FPSO發電機組模塊吊裝方案
2017-03-18 23:37:02鐘偉懷
廣東造船 2016年6期
鐘偉懷

摘 要:發電機組是FPSO最重要的模塊之一,發電機組模塊由鋼結構及設備構成,重量約500 t,需通過專用吊梁才能吊裝。船東對模塊安裝精度及吊裝安全措施要求嚴格,模塊支座有多根支撐,且FPSO型深很大,水面以上高度達到23 m,模塊底部距離吊鉤68m,安裝支座高度約5m,吊裝間隙約1m,總體安裝高度達到97m,對模塊吊放到位及浮吊的要求極高。
關鍵詞:FPSO;模塊;吊裝
中圖分類號:671.4 文獻標識碼:A
Abstract: The generator set module is one of the most important module of FPSO, it is composed of steel structural members and equipment with total weight is about 500 tons and will be lifted by a special lifting beam. The ship owner has stringent requirements for the installation accuracy and safety control of the module, there are much supports for the module foundation, FPSOs mould depth is large, the FPSOs side shell is about 23 m above water, the space between the bottom of the module and the hook of the crane is about 68 m, the foundation height is about 5 m and the lifting space is only 1m and the total lifting height reaches 97 m, therefore the lifting work of the module is very hard.
Key words: FPSO; Module; Lifting
1 概述
1.1 模塊主要參數
模塊長×寬×高=25.5×26.5×26.2 m,重量約500 t,安裝在FPSO甲板上#64-#68之間,如圖1所示。模塊采用“長大海升”3 200 t起重船進行吊裝,由于吊裝水域距碼頭直線距離400 m范圍存在大量淺灘,碼頭停泊大量船舶,對拖輪拖帶技術水平要求極高,途中穿過繁忙航線,需各相關船舶密切配合,且需對過往船只發布航行通告,因此吊裝發電機組模塊難度相當大。
1.2 3 200 t起重船主要參數
船長L 110 m;
型寬B 48 m;
型深D 8.4 m;
設計吃水(空載)T 4.8 m;
結構吃水(滿載)T 6.0 m;
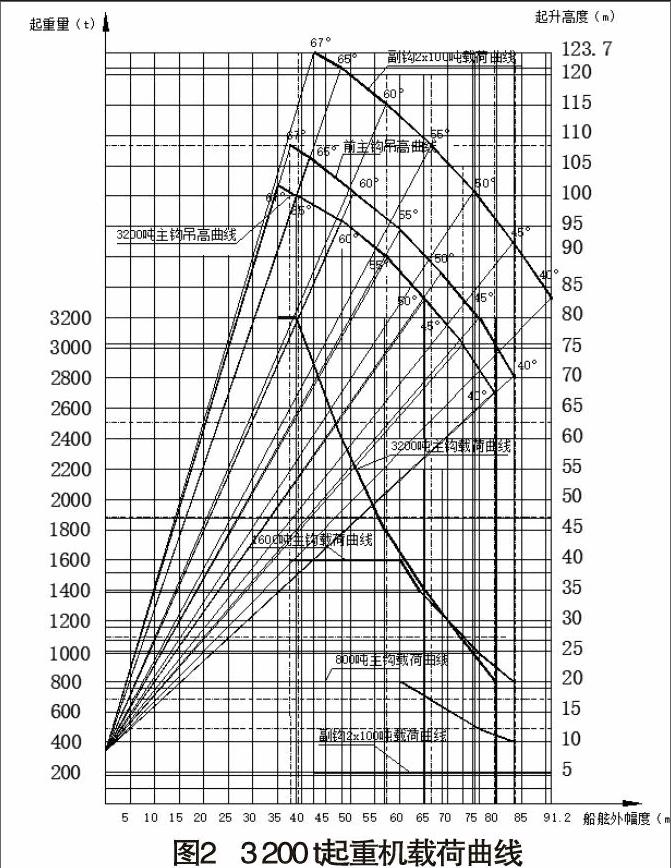
1.3 3 200 t起重機載荷曲線
見圖2。
2 吊裝組模塊方案
2.1 吊裝工藝流程
起重船抵達船廠碼頭(模塊吊裝準備工作就緒)→起重船組裝吊梁及掛好鋼絲吊梁、鋼絲進行試吊→起重船起吊發電機模塊→ 移動起重船到指定位置→起重船布錨及帶好纜繩(錨艇配合)→發電機模塊吊裝上船固定→起重船松鉤移動→起重船到碼頭卸吊梁→起重船離廠。
2.2 吊裝前準備工作
(1)在FPSO右舷外板68#、86#耳板預先連接6 m左右的尼龍纜,尾部主甲板上帶纜樁預先掛好長度約25 m鋼絲纜供起重船移船絞車連接;
(2)FPSO與岸上帶纜樁固定牢靠,防止吊裝過程中發生小幅度晃動引起模塊意外搖擺發生危險,船上容易滑動的物體應在吊裝前固定牢靠;
(3)FPSO上模塊安裝位置應設置明顯的標記,安裝部位應將物品清理干凈,安裝支座圓管頂部蓋板應全部清除;
(4)在施工水域淺灘的位置做適當的標記;
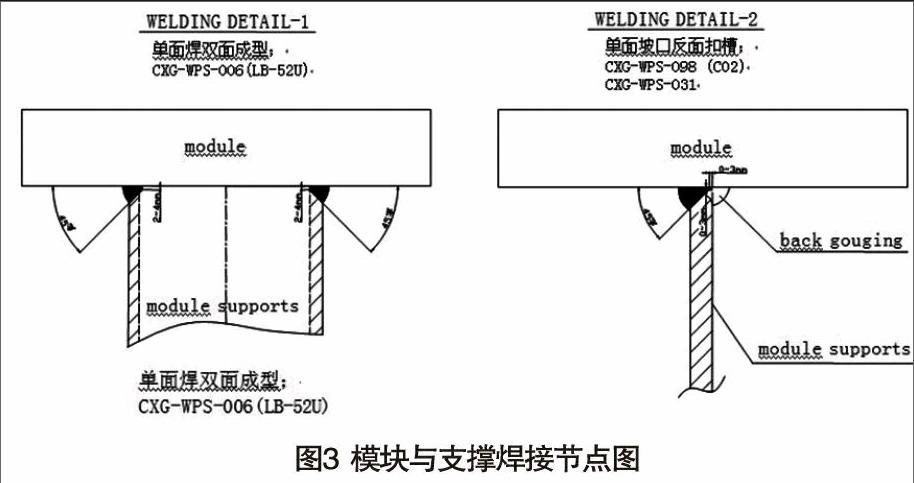
(5)根據模塊支撐的相關圖紙要求,利用全站儀把模塊支撐管的平面劃出來,割除支撐頂端余量,開好坡口并打磨光亮,坡口節點如圖3所示。
2.3 吊梁組裝及試吊
(1)起重船在到達船廠碼頭指定位置后,根據潮水情況完成布錨與岸上纜樁帶纜工作,將吊臂變幅至65°(舷外39 m、吊高100 m),錨位布置與帶纜情況如圖4所示;
(2)布錨與帶纜工作完成后,調整起重船船位并且將各移船絞車收緊后組裝吊梁,組裝示意圖如圖5所示;
(3)起升所有主鉤使四個吊點高出被試吊物體耳板約0.5 m,調整起重船船位至吊梁下吊點對準試吊物體相應耳板位置,下放四個索具鉤,配合起重工完成下吊點卸扣與耳板的連接,然后將所有索具鉤上升至不影響試吊高度;
(4)起升四個主鉤使吊索受力均衡,待吊梁穩定后收緊所有移船絞車鋼纜,剎車鎖緊,主鉤上升采取聯動狀態;
(5)根據船東要求起升到指定高度位置停留數分鐘,下放試吊物體穩定后,利用索具鉤解除下吊點卸扣與耳板的連接,起升吊鉤至下吊點離起重船主甲板高度約20 m高度,移起重船吊起發電機模塊。
2.4 起重船起吊模塊
(1)起重船到達吊取模塊位置時,將右側航行錨按指定位置下錨,到達安裝位置后,將1#穩索絞車鋼纜帶到運輸船尾部帶纜樁,依次將起重船首部左舷40 t移船絞車、右舷40 t移船絞車帶纜在碼頭上纜樁,拋尾部5#工作錨;
(2)起重船穩定船位后,拖輪離開施工水域,調整船位對吊點連接,下放吊鉤至模塊耳板位置,同時下放四個索具鉤,配合起重工完成下吊點與模塊耳板的連接;
(3)起重工對各連接處檢查,四個主鉤聯動狀態慢速起升至鋼纜微小受力狀態,停止動作,如鋼纜受力不均,取消連鉤狀態調整四個主鉤的高度使其受力均勻;
(4)主鉤高度調整后,聯動狀態起升至發電機模塊離開運輸船高度1 m左右,對模塊整體結構及吊梁連接處檢查,是否有較大變形及異常聲響,確認無誤后將模塊提升至距離水面約30 m高度;
(5)依次收回起重船右側移船絞車鋼纜、穩索絞車鋼纜、6#工作錨、5#工作錨及左側移船絞車鋼纜、航行錨,利用兩艘拖輪適當調整船位慢速轉向。
2.5 起重船拖至FPSO吊裝模塊
(1)兩艘拖輪相互配合將起重船船首對正FPSO,拖帶起重船到FPSO100 m范圍,拖輪隨時調整起重船首部朝向;
(2)利用錨艇將3#穩索絞車伸出的鋼纜與FPSO68#耳板預留的尼龍纜連接,在將起重船左舷移船絞車鋼纜與FPSO預先從主甲板帶纜樁留出的鋼纜連接,然后依次完成5#工作錨、6#工作錨的布錨工作,最后將右舷移船絞車鋼纜與86#耳板預留尼龍纜連接;
(3)調整起重機船位使船艏正對預安裝的位置;
(4)通過各鋼纜的松、絞使船位前進,將發電機模塊移位至安裝位置上方,如圖6所示;
(5)慢速下放模塊底部至安裝支座圓管上方30 cm左右,停止下放待模塊穩定,利用各絞車調整左右偏差,小幅度調整采用臂架變幅,較大偏差利用絞車調整;
(6)精確調整后,慢速下放模塊至底部錐形銷進入圓管中,鋼纜應保持一定拉力;
(7)對模塊進行測量、調整,使模塊吊裝精度達到要求,焊接四角及中間支撐腳,模塊固定在支撐上,拆除吊梁下吊點與模塊耳板的卸扣。
3 結束語
本文論述了結合模塊及船上結構支撐的特點吊裝發電機模塊的流程,選用3 200 t起重機進行吊裝,對類似的模塊吊裝有一定的參考價值。
參考文獻
[1]趙立玉,盧麗.海洋平臺結構的焊接修理[J].廣東造船,2006 (1).
[2]周守為.海洋石油工程安裝設計[M].:國防工業出版社,2007.
