
Cimatron多軸數控編程及其后置處理工具開發的探究
2017-03-25 05:28:37謝波
裝備制造技術 2017年1期
關鍵詞:定義
謝波
(廣東理工職業學院,廣東廣州510091)
Cimatron多軸數控編程及其后置處理工具開發的探究
謝波
(廣東理工職業學院,廣東廣州510091)
針對Cimatron軟件CAM系統中的多軸數控編程進行了分析和研究。分析了Cimatron CAM系統的功能和編程流程,研究了Cimatron CAM系統多軸數控編程的后置處理,以及利用其后置處理工具進行開發的流程、方法以及編程方式,并在生產實踐中經過多次探索,針對特定型號的多軸數控機床開發出其相應的后置處理器,實現了五邊形螺桿的多軸數控編程及加工。
Cimatron;多軸數控編程;后置處理;五邊形螺桿
多軸數控技術能對刀具和工件位置實現任意的控制,一般可以解決任何復雜曲面零件的加工問題,相對三軸數控技術而言有著不可比擬的優勢。
多軸數控技術一般是指四軸或者五軸數控加工技術,它是通過在三軸數控技術的基礎上增加回轉臺或者擺頭來實現[1,3]。多軸數控技術的刀具軸線一般是變化的。刀軸矢量的變化由回轉臺或者擺頭來實現。所以,在多軸數控加工的過程中,往往需要經過多次坐標的變換和復雜的空間幾何運算。同時,由于多軸數控機床結構的多樣性,使得某一種多軸數控機床的NC代碼不能適用于所有類型的多軸數控機床。
本文將探討Cimatron CAM系統的功能、編程流程和多軸數控編程的后置處理,以及如何利用Cimatron的后置處理工具針對特定多軸數控機床進行后置處理開發,從而獲得特定的后置處理器,最終實現Cimatron的多軸數控編程,并以五邊形螺桿為實例進行多軸數控編程及加工。
1 Cimatron CAM系統的功能和編程流程
由以色列Cimatron軟件公司所開發的Cimatron CAD/CAM系統,在進行多軸數控編程方面,相對于其它系統具有非常好的靈活性,當前被廣泛地應用于中小企業中。
Cimatron CAM系統可以完成幾乎所有類型的數控編程。Cimatron CAM系統進行數控編程時,不管是多軸數控編程還是非多軸數控編程,它們的流程基本上都一樣,如圖1所示。

圖1 Cimarton CAM數控編程流程
前置處理:從調入模型到刀軌編輯,得到的還只是由刀位軌跡所生成的相對于工件坐標系的刀位文件,而不是數控程序[2]。通常把前面的這些過程統稱為前置處理。
后置處理:得到刀位文件后,只有將刀位文件轉換成指定數控機床能執行的數控程序,并通過通信的方式輸入數控機床后,才能進行零件的數控加工。從刀位文件轉換成數控程序的過程就是后置處理[3]。
2 Cimatron多軸數控編程的后置處理
對于多軸數控加工而言,刀位文件主要包括刀位點坐標和刀軸矢量。在后置處理中,需要將他們轉換成特定機床的運動坐標[1]。而不同類型的多軸數控機床,其運動關系是不同的,所以轉換算法也是不同的。多軸數控編程的后置處理就是要針對特定的數控機床,通過特定的轉換算法,對刀位文件進行逐個解釋和執行,從而最終獲得正確的數控代碼。如圖2所示。

圖2 后置處理流程
由于在多軸數控加工中,不同機床的配置和要求不同,不同數控系統的規則和功能也不同。并增加了轉動軸,不同多軸數控機床之間的轉動軸形式有較大的差異。所以,根據具體多軸數控機床各軸之間的相互運動關系以及其它機床特性,在進行后置處理時所生成的NC代碼并不能適用于所有類型的多軸數控機床。
3 Cimatron后置處理工具的開發
Cimatron系統附帶了一個后置處理器開發工具GPP2.GPP2提供一套完整的語法規則,通過編寫相應程序,GPP2能夠編譯生成任何數控機床的后置處理器。
GPP2的內部程序主要實現如下幾方面的具體功能:(1)機床定義;(2)算法處理;(3)文件輸出。
GPP2主要由df2和ex2兩部分組成。df2是一個對話框文件,可以在對話框中進行相應參數的設置。ex2是一個程序編譯器,是GPP2中的核心部分,它可以通過編譯相關程序得到dx2文件。
GPP2的運行流程,如圖3所示。
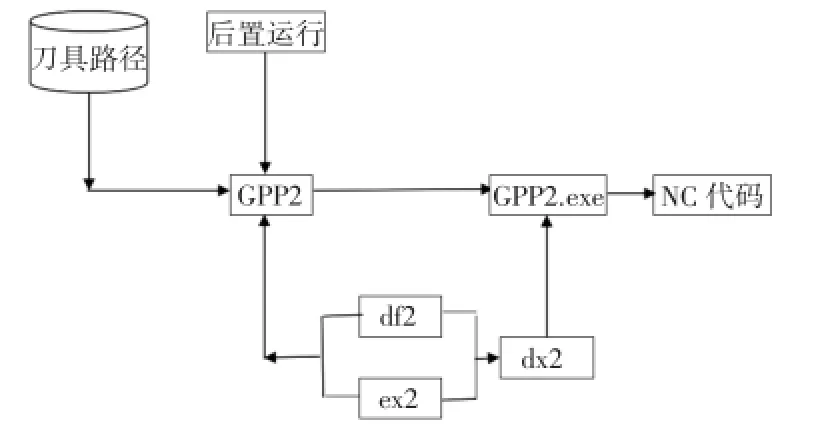
圖3 GPP2的運行流程
通過ex2編譯最終得到的dx2文件就是針對特定機床運動坐標的、符合用戶需要的后置處理器。ex2內部主要模塊和結構,如圖4所示。下面主要介紹幾個其最基礎的語法定義。

圖4 ex2的模塊和結構
Declaration:主要對后置處理器做一些基礎的說明,包括名稱、保護、格式、界面以及模型等。
NEW_LINE_IS:數控代碼的起始說明。
BEGINNING OF PROC到END OF PROC:主要包括換刀、直線運動、圓弧運動、子程序、連刀等。
Machine Definition:是指旋轉軸的定義和機床結構定義。旋轉軸的定義包括兩個部分:基本定義和特性參數定義。
基本定義主要是指第四軸和第五軸的定義。第四軸的定義:用“M5_A_LETTER”來表示。第四軸通常是機床直接驅動軸,可以繞機床X、Y、Z中的任意一軸旋轉。第五軸的定義:用“M5_B_LETTER”來表示。第五軸是在第四軸的基礎上被驅動,既可以是回轉臺或者擺頭,也可以繞機床X、Y、Z中的任意一軸旋轉。
特性參數定義:主要包括軸的限位、軸是否無限制周期旋轉、軸是否通過軟件來重置。分別用變量M5_A_MIN_ANG M5_A_MAX_ANG=(Num Value)、M5_A_CYCLIC=(TRUE_/FALSE_)、M5_A_RESETA BLE=(TRUE_/FALSE_)來定義。其中,軸是否通過軟件來重置的重置值由M5_A_RESET_FROM M5_A_RESET_TO=(Num Value)來定義。
機床結構的定義主要包括三部分:類型、旋轉軸、旋轉軸方向。
多軸數控機床的常用結構有:雙轉臺型、雙擺頭型、擺頭及轉臺型。這三種結構分別用“TABLE_TA BLE”、“HAND_HAND”,和“TABLE_HAND”表示。
旋轉軸和旋轉軸方向分別通過AX5_PX、AX5_MX,AX5_PY、AX5_MY,AX5_PZ、X5_MZ來定義。以上分別表示繞著X軸的正方向和負方向旋轉,繞著Y軸的正方向和負方向旋轉,繞著Z軸的正方向和負方向旋轉。五軸數控機床需要分別定義兩個旋轉軸以及旋轉軸方向,如“AX5_PX AX5_PZ”,前邊軸為第四軸,后邊軸為第五軸。如果是四軸數控機床,則通過用“AX5_NONE”來定義第五軸,從而使第五軸無效的方式實現四軸數控機床的定義。
4 五邊形螺桿的多軸數控編程及加工
利用Cimatron CAD系統對五邊形螺桿進行三維建模,并使用GPP2后置處理工具針對五軸雙轉臺數控機床(如圖5所示)開發出其相應的后置處理器,實現了五邊形螺桿的多軸數控編程及加工,如圖6所示。
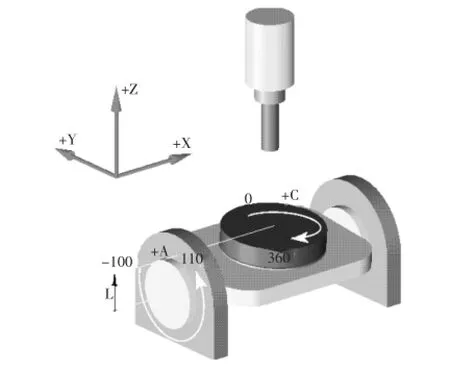
圖5 五軸雙轉臺數控機床幾何模型
五邊形螺桿
圖6五邊形螺桿多軸加工實物圖
5 結束語
多軸數控編程的后置處理需要將前置處理的刀位文件轉換成機床的運動坐標。而不同多軸數控機床的運動關系不同,導致轉換算法不一致。為了實現特定多軸數控機床的數控編程,需要特定的后置處理方式。本文基于Cimatron CAM系統,分析了它的數控編程功能和編程流程。研究了Cimatron CAM系統多軸數控編程的后置處理過程,和其后置處理工具GPP2的開發流程、方法以及編程方式,并針對五軸雙轉臺數控機床開發出其相應的后置處理器,實現了五邊形螺桿的多軸數控編程及加工。
[1]劉日良,張承瑞,宋現春,等.5軸數控機床坐標系統的一個特例及其后置處理方法[J].機械設計與制造工程,2002(3):61-62.
[2]雷大江,周茂書.五軸聯動數控加工后置處理器的定制[J].中國工程物理研究院科技年報,2004(1):126-127.
[3]劉雄偉.數控加工理論與編程技術[M].北京:機械工業出版社,2000.
Research on the Development of Cimatron Multi Axis NC Programming and Post Processing Tools
XIE Bo
(Guangdong Polytechnic Institute,Guangzhou Guangdong 510091,China)
The multi axis NC programming in cimatron software CAM system is analyzed and studied.Analysis of the function and the programming process of cimatron CAM system,cimatron CAM on the post processing system for multi axis NC programming,and the process and methods for the development and utilization of the post processing tools and programming methods,and in the production practice after repeated exploration,according to the specific model of multi axis NC machine tool developed by the post processor the Pentagon screw,multi axis NC programming and machining.
cimatron;NC programming;post processing;pentagon screw
TG659
:A
:1672-545X(2017)01-0236-03
2016-10-16
謝波(1985-),男,湖南長沙人,講師,碩士研究生(工學),研究方向:多軸數控編程。
猜你喜歡
幼兒教育·父母孩子版(2022年4期)2022-05-08 21:35:35
中學生數理化(高中版.高考數學)(2021年3期)2021-06-09 06:09:14
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:38
中學生數理化(高中版.高二數學)(2021年2期)2021-03-19 08:54:04
海峽姐妹(2020年9期)2021-01-04 01:35:44
華人時刊(2020年13期)2020-09-25 08:21:32
VOGUE服飾與美容(2020年9期)2020-09-02 14:47:26
山東青年(2016年1期)2016-02-28 14:25:25
汽車維護與修理(2015年6期)2015-02-28 12:16:55
當代修辭學(2014年3期)2014-01-21 02:30:44
