提升沖壓模具型面研配質量及效率的方案分析
2017-03-08 06:06:38賓小林
裝備制造技術 2017年12期
黃 羆,唐 雅,賓小林
(柳州展菱機械有限公司/柳州日高濾清器有限責任公司,廣西 柳州545616)
在模具制造過程中,研配工作是保證模具沖壓穩定性的關鍵工序[1-2],模具上、下型面貼合不好,貼合率達不到要求,會直接導致沖壓出來的產品每批次的間隙、料邊等關鍵尺寸都不一致,最終影響產品焊接及裝車品質不穩定。因此,如何保證模具型面的貼合率達到要求,是模具制造中的關鍵問題。
1 影響模具研配質量及效率的問題及原因分析
1.1 研配方法錯位
原因1:數控加工完成后,鉗工清角后第一次上機臺時沒有對上、下模型面間隙進行確認,直接涂紅丹進行研配;
原因2:隨意取用用于研配的上、下模用的限位塊;
原因3:做研配工作的鉗工無法識別研配過程中壓制出來的哪些部位是真紅丹,哪些部位是假紅丹;
原因4:壓制出來的零件多次用于研配(因零件壓多后會改變應力,從而導致狀態失真)。
1.2 工具準備不齊全——單純研配工作外影響效率的問題
原因1:研配過程中,鉗工來回50m路程走動取放工具;
原因2:工具拿到壓機旁,使用時才發現用不了,又得重新回到班組拿。
1.3 數控加工問題
原因1:加工程序的編制問題;
原因2:刀具磨損問題[3];
原因3:清角彈刀問題[3]。
2 提升模具研配質量及效率的主要措施
2.1 針對研配方法錯誤
方案1:模具加工完成,鉗工進行地面清角修順工作后,第一次上壓機必須用鉛絲檢測上、下模的配合間隙,驗證加工后模具上、下模的間隙是否符合產品料厚要求,R角是否清角到位;在模具研配流程及作業標準書中添加該工作步驟。圖1為均勻放置鉛絲;圖2為壓制后鉛絲的形狀;圖3為測量鉛絲厚度,與產品料厚相對比[4],以此來驗證加工精度是否合格。
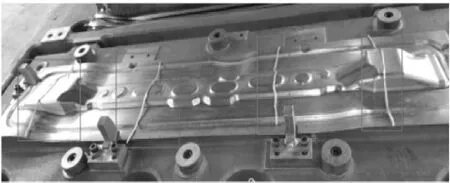
圖1 均勻放置鉛絲

圖2 壓制后鉛絲

圖3 測量鉛絲厚度
方案2:準備模具研配專用限位塊(10 mm、15 mm、20mm等規格),該限位塊只用做研配工序,其它工作不允許使用。在研配前檢查限位塊是否有磨損、壓印等問題。限位塊形狀如圖4所示。
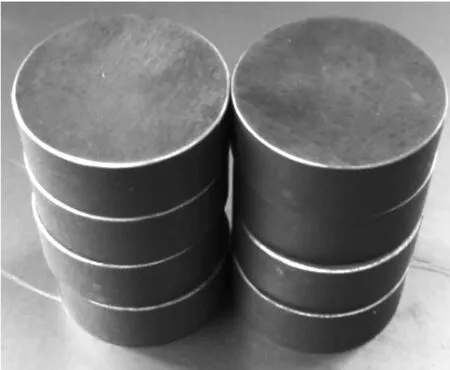
圖4 限位塊形狀
方案3:模具型面研配,主要通過紅丹做為載體來反映研配工作是否達標,而部分員工由于從業時間短、工作中接觸該工序工作比較少,導致經驗匱乏而無法判定研配后的零件紅丹接觸率是否達標,這就需要有經驗的班長、科長對其進行培訓指導,剛接觸該工作時也要求班長、科長進行實地指導,制定《模具研配流程》及《模具研配檢查表》,每月定期對員工進行研配技能培訓,并且要求員工在懂模具組立技能的前提下才能深入學習研配技能,遵從由簡單到復雜的培養模式,做到逐層深入。
方案4:與第1點類似,用于研配的零件,在研配流程及作業標準中增加研配壓制次數要求[1],每位進行研配工作的鉗工必須按規范要求進行工作,班長、科長逐層檢查。如圖5為成型、翻邊類模具研配檢查表。
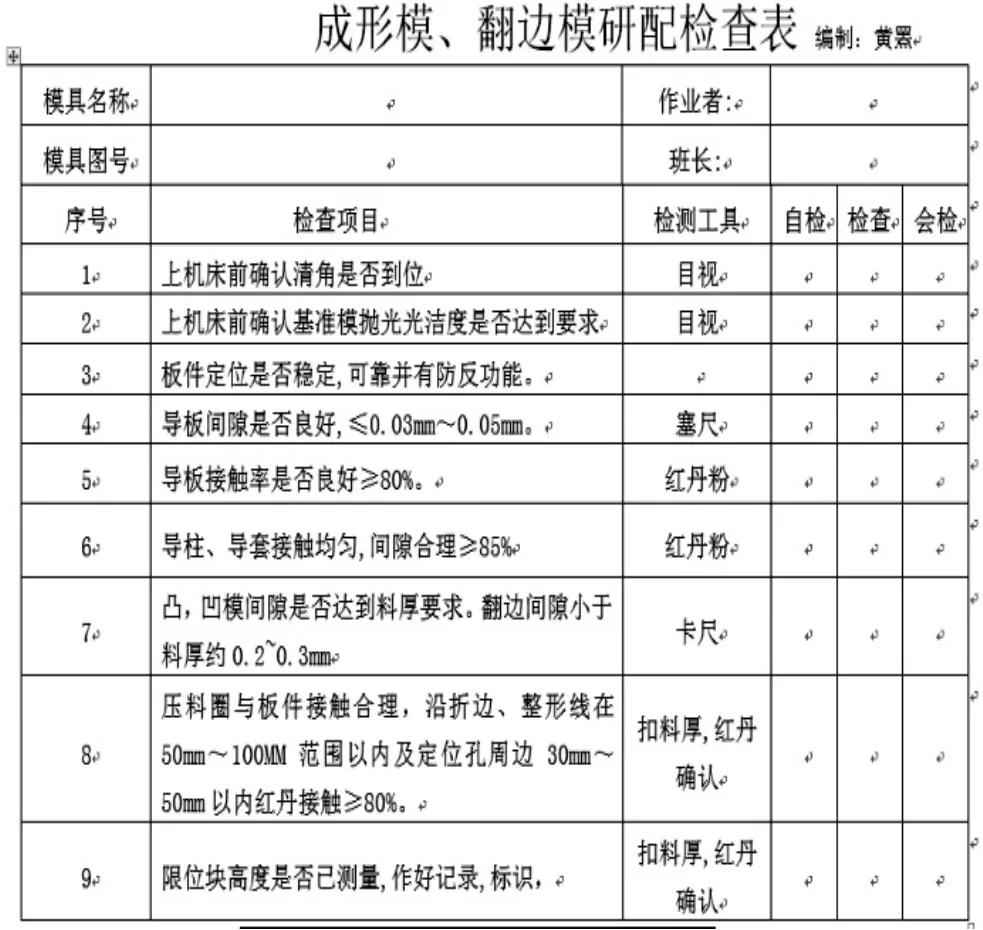
圖5 成型、翻邊類模具研配檢查表
2.2 針對工具準備不齊全
此問題主要為模具研配的附加時間問題,改進這個問題,需從日常工具保養維護、研配前準備、工具使用擺放等方面著手。經過部門研究討論,采取以下措施進行改善:
方案1:工作1年以上的,常用電動工具及部分小工具劃分個人保管,人手一套,每月底進行排點,每周定時進行工具保養,班長組織檢查;
方案2:公用工具由班長負責管理,每天清點數量,員工使用工具前需登記領用;如圖6所示。

圖6 公用工具
方案3:制作流動工具箱,在工具箱上附有《研配工具清單》,研配前員工按清單拿工具進流動工具箱內并登記,保證一次性拿完研配工作所需要的工具,避免來回走動拿工具,使用完后,按工具放置位置放回原位;如圖 7、8、9 所示。

圖7 空工具箱

圖8 按規定位置放置工具
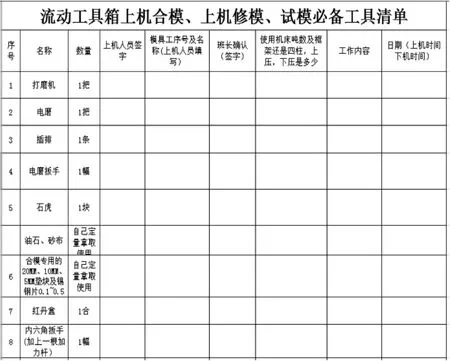
圖9 部分工具清單
2.3 數控加工問題
方案1:對于數控編程問題,重點在于模擬檢查,編程員在編制完程序后,為了省事經常編完就發至現場加工,這樣會導致現場加工時進刀時撞刀、基準選取錯誤從而型面加工偏移等現象,而且還要結合實物,看程序按理論數模走是否有干涉現象,所以在編制完程序后,模擬檢查這一步驟必不可少,我們是要求在程序單上有專門檢查人的簽字,電腦里有模擬路徑方可發至現場;如表1、圖10為《NC加工編程程序單》部分內容。
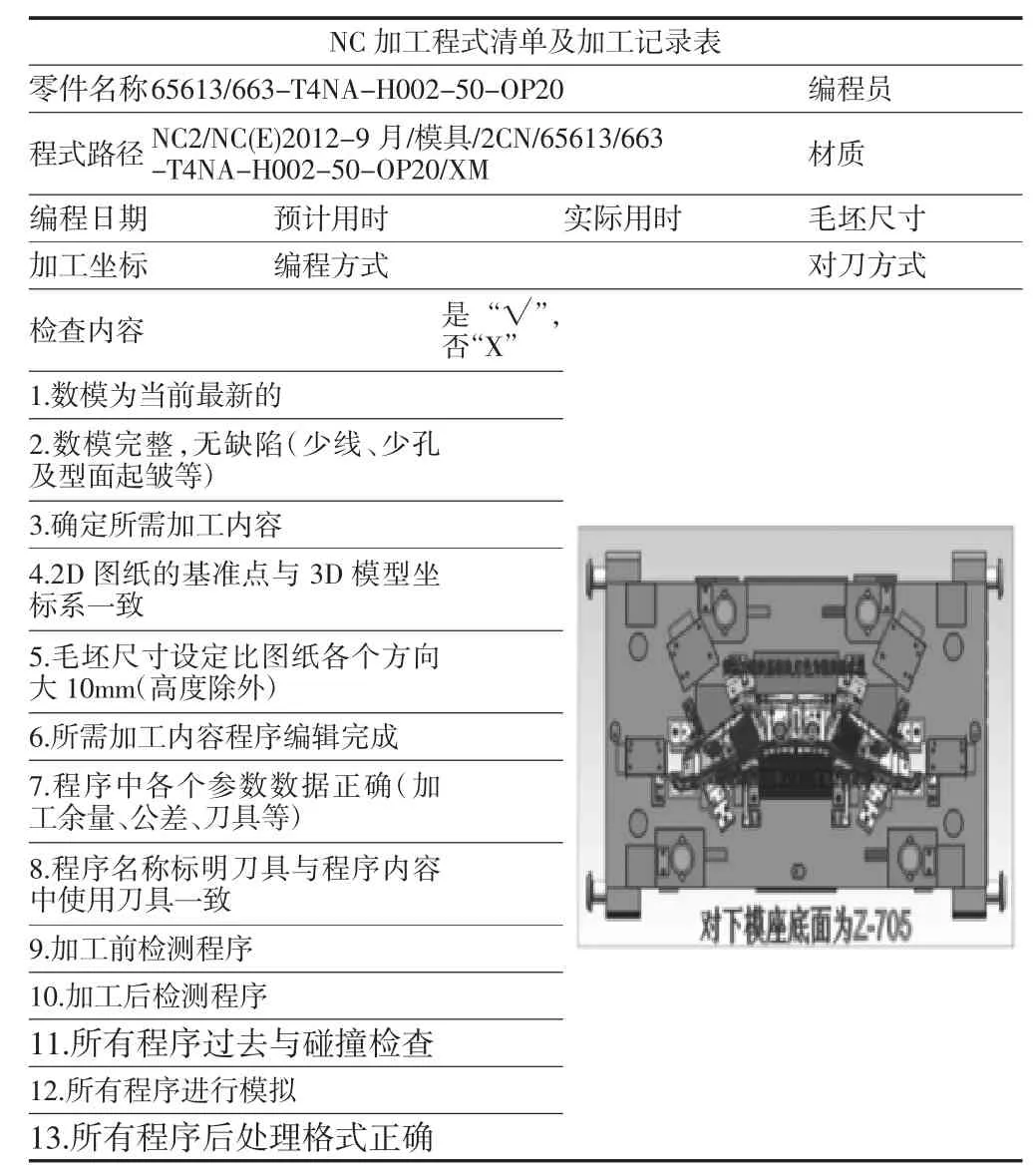
表1 N C加工程式清單及加工
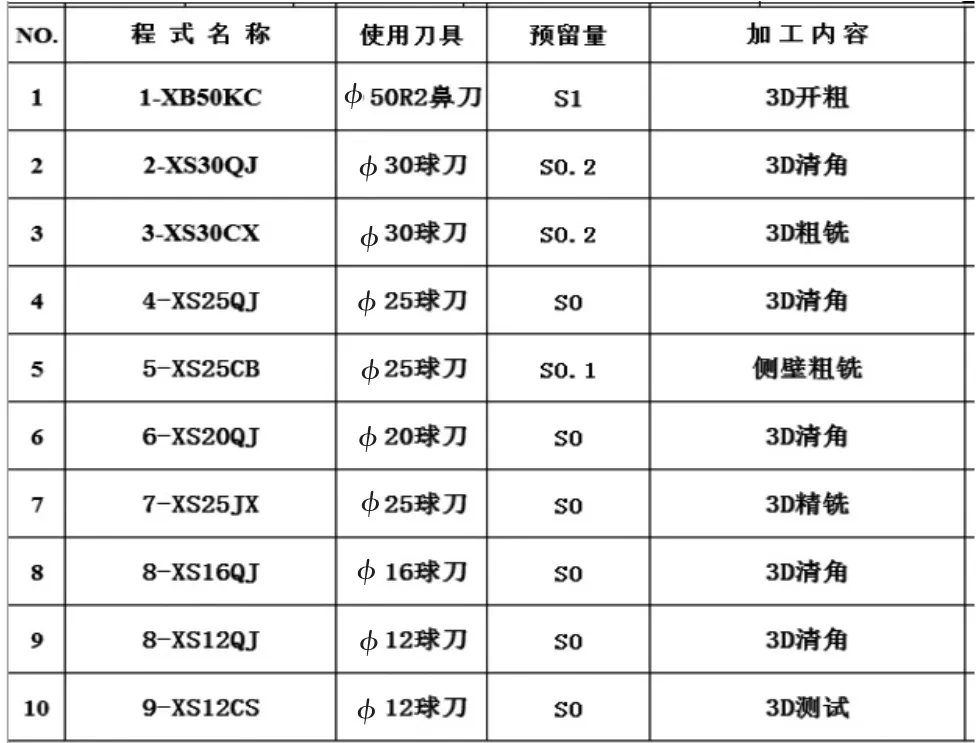
圖10 N C加工編程程序單
方案2:加工不同材質的鋼件,刀具的使用壽命也不一樣,容易影響模具型面精度的,還是精加工的刀具(精加工基本都是小刀),但模具常用的鋼件也就幾種,針對這幾種鋼件,測出精加工用的刀具使用壽命,后續模具加工以該標準為準,定時更換刀具。
方案3:清角彈刀,模具型面加工完成后,數控的最后工作就是清角(針對型面R10以下凹R角),型面的凹R角過小決定只能用小刀進行多路清角,而小刀剛性比較弱,經常被模具鋼件往外擠壓而造成彈刀,故在清角工藝上,采取R角過切處理,將凹R角過切0.5 mm左右,即使彈刀,看到凹R角沒有過切痕跡,還可以補救,也可以消除鉗工手工清角所耗費的時間及因手法不好而清角不到位。
3 結束語
綜合以上問題及解決對策,主要是對本公司模具從加工到制造調試的每個環節實際所發生問題進行分析,結合公司生產制造條件及能力,從而獲得適合本公司的有效的解決措施。而從穩定的解決方法和減少模具鉗工的研配時間來看,還是要重點從數控加工環節進行研究,提升加工能力,最終實現鉗工“只裝不配”的目的。
[1]于 欣.汽車覆蓋件模具設計與制造[M].北京:國防工業出版社,1998.
[2]胡 平.汽車覆蓋件模具設計[M].北京:機械工業出版社,2014.
[3]趙長明.數控加工工藝及設備[M].北京:高等教育出版社,2007.
[4]馬朝興.沖壓模具設計手冊[M].北京:化學工業出版社,2009.
