脈沖式融雪劑撒布機構設計
2017-03-16 08:52:20劉文輝
山東工業技術 2017年5期
摘 要:非均勻撒布工藝研究對道路除雪具有重要的指導意義,基于非均勻撒布工藝進行了脈沖式融雪劑撒布機構的設計。首先分析工藝確定撒布機構具有直線撒布和斜線撒布功能,然后進行方案對比,分別采用多螺旋結構和四連桿機構,并對結構參數進行了計算,最后對樣機進行測試,驗證了撒布機構的可靠性。
關鍵詞:非均勻撒布;融雪劑;撒布機構;機構設計
DOI:10.16640/j.cnki.37-1222/t.2017.05.192
1 引言
道路除雪是冬季道路養護作業的重要工作,目前主要工藝是采用推雪鏟進行初步除雪,然后拋撒融雪劑進一步將落雪消除干凈。初步除雪之后道路面往往還殘留有部分落雪,此部分落雪如果不進一步消除干凈,結冰之后會對道路通行產生極大的安全隱患。當前融雪劑拋撒方式主要為人工拋撒和機械拋撒,采用的方式也是均勻拋撒思路,將融雪劑均勻的撒布在落雪表面,降低落雪融化溫度,達到除雪目的[1]。
融雪劑拋撒有助于道路疏通,但其腐蝕特性也對路面及周邊環境造成了危害[2]。當前采用均勻拋撒方式進行融雪劑撒布,融雪劑的用量非常大,因此需要探索新的撒布方式以降低融雪劑的使用量,減少其對環境的危害。文獻[3]首先論證了非均勻撒布方式相對于均勻撒布方式的優點,加大局部區域融雪劑撒布濃度形成快速的融雪線,并以雪融水帶動周邊區域的落雪融化,達到快速除雪的目的;通過試驗對均勻撒布、點撒布、線撒布和混合線性撒布的融雪效果以及融雪劑使用量進行了對比,得出混合線性撒布效果最優。當前的撒布裝置主要為均勻撒布機械,因此急需根據非均勻撒布工藝要求設計非均勻撒布機構。本文依托于山西省交通廳重點科研攻關項目“脈沖式融雪劑撒布車研發”(編號:2014-1-10),進行了脈沖式融雪劑撒布機構的設計。首先根據非均勻撒布工藝要求進行了撒布機構的方案設計,然后根據方案利用ADAMS進行了撒布機構的優化設計,最后對樣機進行測試驗證了方案的可靠性。
2 方案設計
2.1 撒布工藝分析
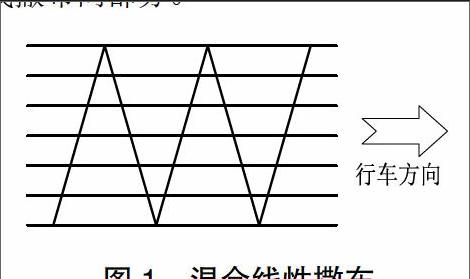
通過對非均勻撒布工藝進行對比,采用混合線性撒布方式,效果如圖1所示。混合線性撒布方式包括直線撒布和斜線撒布,因此非均勻撒布機構需要包括直線撒布和斜線撒布兩部分。
2.2 直線撒布方案
直線撒布需要通過輸送設備來實現,當前的輸送設備包括螺旋式、皮帶式和刮板式[4]。脈沖式融雪劑撒布機構需要精確控制融雪劑撒布密度,并且撒布密度需要隨著車速變化而改變。螺旋傳輸方式可以通過改變螺旋參數和轉動速度方式來控制融雪劑的輸送量,因此經過對比選用螺旋方式來進行融雪劑輸送。采用混合線性撒布方式,需要將融雪劑撒布成平行的多段線,撒布方式包括單螺旋撒布和多螺旋撒布。
單螺旋撒布方式在螺旋底部設置多個落料口,通過調節落料口的大小和螺旋的轉速來控制撒布密度。采用此方式可實現直線撒布,但由于撒布密度與落料口大小有關,在改變撒布密度時需要調節落料口大小,在實際生產時需要增加落料口調節裝置,增加了控制系統的復雜度。
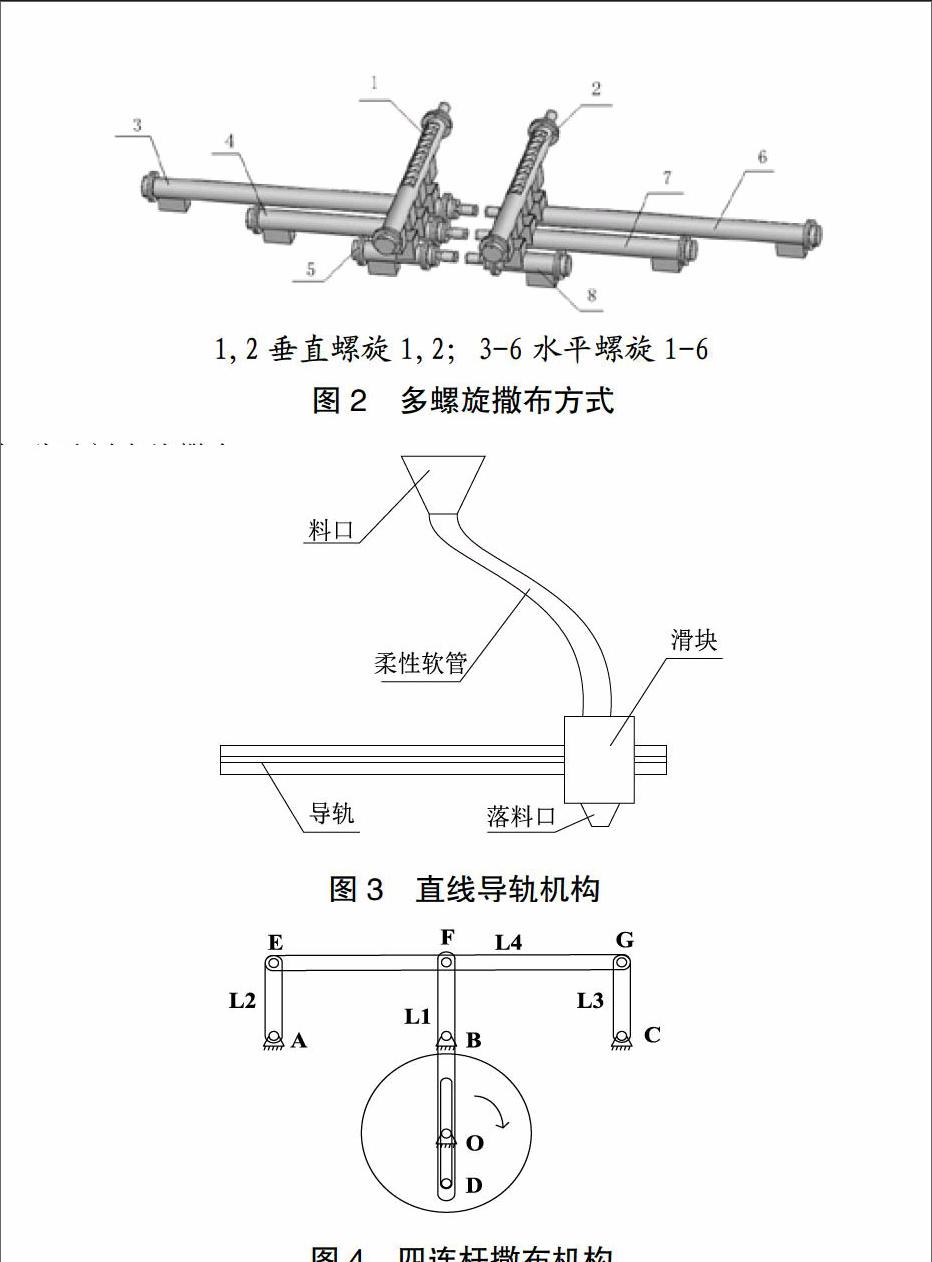
多螺旋撒布方式如圖2所示,包括垂直螺旋和水平螺旋,垂直螺旋有一個進料口,多個出料口,水平螺旋有一個進料口和一個出料口,其中水平方向螺旋的出料口進行融雪劑撒布。由于水平撒布螺旋為一進一出,只要通過控制水平螺旋的轉速即可以控制融雪劑的撒布密度,控制系統邏輯簡便。
通過對比單螺旋和多螺旋撒布方式的優缺點,采用多螺旋方式進行融雪劑直線撒布。
2.3 斜線撒布方案
混合線性撒布工藝中斜線的撒布要求落料口在撒布過程中沿水平螺旋平行方向做往復運動,可以通過直線導軌、四連桿機構來實現[5]。
直線導軌撒布結構如圖3所示,包括料口、柔性軟管、導軌、滑塊、落料口,工作時融雪劑從料口進入,經過柔性軟管到達落料口,落料口隨著滑塊在導軌上做直線往復運動,實現融雪劑的斜線撒布。直線導軌結構需要增加限位開關、滑塊移動裝置等,安裝、控制較為復雜,并且融雪劑通過柔性軟管到達出料口,在使用過程中易出現打結。
四連桿撒布機構如圖4所示,包括曲柄滑塊和平行四邊形兩部分。曲柄滑塊由圓盤O、滑塊D、搖桿L1組成,滑塊D固定在圓盤O上,搖桿L1上開槽,且繞B點轉動,圓盤O繞點O轉動,帶動滑塊D在搖桿槽內運動,驅動搖桿L1轉動,做擺動運動。平行四邊形由桿L1、L2、L3、L4組成,在搖桿L1擺動時,通過點F帶動L2、L3擺動,L2、L3的點A、C處連接斜線撒布落料口,從而帶動落料口做往復運動,實現斜線撒布。
通過對比,直線導軌機構在安裝和控制方面均比四連桿機構復雜,因此本文采用四連桿機構來實現混合線性的斜線撒布。
3 機構設計
脈沖式融雪劑撒布車撒布參數如表1所示,根據參數進行撒布機構設計。
3.1 直線撒布機構設計
(1)融雪劑撒布量。融雪劑撒布量決定了撒布螺旋的尺寸及轉速,根據公式(1),可得最大融雪劑撒布量為2240kg/h。
(1)
(2)垂直螺旋計算。撒布機構包含兩個垂直螺旋,將融雪劑輸送到水平螺旋,垂直螺旋的輸送量根據公式(2)可得,為1456kg/h,其中1.3為設計系數。
(2)
螺旋選擇參數包括葉片直徑、軸直徑、螺距等,綜合考慮螺旋安裝條件,具體參數如表2所示。
螺旋轉速根據公式(3)確定,代入參數,可得垂直螺旋轉速為189r/min,根據電機轉速和減速機減速比,確定減速機減速比為7,轉速為200r/min.
(3)
(3)水平螺旋計算。水平螺旋按照設計線型進行融雪劑撒布,包含8個落料口,其中水平螺旋6個,斜線撒布機構2個,根據公式(4)可得水平螺旋的輸送量為364kg/h。
(4)
根據公式(3)可得水平螺旋轉速為47r/min,根據電機轉速和減速機減速比,確定減速機減速比為29,轉速為52r/min.
3.2 斜線撒布機構設計
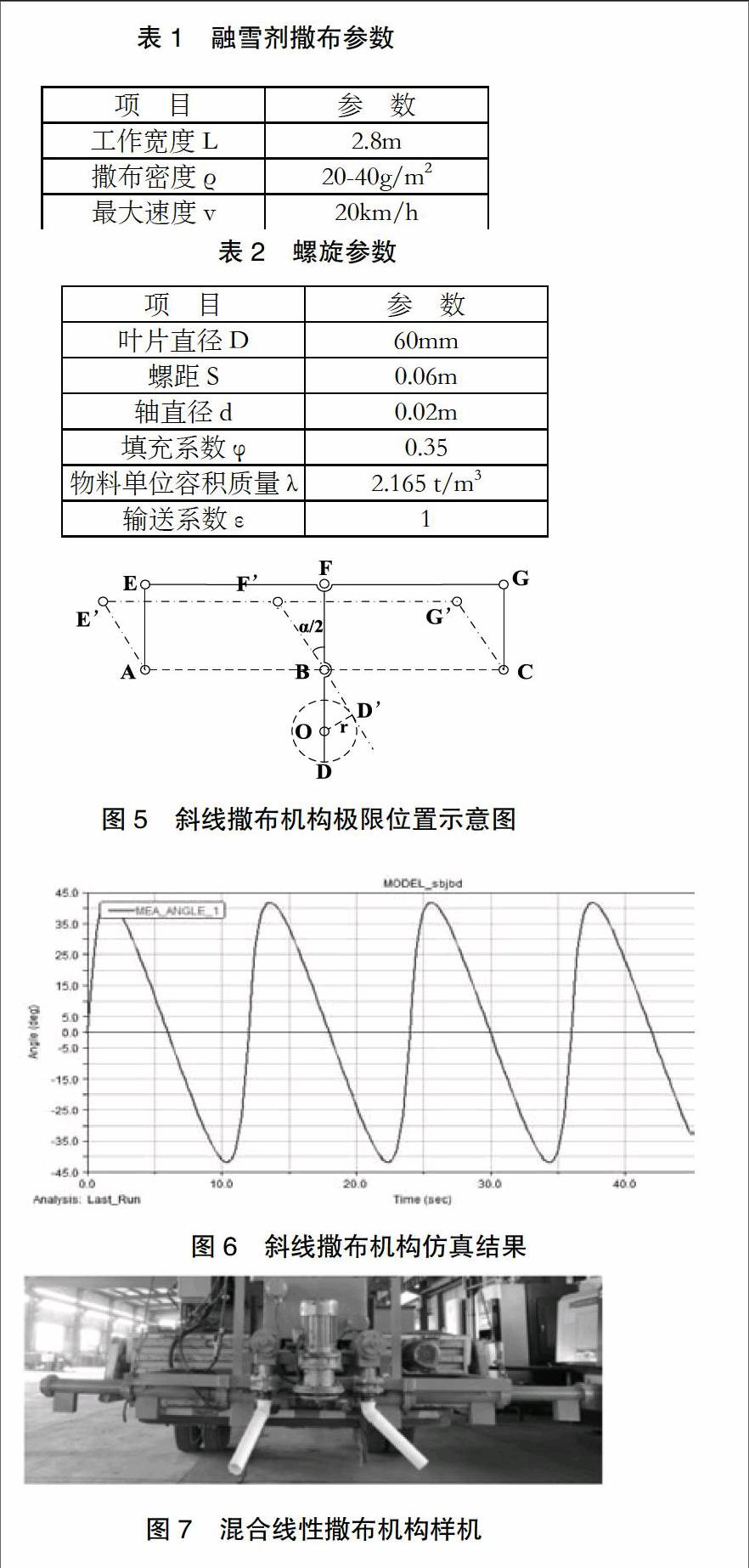
斜線撒布機構為四連桿機構,主要性能參數為平行四邊形擺動角α和行程速比β。斜線撒布機構極限位置示意如圖5所示。
圖中,點A,B,C,D,E,F,G為四連桿機構初始點,點D,E,F,G為四連桿機構的極限點,r為滑塊的運動半徑(即OD長度),可知擺動角α為
(5)
行程速比可按公式(6)求得
(6)
斜線撒布機構擺動角度和行程速比與OD和OB的長度有關,根據公式(5)和公式(6)可知擺動角α越大,則行程速比β越大,從而導致擺動機構急回加劇;另外為了保證斜線撒布融雪劑能將線性融雪劑連通,又要求擺動角α盡可能大。
根據實際安裝情況,OB長度為90mm,在OB固定時,隨著OD增大,α和β都在增大,需要選擇OD長度剛好滿足撒布要求。在擺動角度α大于80度時便可滿足撒布要求,因此本文選取滑塊半徑OD為60mm,OB為90mm。求得結果后,利用ADAMS進行仿真,可知機構擺動角α為(-41.5°~41.5°),能夠滿足斜線撒布機構要求。
根據實際撒布速度要求,撒布機構轉動速度應大于50r/min,因此選取減速比為29的減速機,實際轉速為52r/min。
4 樣機測試
脈沖式融雪劑撒布機構如圖7所示,由3臺電機進行驅動,垂直螺旋和水平螺旋單獨驅動,通過變頻控制水平螺旋來調整融雪劑撒布密度。斜線撒布機構落料口位于垂直螺旋下端,由垂直螺旋輸送融雪劑,斜線擺動機構帶動落料口轉動,形成斜線。
脈沖式融雪劑撒布機構撒布線性如圖8所示,實際為雙曲線撒布,能夠實現混合線性的撒布。通過連續測試,撒布機構運行穩定,滿足使用要求。
5 結論
根據“非均勻撒布”工藝進行了脈沖式融雪劑撒布機構設計,首先根據實際工藝要求進行了直線撒布和斜線撒布的方案設計,通過對比采用多螺旋結構進行融雪劑直線撒布,采用四連桿機構進行融雪劑斜線撒布。經過仿真和樣機測試,撒布機構能夠滿足“非均勻撒布”工藝要求,運行穩定。
參考文獻:
[1]喻文兵,李雙洋,馮文杰,易鑫.道路融雪除冰技術現狀與發展趨勢分析[J].冰川凍土,2011,33(04):933-938.
[2]趙光楠,吳德東.融雪劑的危害與防治研究[J].環境科學與管理, 2010,35(04):56-59.
[3]霍尚斌.融雪劑非均勻撒布技術的研究[J].山西交通科技, 2015(06):14-17.
[4]董茜,韓剛,解鑫.帶式輸送機驅動裝置機械結構的可靠性分析[J].太原科技大學學報,2016,37(05):385-388.
[5]王浩,尹志宏.往復式切割器傳動機構對稱性及運動性能分析[J]. 機械傳動,2015,39(10):125-128.
基金項目:山西省交通廳科研攻關項目2014-1-10
作者簡介:劉文輝(1987-),男,山西呂梁人,碩士,助理工程師,研究方向:機械設計,機電一體化控制。
