鋁型材在線淬火裝置關(guān)鍵技術(shù)分析
2017-03-25 05:28:25隋永豐
裝備制造技術(shù) 2017年1期
隋永豐
(遼寧忠旺機(jī)械設(shè)備制造有限公司,遼寧遼陽111003)
鋁型材在線淬火裝置關(guān)鍵技術(shù)分析
隋永豐
(遼寧忠旺機(jī)械設(shè)備制造有限公司,遼寧遼陽111003)
提供一種鋁型材在線淬火設(shè)備,可使得風(fēng)冷、霧冷、噴淋水冷、高強(qiáng)水冷聯(lián)合一起,配置合理的冷卻源、冷卻長度以及冷卻密度達(dá)到較大的冷卻速度范圍,通過控制各路的水、霧、風(fēng)流量使型材截面各處的冷卻速度保持基本一致,過調(diào)節(jié)各風(fēng)嘴、水嘴與型材間的距離來適應(yīng)不同型材截面寬高比的變化,并有較強(qiáng)的記憶性及操作性,能方便操作人員進(jìn)行調(diào)節(jié)控制。
鋁型材擠壓;在線淬火;關(guān)鍵技術(shù)
進(jìn)入21世紀(jì)以來,隨著我國裝備制造業(yè)的蓬勃發(fā)展,航空航天、軌道交通、汽車等行業(yè)對高性能、大截面鋁合金型材的需求日益增大。我國的鋁加工業(yè)在這樣的背景下逐步發(fā)展起來。從工作實(shí)際來看,鋁型材生產(chǎn)效率及質(zhì)量想要得到有效提高,就有必要注重關(guān)鍵技術(shù)的應(yīng)用[1]。其中,在線淬火技術(shù)的應(yīng)用可以在鋁型材擠壓后高溫的情況下進(jìn)行淬火,進(jìn)而減少二次加熱帶來的能耗損失,并使擠壓的工作效率得到顯著的提高。因此,本文對“鋁型材擠壓在線淬火關(guān)鍵技術(shù)”進(jìn)行分析。
在線淬火裝置是經(jīng)鋁擠壓機(jī)擠出的型材,利用型材擠壓時(shí)產(chǎn)生的熱量進(jìn)行淬火的裝置。淬火裝置由框架(序號3)、上部風(fēng)箱(序號2)、下部風(fēng)箱(序號1)、上風(fēng)箱提升(序號5)及風(fēng)冷系統(tǒng)(序號6)和水冷系統(tǒng)(序號4)構(gòu)成(見圖1)。上部風(fēng)箱可以根據(jù)型材的尺寸利用油缸提升風(fēng)箱,使各個(gè)風(fēng)嘴距型材達(dá)到一個(gè)理想的距離;風(fēng)冷系統(tǒng)及水冷系統(tǒng)可根據(jù)鋁型材對淬火工藝的不同要求,對淬火形式進(jìn)行選擇,如6063鋁合金型材可選擇風(fēng)冷,厚壁6061鋁合金型材可選擇高強(qiáng)水冷,而薄壁6061鋁合金型材可選擇霧冷或噴淋水冷等。
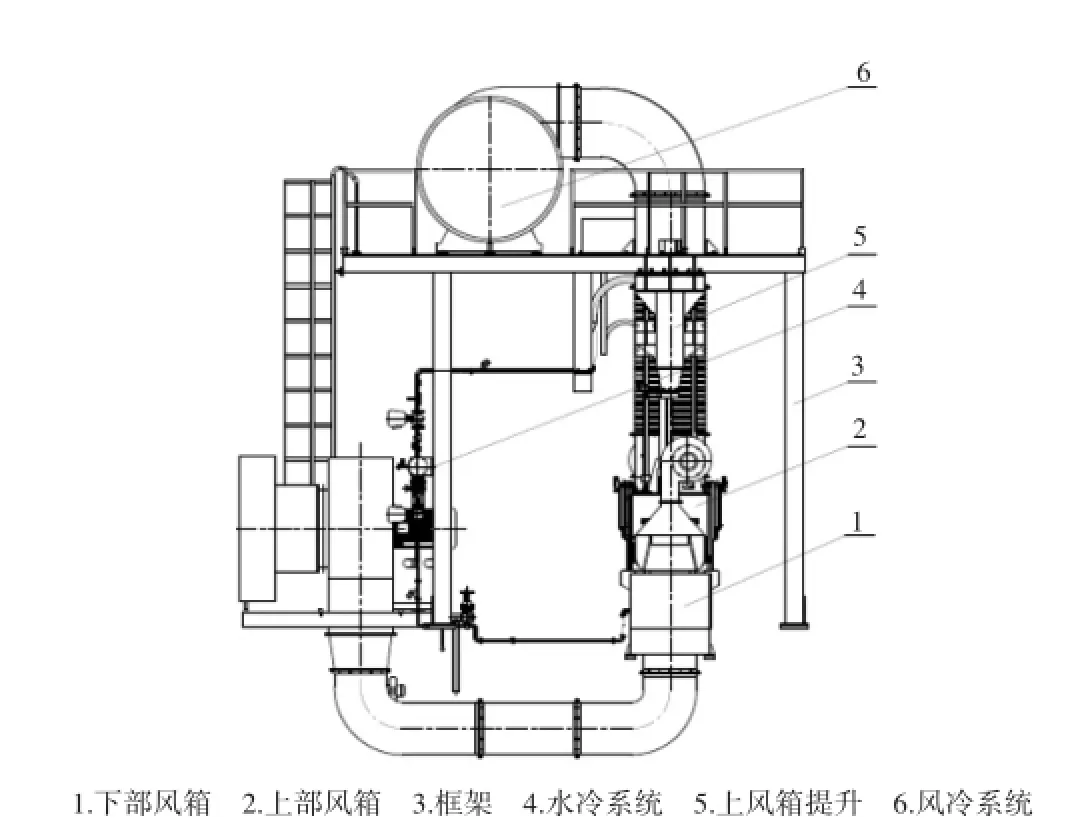
圖1 在線淬火裝置
1 在線淬火裝置的優(yōu)勢
能滿足不同鋁合金型材淬火強(qiáng)度的需要,確保型材的力學(xué)性能,有效減少型材的變形;減少型材的內(nèi)應(yīng)力;確保產(chǎn)品的尺寸精度,適合更復(fù)雜截面;節(jié)能效果明顯,有效降低生產(chǎn)成本;操作方便,減少對操作依賴性;采用PLC控制系統(tǒng),減少調(diào)試時(shí)間及因調(diào)試產(chǎn)生的廢料,大幅提高合格率。
2 在線淬火設(shè)備的發(fā)展趨勢
隨著我國裝備制造業(yè)的不斷發(fā)展,對鋁型材在線淬火的功能及性能要求也不斷提出,提出了包括風(fēng)冷、霧冷、噴淋水冷、高強(qiáng)水冷等四種不同型式淬火同時(shí)滿足的要求[2]。水霧風(fēng)冷聯(lián)合淬火裝置是筆者的發(fā)明型專利,可以完全解決上述要求。
3 在線淬火形式的選擇
根據(jù)不同鋁合金型材淬火對冷卻強(qiáng)度的敏感情況不同,以及不同壁厚選擇不同的冷卻形式(見圖2)。如遇大壁厚或?qū)嵭男筒模梢灾鸺壪蛏线x擇較強(qiáng)的淬火方式,如風(fēng)冷、霧冷、噴淋水冷、高強(qiáng)水冷等,直至達(dá)到鋁合金型材淬火所需的要求為止。
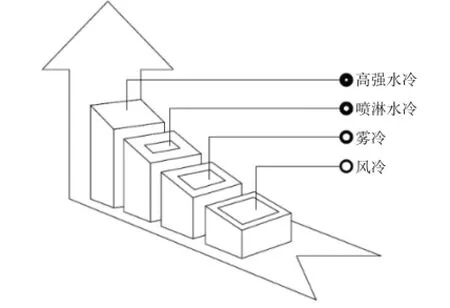
圖2 在線淬火形式的選擇
淬火方式的選擇要根據(jù)該擠壓機(jī)生產(chǎn)型材截面形狀、型材截面面積、型材截面壁厚、擠壓機(jī)擠出的速度、不同牌號鋁合金的材料性能及對淬火要求等因素決定的。鋁合金型材的截面面積越大、形狀越復(fù)雜、截面壁厚越厚、擠壓機(jī)擠出速度越快,需要的冷媒量就越多、淬火的區(qū)域就越長,對淬火的要求就越高。所以需要逐級向上選擇合適的淬火形式,才能把剛擠出的鋁合金型材在規(guī)定的時(shí)間內(nèi)冷卻下來,使鋁合金型材達(dá)到最佳的機(jī)械性能及理想的截面尺寸。
4 縱向分段調(diào)節(jié)及順序啟閉功能
鋁合金擠壓型材的截面往往是不對稱的和各處的壁厚存在差異,調(diào)節(jié)功能差的淬火裝置必定出現(xiàn)型材的實(shí)際冷卻不均勻,從而造成型材在冷卻過程中變形、彎曲、材料力學(xué)性能達(dá)不到要求。所以就要求在線淬火裝置的四種功能的出口分別可以進(jìn)行單獨(dú)調(diào)節(jié),由小至大,從弱到強(qiáng)間進(jìn)行無級調(diào)節(jié)來適應(yīng)不同鋁合金的截面變化要求。
下面以噴淋水冷為例,其原理是圍繞擠壓機(jī)中心線平行分布若干路噴頭,這些噴頭包含在上部水霧罩和下部風(fēng)箱系統(tǒng)內(nèi),每段都有獨(dú)立的控制閥來控制及流量傳感器進(jìn)行檢測,上下左右四個(gè)方向的噴頭都能單獨(dú)調(diào)節(jié)水量,以滿足不同鋁合金型材的截面及壁厚的需求,確保同截面上各個(gè)位置的冷卻速度均相同,避免由于冷卻不均引起的鋁合金型材變型及應(yīng)力集中(見圖3)。
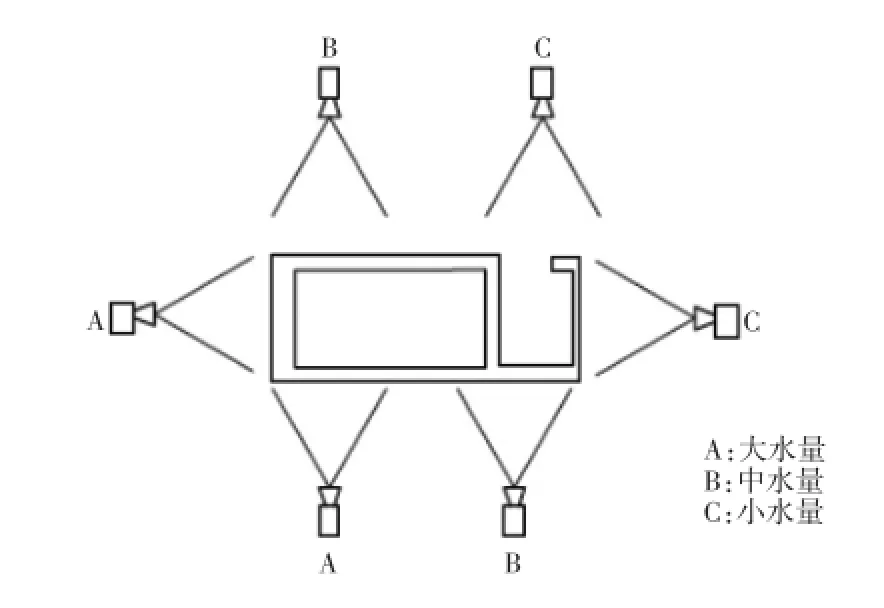
圖3 縱向分段調(diào)節(jié)
5 周向多列布置及風(fēng)口高度調(diào)節(jié)
以風(fēng)冷為例,由于鋁合金型材的截面不同,如果將在線淬火裝置的風(fēng)口固定,就會使風(fēng)口距離不同型材的距離發(fā)生變化,從而影響淬火的效果[3]。為了解決這個(gè)問題,把在線火裝置的上風(fēng)口及兩側(cè)的側(cè)風(fēng)口做成可調(diào)節(jié)式的(由于型材的下表面在淬火內(nèi)部的輥道上移動,所以下風(fēng)口距型材的下表面是固定的,不必調(diào)節(jié)),每次可以根據(jù)不同型材的截面來調(diào)節(jié)上風(fēng)口及兩側(cè)的側(cè)風(fēng)口的位置,來確保各路風(fēng)口與型材各個(gè)表面達(dá)到最佳的工藝位置(見圖4)。這種配置能根據(jù)不同大小的型材截面最靈活地調(diào)節(jié)風(fēng)口的位置,以達(dá)到在線淬火裝置的最佳狀態(tài)。
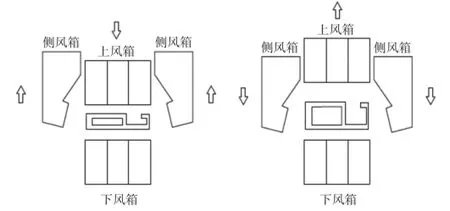
圖4 風(fēng)口高度調(diào)節(jié)
6 在線淬火裝置中PLC系統(tǒng)的應(yīng)用
所有風(fēng)口及噴頭的控制閥及調(diào)節(jié)裝置均受PLC控制,每調(diào)試完一種新型材時(shí),如果認(rèn)為淬火工藝比較合理時(shí),就可以將這個(gè)淬火方案保存到PLC的內(nèi)存中,當(dāng)下次再生產(chǎn)此型材時(shí),只需通過此型材的編號就可以調(diào)出保存在PLC中的淬火工藝參數(shù),進(jìn)行生產(chǎn),這樣不但可以節(jié)省每次更換鋁合金型材種類時(shí)的調(diào)試時(shí)間,也可以減少在調(diào)節(jié)過程中產(chǎn)生的廢品,實(shí)現(xiàn)現(xiàn)代化生產(chǎn)。
7 在線淬火裝置在我廠的應(yīng)用
實(shí)踐中,在我廠90MN鋁型材擠壓機(jī)生產(chǎn)線上采用此套在線淬火裝置對6061鋁合金型材進(jìn)行淬火測試。淬火前的溫度為520℃,通過在線淬火裝置的時(shí)間約為80 s,溫度降至200℃以下,經(jīng)過檢驗(yàn),力學(xué)性能及型材的彎曲度均達(dá)到檢驗(yàn)標(biāo)準(zhǔn)。現(xiàn)已經(jīng)推廣到了27.5MN、36MN、55MN、75MN及125MN鋁型材擠壓機(jī)生產(chǎn)線上。正在調(diào)試的營口忠旺鋁型材廠目前世界最大的225MN鋁型材擠壓機(jī)也引用了此技術(shù),使我國大截面鋁型材的在線淬火技術(shù)達(dá)到了國際領(lǐng)先水平。
8 結(jié)束語
在線淬火裝置采用框架結(jié)構(gòu),根據(jù)風(fēng)冷、霧冷、噴淋水冷、高強(qiáng)水冷四種不同的淬火方式的選擇,并精準(zhǔn)的控制四種不同淬火的冷媒量和風(fēng)口、噴嘴與鋁合金型材間的距離,以滿足對不同鋁合金型材淬火的工藝要求,可以提高產(chǎn)品的成材率,提高冷卻的精準(zhǔn)度和減少能耗的損失。啟用PLC記憶功能將不同鋁合金型材的不同狀態(tài)以參數(shù)形式記憶下來,以便再次生產(chǎn)需要,可以提高生產(chǎn)率及縮短調(diào)試過程。
[1]趙富勝.鋁擠壓生產(chǎn)線裝備的發(fā)展現(xiàn)狀[J].有色金屬加工,2014,43(1):1-4.
[2]麥富勝,劉靜安.擠壓鋁型材在線精密淬火技術(shù)和裝置[J].鋁加工,2011(01):13-18.
[3]李平,孫振宇,王祝堂.鋁合金軌道車輛結(jié)構(gòu)及合金性能[J].輕合金加工技術(shù),2012,40(7):1-12.
Key Technologies Analysis of Online Quench System for Aluminum Profile
SUI Yong-feng
(Liaoning Zhongwang Machinery Equipment Manufacturing Co.,Ltd.,Liaoyang Liaoning 111003,China,)
providing an online quench equipment for aluminum profile,which can combine air,mist,water spray and high strength water cooling together,with reasonable cooling source,cooling length and cooling density to achieve a large cooling speed range.Through controlling various lines of water,mist,and air flow to keep same cooling speed in all section parts of the profile,by adjusting the distance between air nozzles,water nozzles and the profile to accommodate different profiles with different section aspect ratios.There is strong memorability and operability,which can be conveniently adjusted by the operators.
aluminum extrusion;online quench;key technologies
TG156.3
:A
:1672-545X(2017)01-0141-02
2016-10-06
隋永豐(1979-),遼寧遼陽人,大專,工程師,主要從事鋁擠壓機(jī)后部設(shè)備的研發(fā)與制造。
