WINDRUM-M復卷機切刀定位控制系統設計
2017-03-29 09:57:06朱其祥包冰映
華東紙業 2017年1期
朱其祥包冰映
(1.福建船政交通職業學院 信息技術與工程系,福建 福州 350007;2.廈門黎明電氣技術有限公司,福建 廈門 361024)
WINDRUM-M復卷機切刀定位控制系統設計
朱其祥1包冰映2
(1.福建船政交通職業學院 信息技術與工程系,福建 福州 350007;2.廈門黎明電氣技術有限公司,福建 廈門 361024)
依據工程實例論述的切刀定位控制系統,由上位機系統、S7-400PLC、S120伺服系統、刀位置測量傳感器、現場操作面板、刀移動裝置及切刀裝置等組成。論述了WINDRUM-M復卷機縱切刀自動定位系統組成及控制要點。該控制系統可以縮短切刀定位時間,以提高復卷機效率,所以對高速大型紙機其配套復卷機的運行具有顯著作用。
縱切刀 復卷機 伺服系統 磁致伸縮傳感器
0 前 言
縱切刀為復卷機紙卷分切裝置,將紙機卷取的紙卷分切為用戶要求的寬度、長度或卷徑的成品紙卷。現對高速大型紙機配套的復卷機的運行效率要求越來越高,通常情況下復卷機的運行速度要達到紙機車速的2.5倍。復卷機運行設計車速受到多個因素的影響:
(1)機械設備因素;
(2)生產紙種限制;
(3)成品紙卷直徑限制[1]。
特別是生產小卷徑和大定量紙時,復卷機運行在不斷加速和減速過程,即復卷機尚未加速到達設定車速時就自動減速停車。目前復卷機最高設計車速達2 800 m/min。在提高復卷機的運行效率上,并不是無限制提高運行車速,而是如何縮短復卷機換卷時間。換卷時間包括有幾個部分:卸紙過程動作時間、更換紙芯、引紙、切刀定位。其中前3個部分時間是基本固定也無法壓縮,所以縮短切刀定位時間是提高復卷機效率的一個重要因素,特別是車速在2 000 m/min以上的復卷機,對分切產品變化頻繁的場合都必須配備縱切刀自動定位系統,以提高復卷機運行效率,并且可排除因手動對刀人為因素的偏差造成不合格品。現介紹WINDRUM-M復卷機縱切刀自動定位系統組成及控制要點。
1 系統組成
復卷機切刀定位控制系統主要由上位機系統、S7-400PLC、S120伺服系統、刀位置測量傳感器、現場操作面板、刀移動裝置及切刀裝置等組成。系統圖見圖1。
1.1 上位機系統
采用工控機和SIEMENS WINCC V6.2控制軟件,控制畫面[2]見圖2,與PLC通過工業以太網連接實現以下功能。
(1)參數設定:操作參數、系統參數;
(2)操作和監控:實現刀移動、選擇控制;
(3)報警:用于故障報警,及時查找故障;
(4)診斷:傳感器及刀狀態診斷;
(5)數據歸檔:保存分切及其他歷史數據,歸檔數據可保存3個月;
(6)配方:根據生產紙種和分切數據設定、選擇配方便于操作;
報表:提供1天、3天、1個月報表用于統計分析,也可人工選擇報表時間。
1.2 S7-400PLC
PLC選用CPU 414-2DP帶有CP443以太網通信模塊,現場級采用Profibus-DP通信協議。連接現場IO站ET200M、ET200S、位置傳感器、Sinamics S120伺服系統。操作監控通過CP443采用ProfiNet通信協議連接MP277、KP8及上位機系統[3]。
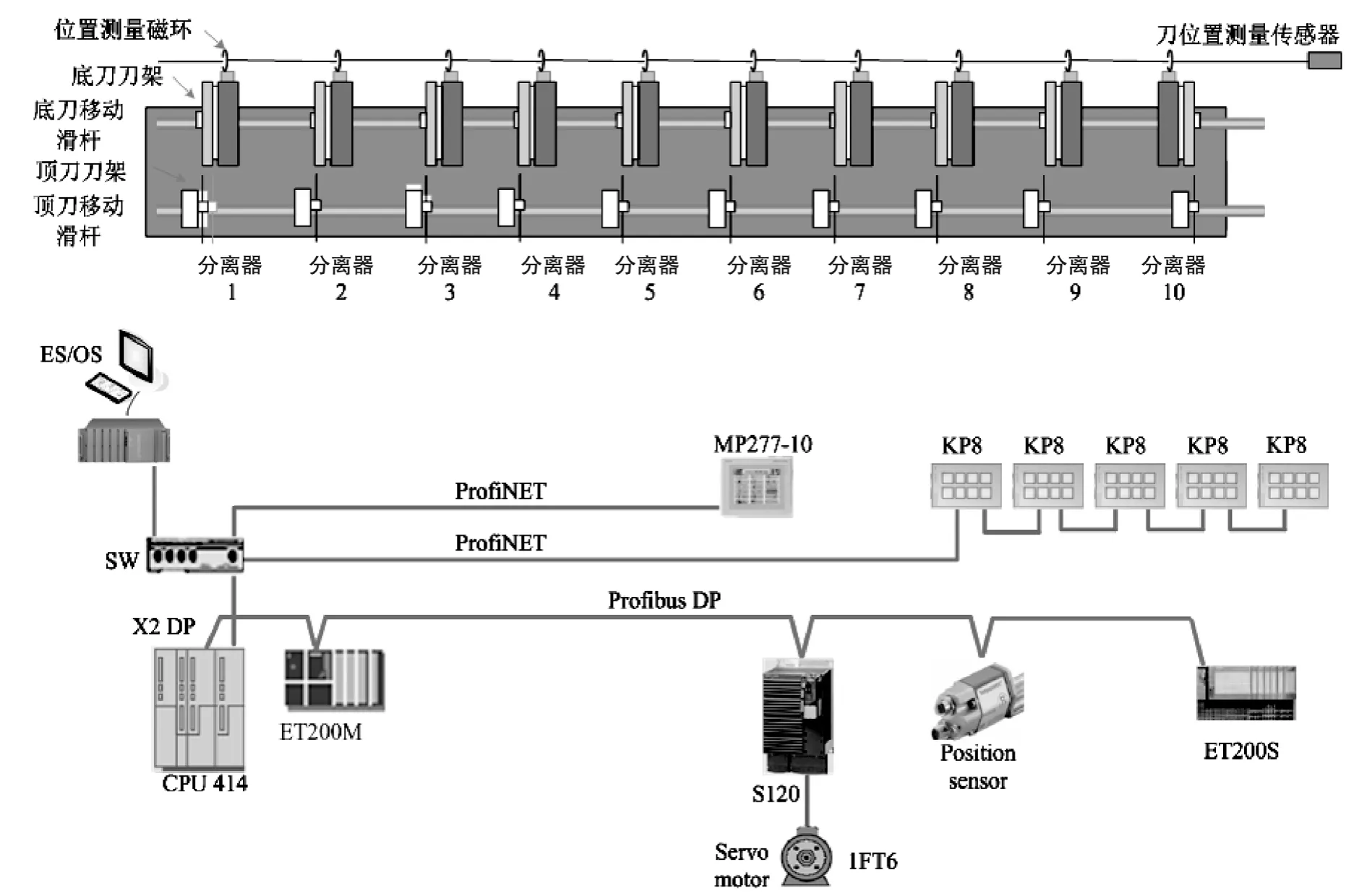
圖1 切刀定位控制系統圖
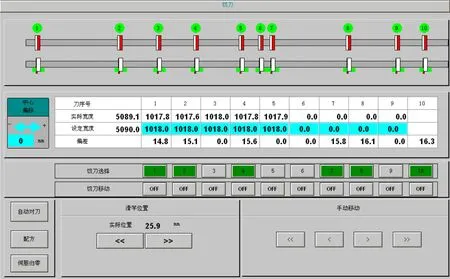
圖2 切刀定位控制畫面
1.3 S120伺服系統
伺服系統采用CU310 DP Control Unit;PM340 power section15.00 kW; Synchronous servo motor 1FT/1FK8.80 kW。 SINAMICS S120 可以實現矢量控制和伺服控制,對于復雜任務的單機和多機傳動來說,是一種理想的傳動解決方案。SINAMICS S120 覆蓋功率范圍從 0.12 ~ 4 500 kW,且可配用多種控制單元,用于完成特定的傳動任務,幾乎可以用于所有復雜的傳動應用。S120 能夠以矢量、伺服和 V/f 模式運行。它們可以對所有驅動軸完成速度和轉矩控制功能和其他智能控制功能,可以拖動 Siemens 的所有低壓電機,如異步電機,還有同步電機。集成的 PROFIBUS DP 接口保證輕松地集成到整個自動方案中。PROFINET 提供一種全新的高速工業以太網通信。SINAMICS S120 具有以下特性[4]:
(1)高性能單機和多機傳動的矢量/伺服控制;
(2)全功率擴展;
(3)SINAMICS 安全集成功能;
(4)支持各種冷卻形式(空冷/液冷);
(5)提供各種高性能整流的方式;
(6)工業 IT 的集成概念;
(7)模塊化系統設計;
(8)基于 Drive-Cliq 的電子銘牌配置。
1.4 刀位置測量傳感器
位置傳感器選用磁致伸縮位移傳感器,具有以下特點:
(1)堅固可靠工業用位移傳感器;
針對企業的會計財務管理人員操作不熟練、技術水平不高的現狀,要加強對財務部門工作人員的培訓,一方面要提高他們對ERP系統的認識,改變傳統的工作方式;另一方面要提高他們的具體業務操作能力,只有財務人員熟練掌握ERP系統各個流程的具體操作方式,才能指導其他部門錄入信息的準確性和及時性。同時,企業也要加強對除了財務部門以外員工的培訓和指導,提高全員的綜合素質。只有企業各個部門都熟悉和掌握了ERP系統,才能保證整個系統的運行更加順暢。
(2)直線測量,絕對值輸出;
(3)LED指示燈診斷功能;
(4)無接觸測量,沒有磨損;
(5)超高精度,分辨率最高為5μm;
(6)非線性度低于0.01%;
(7)重復精度達0.001%;
(8)Profibus-DP輸出位置速度;
(9)多磁鐵位置測量,每個傳感器可測量多達15個磁鐵位置。
本實例中選用RH系列長度6 000 mm帶10個測量位置。通過Profibus-DP與PLC通信,在10個磁鐵位置情況下數據更新時間為3.55 ms。
1.5 現場操作面板
(1)現場操作和位置顯示;
(2)現場傳動側機架配置一個MP277-10面板用于刀位置顯示及手動操作控制;
(3)現場切刀處安裝有5個KP8操作鍵盤,每兩把切刀配置一個。通過KP8手動選擇和移動切刀。
1.6 刀移動裝置及切刀裝置
切刀裝置包括:定位移動滑桿、刀架的定位鎖定臂、鎖定控制氣囊、固定軌道、頂刀支架、底刀支架。
定位移動執行機構:伺服馬達經減速機減速后再通過渦輪減速機構同時驅動底刀和頂刀移動桿。移動桿的移動帶動鎖定在移動桿上的刀實現對各把刀的定位。當要求移動某一把切刀時,通過上位機或現場觸摸屏或KP8鍵盤選擇要移動的切刀,相應刀架的底刀和頂刀鎖定電磁閥得電,定位氣囊加氣將刀架鎖定在底刀和頂刀的移動桿上。此時操作<<(快速向左)、<(向左)、>(向右)、>>(快速向右)移動桿帶動對應底刀、頂刀同步移動,而未選擇的刀則不動。移動時可選擇1把或多把刀同時移動。
2 系統功能
復卷機切刀定位控制系統見圖3,主要功能有:
(1)能夠實時顯示10把刀的實際位置,位置測量精度達0.1 mm;
(2)能夠根據需要選擇刀;
(3)能夠根據設定寬度,一鍵完成快速自動定位;
(4)根據需要可現場或觸摸屏或上位機手動調整;
(5)定位控制精度要求達0.1 mm;
(6)系統上電后具有自動回零功能;
(7)刀移動過程具有限位保護和超限保護功能,刀與刀之間具有限位保護防止碰撞功能;
(8)系統故障時具有在線診斷和在線幫助及報警功能;
(9)紙幅中心位置可根據需要設定±100 mm;
(10)連鎖和安全保護功能;
(11)復卷紙幅收縮自動補償;
(12)紙芯間距補償;
(13)靈活配方功能,由20個配方數據可供選擇;
(14)中文界面,支持中文/英文在線切換;
(15)報表功能:1天分切報表、3天分切報表、1個月報表;
(16)數據歸檔,可保持3個月;
(17)系統能夠與其他上位管理系統連接,接收分切數據。
3 定位算法
3.1 刀實際位置計算
刀實際位置計算見圖3。
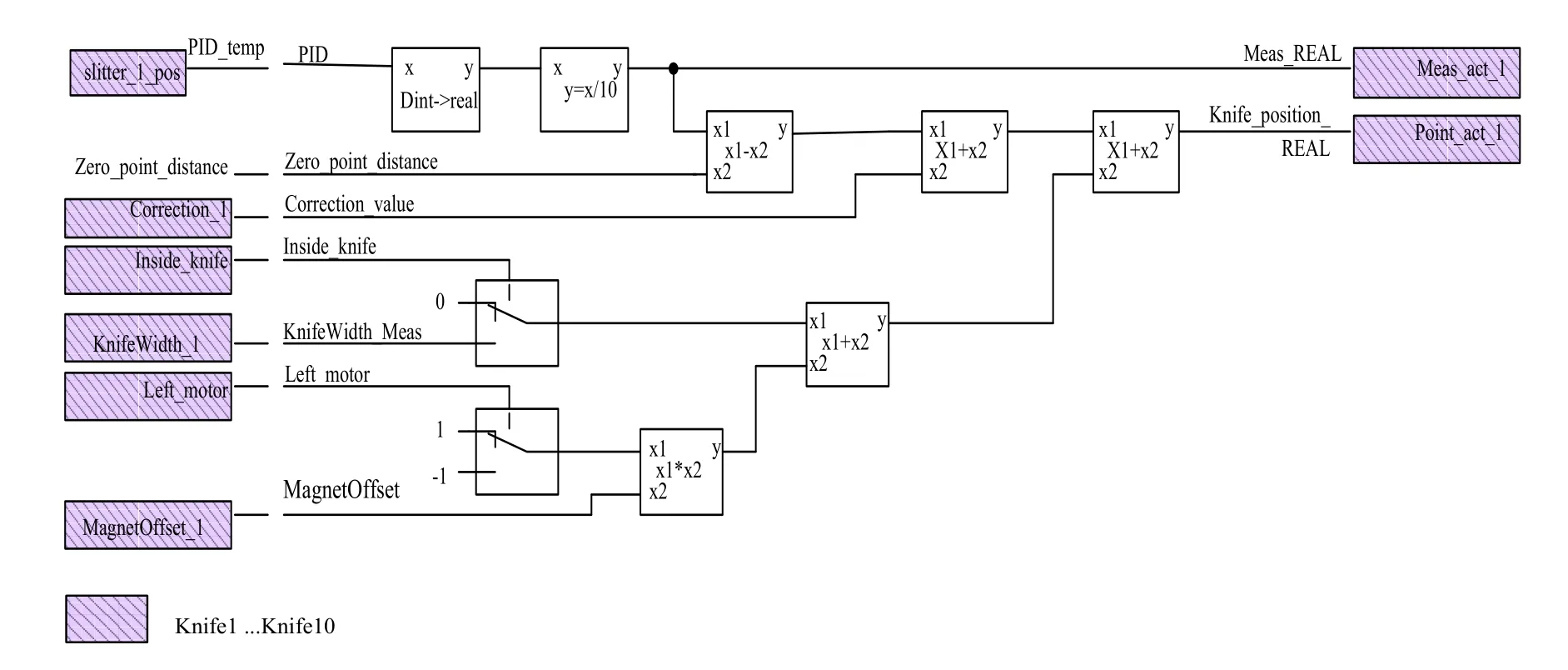
圖3 刀實際位置計算
參數說明:
(1)slitter_1_pos:來自位置傳感器測量值1…10 ,32位整數,單位0.1 mm;
(2)Correction_1:修正值設定1…10。32位浮點數,單位 mm;
(3)Inside_knife:使用圓刀的內側切紙=1,16位整數,其中位0…9對應刀1…10 ;
(4)KnifeWidth_1:實際圓刀的寬度。32位浮點數,單位 mm;
(5)Left_motor:電機在圓刀的左邊=1 ,16位整數,其中位0…9對應刀1…10 ;
(6)MagnetOffset_1:測量位置磁環離圓刀邊的距離。32位浮點數,單位 mm;
(7)Meas_act_1:來自位置傳感器實際測量值1…10 ,32位浮點數,單位 mm ;
(8)Point_act_1:經修正后刀的位置實際測量值1…10 ,32位浮點數,單位 mm。
3.2 刀移動距離計算
刀移動距離計算見圖4。
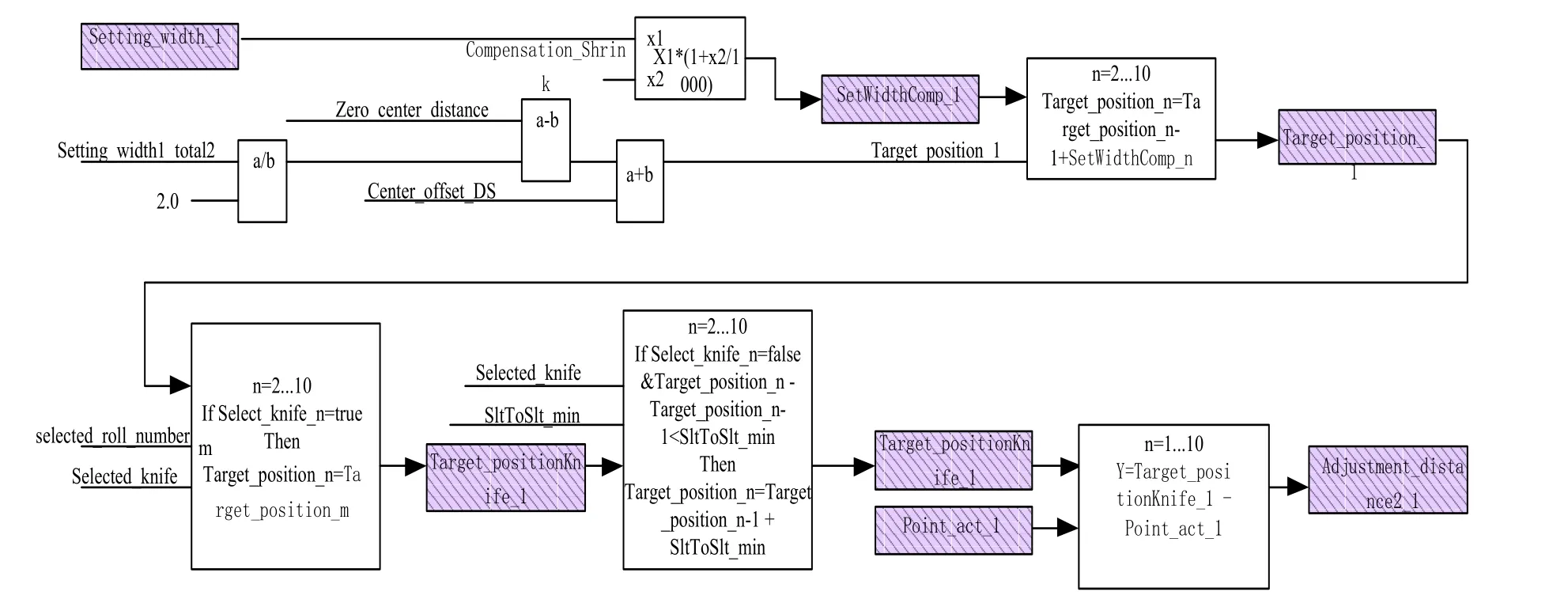
圖4 刀移動距離計算
參數說明:
(1)Setting_width_1:設定分切寬度1…9 ,32位浮點數,單位mm;
(2)Compensation_Shrink:紙幅收縮補償設定值0%~5% ,32位浮點數;
(3)SetWidthComp_1:補償后分切寬度1…9 ,32位浮點數,單位mm;
(4)Setting_width1_total2:設定分切寬度總和,32位浮點數,單位mm;
(5)Zero_center_distance:零點離設備中心的距離,32位浮點數,單位mm;
(6)Center_offset_DS:中心點偏移量設定,32位浮點數,單位mm;
(7)Target_position_1:切刀定位的目標位置1…10 , 32位浮點數,單位mm;
(8)selected_roll_number:根據設定寬度數量計算分切的輥數量,16位整數;
(9)Selected_knife:設置選擇分切的刀=1,16位整數,其中位0…9對應刀1…10 ;
(10)Target_positionKnife_1:計算定位切刀的目標位置1…10 , 32位浮點數,單位mm;
(11)SltToSlt_min:切刀之間的最小間距,32位浮點數,單位mm;
(12)Adjustment_distance2_1:刀實際位置與目標位置的偏差值1…10 , 32位浮點數,單位mm。
3.3 自動定位控制
定位控制中包括有兩個位置測量:
(1)伺服馬達本身定位控制,由伺服系統直接定位,其位置信號即移動桿的位置。
(2)刀位置由磁致伸縮位移傳感器測量。定位過程是通過刀位置的設定值與刀實際位置的偏差值作為伺服馬達MDI控制方式位移設定值,由鎖定機構對各刀進行移動定位。由于移動桿有效行程只有600 mm,若刀定位行程超出移動桿有效行程則需要移動桿返回、定位多次來回移動。
在系統定位控制啟動前,PLC計算10把刀的目標偏差值存儲在Adjustment distance2_1…10。為提高系統定位效率,在定位控制時同一方向偏差同時移動,從最小偏差的刀開始依次定位,當最大偏差值定位完畢其他同方向的刀也就定位完成。避免移動桿的多次重復來回移動,通過優化運行正常情況下移動竿僅需移動1、2次即可完成10把的定位。控制流程圖見圖5。
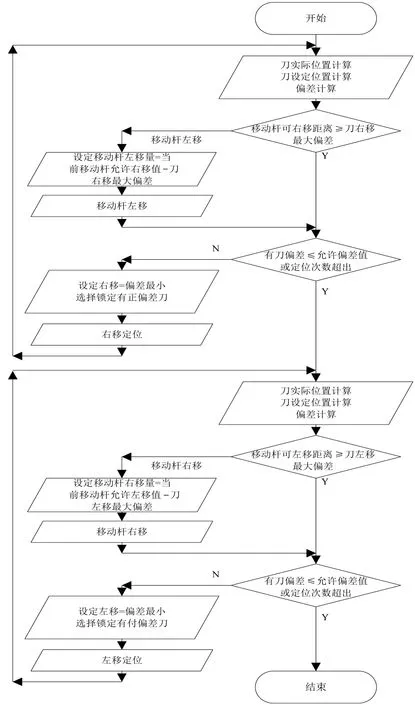
圖5 自動定位控制流程圖
4 結束語
該系統操作性強,可多地操作,允許上位機手動、自動定位;現場HMI手動、自動定位;KP8按鍵式面板手動操作。定位控制精度在系統中主要取決于切刀的刀架的執行機構,影響最大的是刀架的鎖定塊動作產生位置的移動。刀架定位完成后氣囊通氣將刀架固定在固定軌道上時會產生位移,當移動量超過設定偏差時將會出現定位偏差,此時應該維修或更換刀架。另外一種情況是測量誤差減少,本身磁致伸縮位移傳感器不會產生偏差,引起偏差的原因是固定在底刀刀架上的磁環支架產生偏移[5],所以磁環支架應固定牢靠,不要碰撞和大的震動,以免引起松脫。
目前該系統已經投入運行一年多,系統工作穩定,表明系統設計合理可靠。對提高復卷機效率和紙機的運行效率已經起到了顯著作用。
[1] 景兵輝. 復卷機傳動控制系統方案選擇與分析比較[J].中國造紙,2012,31(10):54.
[2] 蘇昆哲.深入淺出西門子WinCC V6[M]. 北京:北京航空航天大學出版社,2005.
[3] 西門子(中國)有限公司.深入淺出西門子運動控制器-SIMOTION實用手冊[M].北京:機械工業出版社,2013.
[4] 郭艷萍,李曉波. 基于Profibus-DP總線的復卷機控制系統設計及實現[J].工業儀表與自動化裝置,2009(2):89.
[5] 張學敏. 3150復卷機不停產更新改造的方案設計[J].中華紙業,2012,33(8):78.
單位:福建交通職業技術學院,信息技術與工程系
地址:福州市倉山區首山路80號
郵編:350007
電話:13905910539
Email:403357789@qq.com
2、包冰映(1967-),男,漢,高級工程師。長沙鐵道學院(現中南大學)工業電氣自動化專業,1991,本科。主要從事DCS、PLC、交直流傳動等工業自動化系統開發應用。
單位:廈門黎明電氣技術有限公司
地址:廈門市集美區新田路86號
郵編:361024
電話:18259262566
Email:bybao@126.com
A control system of slitter locating for WINDRUM-M Ewinder
ZHU Qixiang1BAO Bingying2
(1.Fujian Communications Technology College, Fuzhou, Fujian 350007,China 2.Xiamen Liming Elec-Energy Co.,Ltd. ,Xiamen, Fujian 361024,China)
Based on the project instance, the paper discuss a control system of slitter locating.The control system include supervisory control system, S7-400PLC, S120 servo system, magnetostrictive displacement sensor, field operation panel, shift device of slitter and slitter device etc. The paper introduce the constituent part and Control points of automatic positioning system for WINDRUM-M ewinder. The control system can shorten locating time in order to enhance ewinder efficiency. The system be provided with high speed and large-scale paper machine in efficiency.
Slitter; Ewinder;Servo system;Magnetostrictive Displacement Sensor
1.朱其祥(1965—),男,漢,副教授/高級工程師。福州大學電氣工程系,1986,本科。清華大學計算機系,2005,工程碩士。主要研究方向為儀器儀表的智能化和工業自動化控制等。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
家庭影院技術(2017年9期)2017-09-26 03:41:45
