基于SolidWorks的偏心軸配重
2017-03-01 10:27:32伊大寶
中國新通信 2016年23期
伊大寶
【摘要】 在機械制造業迅猛發展的現在,對所加工產品的質量要求越來越高,因此選用合理的加工方式以及利用計算機進行精確的計算可以有效地保證產品質量。本文主要利用Solidwords制圖軟件的強大功能針對各種類偏心問題進行分析與精確計算,實現加工過程中的動平衡,保證被加工零件的穩定轉動,提高被加工零件的表面質量。
【關鍵詞】 Solidwords 偏心分析與計算 配重
一、偏心軸示例
1、偏心軸尺寸如圖所示: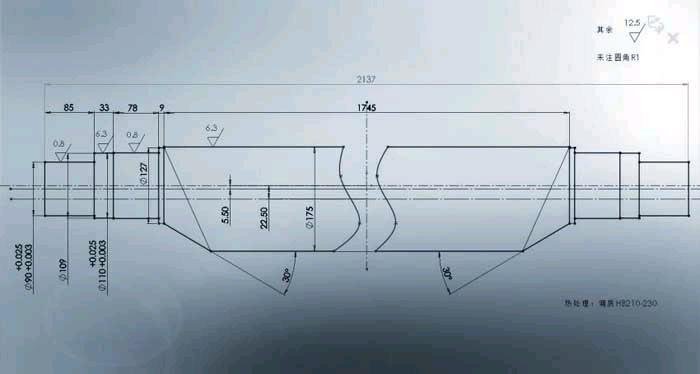
2、設計要求:材質45#鋼,∮110(+0.025,+0.003)處與軸承配合,光潔度0.8,圓跳度小于0.05mm,∮90(+0.025,+0.003)光潔度0.8,
3、工件特點:偏心軸總長2137mm,此軸有兩處偏心,主要偏心部分外圓∮175mm,長度1745mm。以∮110的軸線為參考軸心,∮175軸線相對偏心量為22.5mm,∮90(軸頭部位)軸線相對偏心量為5.5mm。
二、偏心問題分析
傳統加工方法:加工∮110的偏心部位時,前期需按∮110處粗加工的外圓找正,打出中心孔,通過降低車床主軸轉速(30-50轉/分)、進給量(0.05-0.10mm)和切削深度(2-3mm),來防止工件因工件轉動時離心力大而造成的危險,但由于轉速底,將會使工件的光潔度差,也使得工件的公差及圓跳度無法達到要求,同時由于磨床上頂尖的承載能力有限,工件的離心力太大,無法在磨床上加工。用傳統方法加工出的工件不僅需要較長得時間,而且質量無法滿足設計要求。解決方案:在相對偏心部位關于軸線對稱的位置處增加質量,使得重心移向軸線并在軸線上,零件在高速旋轉下仍能保持動平衡。
三、偏心軸偏心部分配重的設計及計算
1、要滿足設計要求,需將工件轉動時離心力大的問題解決,即給偏心軸配重,配重時需計算出配重塊的準確重量及配重塊位置。
2、配重塊位置的確定。生產中由于機床自身性能、工件特點等原因,無法在卡盤上配重,同時卡盤上配重將會出現工件雖然在整體上處于平衡,但局部的不平衡會導致工件兩端反方向的擺動,所以配重塊盡量均勻分布在軸身處,考慮到輔助成本及合理配重,配重塊設計為三塊,重心處一塊,兩端各一塊。
3、基于SolidWorks對偏心軸重心的計算
(1)利用SolidWork三維制圖工具做出偏心軸的三維效果圖。
(2)以∮110軸線為軸心,切除∮127的圓柱,剩余部分便是偏心部分(端部∮90偏心量小,可以忽略不計,若要考慮,可重新核定切去圓柱部分的直徑)。
(3)利用SolidWorks強大的計算功能,可計算出其重心的準確位置,將∮110圓柱體軸線正中心確定為原點,方向如圖所示: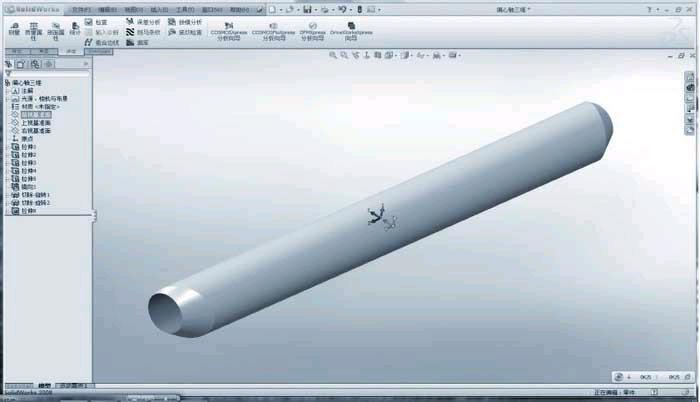
偏心部分的參數計算結果:密度 = 0.078 克/立方毫米;
質量 = 149198.40 克;
重心坐標 ( 毫米 ): X = 0.00 ,Y = -46.81,Z = 0.00;
根據現有已知條件,可以求出偏心部分相對∮110軸線的力臂為46.81,力矩=149.1984kg*9.8N/ kg*0.04681=68.443N*m。
(4)合理設置配重塊的外形及重量。車床操作者提出無法保證直徑110的公差、圓跳度及光潔度。隨后,我組織車床(C650及CW6163)和磨床操作水平較高的操作者共同討論加工方案,由于偏心量太大,轉動很不穩定,偏心部分所處位置不同時的轉速差距大,頂尖顫動量大,一致認為無法加工出要求如此高的工件。為保證我廠的聲譽和利益,我潛心專研,找出問題的根本原因—偏心量太大,并想出解決此問題的方案—給軸身配重,達到補充重量使軸整體保持平衡狀態。但配重塊的位置如何分布以及配重塊的重量如何確定,是解決實際問題的關鍵,下面將我使用的計算方法說明如下:1、用solidworks三維作圖軟件做出偏心軸的偏心部分,
密度 = 0.0078 克/立方毫米
質量 = 105993.38 克
體積 = 13588895.22 立方毫米
表面積 = 974938.52 毫米^2
重心 : ( 毫米 )
X = -69.50 Y = 0.00 Z = -872.50
慣性主軸和慣性力矩 : ( 克 * 平方毫米 )由重心決定。
Ix = (0.00, 0.00, 1.00) Px = 317806268.30
Iy = (0.00, -1.00, 0.00) Py = 26949252211.82
Iz = (1.00, 0.00, 0.00) Pz = 27160637440.05
慣性張量 : ( 克 * 平方毫米 )
由重心決定,并且對齊輸出的坐標系。
Lxx = 27160637440.05 Lxy = -0.00 Lxz = 0.00
Lyx = -0.00 Lyy = 26949252211.82 Lyz = 0.00
Lzx = 0.00 Lzy = 0.00 Lzz = 317806268.30
慣性張量: ( 克 * 平方毫米 )
由輸出座標系決定。
Ixx = 107848762515.40 Ixy = -0.00 Ixz = 6426935870.93
Iyx = -0.00 Iyy = 108149292821.83 Iyz = -0.00
Izx = 6426935870.93 Izy = -0.00 Izz = 829721802.97
參 考 文 獻
[1]《金屬切削原理與刀具》機械工業出版社,陸劍中、周志明主編2012年6月第一版
[2]《機械加工技能訓練》華東師范大學出版社,梁勇、顧宗林主編2013年8月第一版
[3]《機械制造工藝學》機械工業出版社,陳明主編2015年8月第一版