風(fēng)機(jī)葉片氣動(dòng)筋板壓擠工裝
2017-03-24 21:22:14徐希亮
中國(guó)科技縱橫 2017年2期
徐希亮
摘 要:復(fù)合材料風(fēng)力發(fā)電機(jī)葉片是風(fēng)力發(fā)電系統(tǒng)的關(guān)鍵動(dòng)部件,直接影響著整個(gè)系統(tǒng)的性能,并要具有長(zhǎng)期在戶外自然環(huán)境條件下使用的耐候性以及較為合理的價(jià)格。因此,葉片的材料、設(shè)計(jì)和制造工裝水平十分重要,本文主要介紹風(fēng)力發(fā)電機(jī)葉片制作的工裝設(shè)備氣動(dòng)筋板壓擠工裝的設(shè)計(jì)及工作原理。
關(guān)鍵詞:風(fēng)電葉片;筋板;玻璃鋼
中圖分類號(hào):TV734.1 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1671-2064(2017)02-0083-01
目前的風(fēng)力發(fā)電機(jī)葉片基本上是由聚酯環(huán)保樹脂、乙烯基樹脂和環(huán)氧樹脂等熱固性基體樹脂與E-玻璃纖維、S-玻璃纖維、碳纖維等增強(qiáng)材料,通過手工鋪放或樹脂注入等成型工藝復(fù)合而成。
對(duì)于同一種基體樹脂來講,采用玻璃纖維增強(qiáng)的復(fù)合材料制造的葉片的強(qiáng)度和剛度的性能要差于采用碳纖維增強(qiáng)的復(fù)合材料制造的葉片的性能。由于價(jià)格的因素,目前的葉片制造采用的增強(qiáng)材料主要以玻璃纖維為主。隨著葉片長(zhǎng)度不斷增加,葉片對(duì)增強(qiáng)材料的強(qiáng)度和剛性等性能也提出了新的要求,玻璃纖維在大型復(fù)合材料葉片制造中逐漸出現(xiàn)性能方面的不足。為了保證葉片能夠安全的承擔(dān)風(fēng)溫度等外界載荷,風(fēng)機(jī)葉片可以采用玻璃纖維/碳纖維混雜復(fù)合材料結(jié)構(gòu),尤其是在翼緣等對(duì)材料強(qiáng)度和剛度要求較高的部位,則使用碳纖維作為增強(qiáng)材料。
在保證風(fēng)機(jī)葉片的有效使用面積的情況下盡可能的降低重量,為使風(fēng)機(jī)葉的風(fēng)能利用率不斷的提高,就要在風(fēng)機(jī)葉片的設(shè)計(jì)階段不斷的改進(jìn)創(chuàng)新,如何在滿足發(fā)電效率的前提下將損耗降到最低,尤其是在玻璃纖維混合碳纖維樹脂復(fù)合風(fēng)機(jī)葉片中的應(yīng)用,減少風(fēng)阻和工藝的改進(jìn)提升是需要首要解決的問題。通過模擬不同環(huán)境條件下風(fēng)機(jī)葉片的使用情況,來改進(jìn)提升生產(chǎn)工藝,先進(jìn)的實(shí)驗(yàn)設(shè)備及計(jì)算軟件很好的解決這一難題。
在上個(gè)世紀(jì)二十年代,就有國(guó)外的物理學(xué)者針對(duì)風(fēng)力發(fā)電過程進(jìn)行過詳細(xì)的研究,但是受制于當(dāng)時(shí)的科學(xué)技術(shù)水平,僅僅做了一些簡(jiǎn)單的理論推算,并不夠全面和透徹。但在計(jì)算機(jī)技術(shù)的更新?lián)Q代中,各種計(jì)算軟件逐漸應(yīng)用于風(fēng)力發(fā)電機(jī)葉片行業(yè),幫助人們更好的借助計(jì)算機(jī)來深入理解風(fēng)機(jī)葉片,可以更深入的研究理論數(shù)據(jù)。伴隨著時(shí)代的進(jìn)步,專家學(xué)者對(duì)風(fēng)力發(fā)電機(jī)葉片的認(rèn)識(shí)也越來越透徹,現(xiàn)在的科技水平已經(jīng)可以模擬風(fēng)力發(fā)電機(jī)葉片在各種環(huán)境中的長(zhǎng)期疲勞測(cè)試,以便驗(yàn)證風(fēng)力發(fā)電機(jī)葉片生產(chǎn)工藝中理論計(jì)算值與實(shí)際發(fā)生數(shù)值的差異。借此改進(jìn)生產(chǎn)工藝,重新提出新的理論依據(jù)進(jìn)行驗(yàn)證。
現(xiàn)在風(fēng)電的單機(jī)容量增減的增大,風(fēng)力發(fā)電機(jī)葉片長(zhǎng)度也越來越長(zhǎng),相對(duì)應(yīng)的塔座也需要增大,以確保發(fā)電過程中持續(xù)平穩(wěn)及安全,為了達(dá)到以上條件,就必須改進(jìn)風(fēng)力發(fā)電機(jī)葉片的生產(chǎn)工藝。
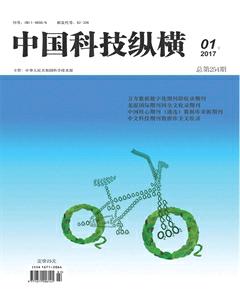
玻璃鋼風(fēng)力發(fā)電機(jī)葉片以往普遍使用人工在固定模具上進(jìn)行手工糊制的制造工藝。這種工藝具有自動(dòng)化程度低、需人工量大、非一次成型、生產(chǎn)周期長(zhǎng),及原材料利用率低下等顯著特點(diǎn),這些特點(diǎn)局限了人工糊制工藝適應(yīng)小型、技術(shù)含量低的玻璃鋼風(fēng)力發(fā)電葉片生產(chǎn)項(xiàng)目中。造成這些的主要因素是制造過程主要靠經(jīng)驗(yàn)控制,精確度及合格率受人為因素影響,在更換班組后質(zhì)量穩(wěn)定性會(huì)出現(xiàn)較大的波動(dòng)情況,進(jìn)而造成玻璃鋼葉片的成片合格率下降,廢品率提升,直接影響成本控制。現(xiàn)如今隨著工藝技術(shù)的不斷進(jìn)步,風(fēng)機(jī)葉片長(zhǎng)度也越來越長(zhǎng),內(nèi)部結(jié)構(gòu)也越來越復(fù)雜,工序也越來越細(xì)化,有些葉型無法一次成型,必須進(jìn)行二次粘接。傳統(tǒng)工藝人工糊制的玻璃鋼風(fēng)力發(fā)電機(jī)葉片,易產(chǎn)生樹脂浸潤(rùn)不完全,造成產(chǎn)品氣泡、分層現(xiàn)象的出現(xiàn),嚴(yán)重影響了玻璃鋼風(fēng)力發(fā)電機(jī)葉片的正常使用,會(huì)造成片體出現(xiàn)裂痕,局部開裂甚至是斷裂的發(fā)生。而且玻璃鋼制品生產(chǎn)過程中,工作環(huán)境差,會(huì)產(chǎn)生刺激性氣味及玻璃纖維粉塵,容易對(duì)人體健康造成危害,所以改進(jìn)工藝及設(shè)備,提高自動(dòng)化水平迫在眉睫。筋板作為風(fēng)機(jī)葉片制作過程中關(guān)鍵工序,其質(zhì)量?jī)?yōu)良程度對(duì)葉片整體質(zhì)量影響巨大。筋板安裝過程中,要求筋板的粘接間隙為6±4mm,局部區(qū)域允許達(dá)到15mm;筋板安裝后,檢查是否存在粘接空洞,并將擠出的膠粘劑刮成圓角(約R15),測(cè)量并檢查前緣、筋板、后緣等區(qū)域內(nèi)的粘接間隙是否達(dá)到設(shè)計(jì)要求。在這些區(qū)域內(nèi)擺上橡皮泥(1米一個(gè)),所有膠粘劑的間隙都要求滿足。如果膠粘劑間隙超差,需要及時(shí)通報(bào)并維修。針對(duì)此要求,需要設(shè)計(jì)一套壓擠工裝對(duì)筋板粘接間隙進(jìn)行準(zhǔn)確的保證,按照5m一個(gè)壓擠點(diǎn)的要求,設(shè)計(jì)6-7個(gè)筋板壓擠工裝。首先在筋板主粘貼角上每個(gè)壓擠點(diǎn)放置40*60mm的方管,把60mm寬的面貼著筋板主粘貼角放置,目的是增大受力面積,同時(shí)防止壓壞筋板主粘接角。如圖1所示。
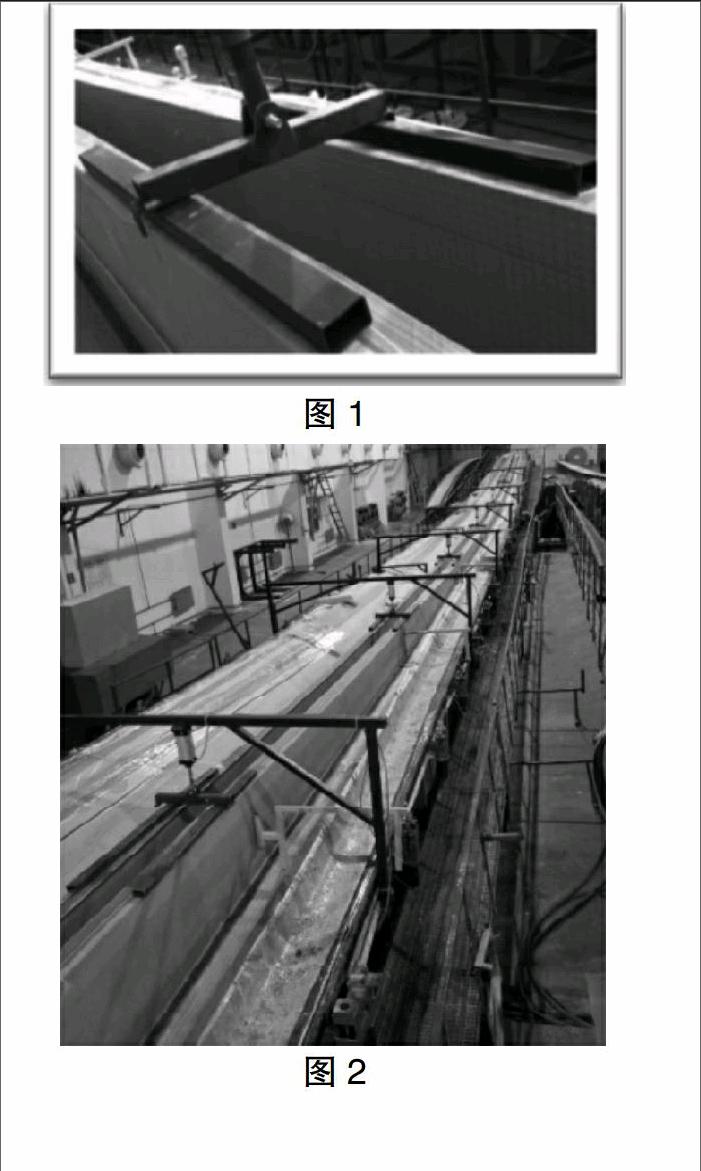
接著在每個(gè)壓擠點(diǎn)放置氣動(dòng)筋板壓擠工裝,將下壓工裝兩邊的連接塊用螺栓與事先焊接好的連接座連接,并將每個(gè)位置點(diǎn)的氣動(dòng)壓擠工裝上的氣管連接到相應(yīng)的主回路上。
開啟氣動(dòng)控制閥,通過氣壓的作用使得氣缸推動(dòng)旋轉(zhuǎn)座實(shí)現(xiàn)對(duì)筋板的擠壓,保證間隙合格,并通過進(jìn)氣口上的調(diào)壓閥對(duì)氣缸的力度進(jìn)行調(diào)節(jié),最終使用效果如圖2所示。
風(fēng)機(jī)葉片的質(zhì)量與生產(chǎn)材料、工藝及設(shè)備精度密不可分。工人只需將板放入設(shè)計(jì)位置,由氣動(dòng)泵壓擠,避免因?yàn)槿斯ひ蛩貙?duì)質(zhì)量精度的影響。并因而對(duì)工人的技術(shù)和環(huán)境的要求遠(yuǎn)遠(yuǎn)低于手糊工藝并可有效地控制產(chǎn)品質(zhì)量。與傳統(tǒng)手糊工裝相比,不但節(jié)約了工作時(shí)間,同時(shí)大大提高了風(fēng)機(jī)葉片的質(zhì)量和生產(chǎn)效率。