小徑管超聲波探傷淺析
2017-03-09 02:03:02鄭磊
中國設備工程 2017年1期
鄭磊
(河南省鍋爐壓力容器安全檢測研究院洛陽分院,河南 洛陽 4 7 1 0 0 0)
小徑管超聲波探傷淺析
鄭磊
(河南省鍋爐壓力容器安全檢測研究院洛陽分院,河南 洛陽 4 7 1 0 0 0)
火力發電廠鍋爐受熱面管子對焊接縫的無損檢測過去一直使用射線探傷,但是射線探傷在使用過程中常常會出現一些問題,導致管子不能正常使用,并在一定程度上影響工作進程。射線探傷的使用成本較高、材料消耗大、不易操作,還會對相關工作人員造成一定的傷害,這種探傷方式在一些小徑管中很少被廣泛應用。要保證小徑管的探傷工作可以順利進行對下去就需要使用超聲波探傷,從而提高探傷工作的質量與效率。超聲波探傷在使用過程中,可以與其他工種交叉進行,所消耗的成本、材料也相對較低,方便人們操作。基于此,本文對小徑管超聲波探傷進行了簡單的分析。
小徑管;超聲波;探傷
火力發電廠鍋爐受熱面由于其管壁較薄、曲率較大,使整個探傷工作的探測范圍都要在超聲場的附近,如果在此時探傷就會導致探傷工作不能順利進行下去,常常會發生信號干擾現象,計算探測出的結果其準確性也較低。另外,在對小徑管進行探傷時,小徑管的壁厚要在規定的范圍內,只有這樣才能保證其公差數值減少,如果在對小徑管探傷時不能將其中的壁厚進行測,就會使其整個根部出現缺陷狀態,不能將小徑管進行探測,這對探傷工作人員來說將造是一項非常嚴峻、艱難的挑戰。
1 小徑管超聲波探傷存在的技術難點
小徑管超聲波探傷工作是一項復雜、困難的工作,對工作人員來說也有著十分嚴格的要求。超聲波探傷是焊縫檢驗中的一種,其主要的表現特征就是面積性的缺陷,并常常出現未焊透、未融合等現象,從而導致小徑管超聲波探傷工作不能順利進行下去。另外,小徑管進行探傷時,體積部分的缺陷主要體現在小徑管的氣孔中,使超聲波探傷的靈敏度與射線探傷的靈敏度相差甚遠。如果小徑管的缺陷較小,就不能有足夠的缺陷反射波而被撿漏。
超聲波探傷在使用過程中還有這另一個特點,就是具有較高的可靠性,而這一特點需要一些高技術、高水平的探傷工作人員進行,只有這樣才能在一定程度上提高探傷工作的靈敏性。再加上探傷工作的全部過程不能自動記錄,就需要工作人員自行盡量,因此,在進行探傷工作時所記錄的工作結果與射線探傷底片相比,其可靠性較低。另外,火力發電廠鍋爐小徑管超聲波探傷工作在進行過程中,還存在著一定的技術難度,比如說曲率較大、探頭與接觸面的偶合工作較差、在小管徑的兩側出現變形波等,如果小徑管超聲波工作在進行時探頭沒有設置好,就會導致焊縫工作很難順利進行下去。小徑管的焊縫工作主要分為面狀缺陷和體積性缺陷,其中的體積性缺陷主要由小徑管氣孔、夾渣等內部的缺陷;而面狀缺陷就是小徑管出現裂紋、未融合等現象。小徑管焊接接頭的缺陷與內部、外部缺陷之間存在著很大的差距,外部缺陷主要體系在小徑管在焊接過程中出現變形、尺寸不符合要求、未填滿、燒穿等問題。
2 小徑管超聲波探傷的實際操作
在對小徑管超聲波探傷時,不可以使用一些電動工具進行打磨,如果稍有不慎就會導致小徑管的表面出現破損現象。小徑管油漆在使用過程中如果結合的較好,就不需要進行打磨,要是使用銀粉就需要對小徑管進行打磨。火力發電廠日常使用的油類需要將其視作為耦合劑,減少其聲速,形成全新的油膜。在對小徑管涂油時要用手來探傷其中油膜的厚度與雜波,如果小徑管沒有任何的異狀就不需要再為其涂油。另外,在對小徑管進行涂油時要選擇一些纖維類型的油類作為耦合劑,比如說膠水、防腐劑等,只有這樣才能保證探頭在運行過程中具有較高的靈敏性。
在小徑管進行焊接縫探傷工作時,需要選擇一些大角的探頭,并保證該探頭的聲速可以檢查整個焊縫斷面。當探頭的角較大時,小徑管的聲速就可以快速傳播,從而產生一定的聲變行波,在一定程度上阻礙超聲波的探傷工作進行。另外,在進行超聲波探傷時需要對小徑管的焊縫下部的厚度進行檢查,保證小徑管的焊接頭以垂直的形狀存在,如圖1所示,保證其厚度在1/4時才能進行探傷工作。為了保證探傷工作可以順利進行下去,就需要設置探頭的距離。由于小徑管在進行超聲波探傷時,可以使用一次波和二次波的形式進行,可以有效的增加小徑管在探傷工作時的靈敏度。
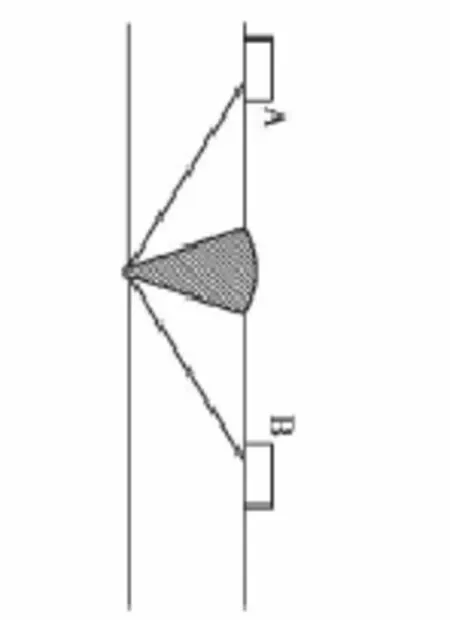
圖1 小徑管焊接頭
2 小徑管焊接縫的超聲波波形分析
2.1 焊縫內部
在對小徑管進行探傷工作時,反射波主要在一次波中體現出來,對此,相關工作人員就需要對其進行標記;在二次波探傷時所反射的出的位置就會在一次波和二次波之間。同時,小徑管的會隨著表面波和根部的變形波發生變化,所產生的聲速會產生一定的反射波。因此,在工作人員進行探傷工作時,可以使用手進行涂油,并對小徑管的焊接位置進行拍打。
2.2 焊縫根部缺陷
當小徑管的反射波處于指定一次波位置時還需要將其進行標記,并在水平定位去安裝探頭,將小徑管的錯邊與焊瘤位置區分出來,只有這樣才能做好探傷工作。如果發現這兩端出現異常現象就需對其進行全面監測,防止一些故障問題發生。在對小徑管的根部缺陷進行探傷時,可以采用一些掏槽試塊進行,并將所檢測的結果進行對比,如果試塊的內曲面以V形式出現,其反射波會就在6 0%左右,在此基礎上添加一些3 6 d B作為小徑管焊接根部的組成部分,只有這樣才能將其根部未焊透等缺陷進行對比,并為其制定有效的解決對策。
2.3 干擾波
在小徑管探傷時,其熒光屏會反射出小徑管缺陷與假信號。如果探傷工作人員沒能將這些假信號進行辨認就會導致判斷失誤,從而增加小徑管的缺陷。探傷工作人員在工作時只需要對這些假信號進行仔細的判斷,就能找出其中的問題所在。小徑管的焊縫根部的完成時,一般反射波的強度較弱;如果焊縫根部未形成時,就需要對其的兩側進行檢測,只有這樣才能了解其中的反射信號,保證信號具有較高的真實性。在小徑管超聲波探傷時,其反射條根部就形成一定的缺陷,如果不能對這些缺陷進行判定就會導致探傷工作不能順利進行下去。要想解決這一問題就需要對其進行判斷:第一,從小徑管的聲程上比較,如果焊縫根部的反射波較大,就需要調整原有的探傷工作;第二,從小徑管的水平位置上判定,如果焊縫根部與焊縫中心差距較大,那么根部的缺陷位置就應該在焊縫中心。
4 小徑管超聲波探傷時應注意的問題
在小徑管超聲波探傷工作時,一定要注意以下幾點:(1)做好小徑管的一次波和二次波位置判斷工作,并觀察波的位置和探頭的位置,并用手蘸耦合劑對小徑管焊縫處拍打,并結合水平位置來判斷小徑管是否存在問題;(2)對小徑管焊縫位置進行1 5%~2 5%的射線檢測工作來判斷小徑管出現缺陷問題的概率;(3)根據小徑管的現狀制定對應的超聲波探傷方案,并按照指定要求進行;(4)提高探傷工作人員的綜合素質與專業知識技能,只有這樣才能保證探傷工作可以順利進行下去。
5 結語
在小徑管進行超聲波探傷時要按照國家指定要求進行,只有這樣才能保證探傷工作可以順利進行下去。小徑管的超聲波探傷工作可以有效的解決小徑管焊縫中的缺陷,并為其制定有效的解決對策。焊縫內部對于小徑管的焊縫強度來說有著很重要的關系,因此需要加強對其的檢測工作,找出其中的缺陷、不足,保證探傷工作可以順利進行下去,保證探傷工作人員的健康安全。本文對小徑管超聲波探傷工作進行了簡單的分析,文中還存在著一定的不足,希望有助于我國專業技術人員加強對小徑管超聲波探傷工作的研究。
[1]胡波濤.鍋爐小徑管對接焊縫超聲波探傷分析[J].湖南電力,2 0 1 5,1 9(1 4):4 3~4 4.
[2]裴榮國,王馳,周妍.鍋爐對焊接縫超聲波探傷質量評定方法的改進[J].吉林化工學院學報,2 0 1 4,1 5(8):1 0 8~1 0 9.
[3]陳顯坡.電站鍋爐小徑管壁裂紋超聲波探傷[J].四川電力技術,2 0 1 5,1 1(8)5 8~5 9.
[4]陳慶林.薄壁小口徑鋼管摩擦焊焊縫的超聲波探傷方法[J].無損檢測,2 0 1 4,2 3(3):6 1~6 2.
[5]王秀紅.超聲波輪對檢測裝置[J].鐵道機車車輛工人,2 0 1 1(5):1 2 3~1 2 5.
T G 1 1 5.2 8 5
A
1 6 7 1-0 7 1 1(2 0 1 7)0 1(上)-0 1 7 2-0 2
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13