
健身教練的形象可以說是整個俱樂部的門面,永川區健身場所應該不斷加強對教練的培訓,提高教練的業務能力和服務精神,加強同高校體育院校的合作,打造高素質的教練團隊。針對教練男女比例失衡,應該加大對女性教練的培養和引進,更好的為會員提供優質的服務和解決問題。
3.2.2 建立統一規范的行業標準和培訓機構
目前健身行業進入沒有統一的行業標準,市場較為混亂,從行業的角度來說,應該建立全國統一的行業規則和培訓機構,提高健身教練的準入門檻,定期對教練進行考核和培訓,不斷提高健身教練的素質和水平。
3.2.3 培養一專多能的綜合性教練
永川區健身場所健身教練處于相對飽和的狀態,但表現為傳統私教過多,康復私教較缺的現狀,應該對傳統私教進行康復能力的培訓和改造,使健身教練在都有自己擅長指導的項目的同時,掌握康復領域的相關技能。
(作者單位:1.重慶文理學院;2.克里斯汀大學國際學院;3.慶陽市環縣演武鄉中心小學)
猜你喜歡
康復(2023年11期)2023-11-20 07:45:54
康復(2023年14期)2023-11-20 06:04:54
中老年保健(2021年4期)2021-08-22 07:08:14
護理與康復(2021年2期)2021-03-05 08:10:44
家庭醫學(下半月)(2020年1期)2020-05-11 02:05:46
廣東醫科大學學報(2020年6期)2020-02-06 06:00:56
特別健康(2018年2期)2018-06-29 06:13:44
反射療法與康復醫學(2017年7期)2017-01-16 01:11:02
中國衛生(2014年6期)2014-11-10 02:30:50
中國中醫藥現代遠程教育(2014年23期)2014-03-01 04:33:45
