鍍鋅生產線上三價鉻黑色鈍化的可行性分析及實施
2017-03-31 08:56:52張小勇侯繼斌魯顯禮李文緒曹聚濤韓秀臺劉新偉
電鍍與涂飾
2017年5期
關鍵詞:可行性
張小勇*,侯繼斌,魯顯禮,李文緒,曹聚濤,韓秀臺,劉新偉
(河南北方星光機電有限責任公司,河南 鄧州 474150)
【經驗交流】
鍍鋅生產線上三價鉻黑色鈍化的可行性分析及實施
張小勇*,侯繼斌,魯顯禮,李文緒,曹聚濤,韓秀臺,劉新偉
(河南北方星光機電有限責任公司,河南 鄧州 474150)
分析了在不增加槽位的前提下,鍍鋅自動線上增加三價鉻黑色鈍化的可行性,使三價鉻黑色鈍化得以成功上線。轉線后,三價鉻黑色鈍化的產能提高,成本降低。
電鍍鋅;三價鉻;黑色鈍化;生產線;可行性
1 轉線可行性分析
1. 1 三價鉻黑色鈍化水洗的可行性分析
如圖1所示,原軍綠色鈍化工藝路徑為:27#出光→28#水洗→31#軍綠鈍化→34#、35#水洗→37#封閉→41#手動吹干→38#自動吹干→39#或40#烘干→下線。
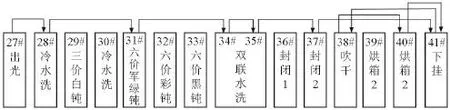
圖1 二班生產線的鈍化、封閉、烘干工位配置Figure1 Layout for passivation, sealing and drying on production line No.2
由于34#、35#水洗槽也是六價鉻彩鈍和黑鈍的水洗槽,槽內含有六價鉻,若三價鉻黑色鈍化在該雙聯水洗槽內清洗,則會有在鈍化膜中檢測出六價鉻的可能。因此需更改工藝路徑,有2套方案可試。
(1) 31#三價黑色鈍化→30#冷水洗→35#冷水洗。但35#水洗槽內含有六價鉻,故不可行。
(2) 31#三價黑色鈍化→30#冷水洗→28#冷水洗。由于28#水洗槽內含有硝酸根離子,可行性有待驗證。
1. 2 程序問題及自動吹干可行性分析
(1) 由于電泳漆件占用了軍綠鈍化的自動吹干程序,原有軍綠鈍化件均采用手動吹干,意味著轉線后三價鉻黑色鈍化沒有自動吹干程序,因此考慮將六價鉻彩色鈍化的手動吹干程序改為三價鉻黑色鈍化的自動吹干程序,但其可行性需要安全環保部確認。……
登錄APP查看全文
猜你喜歡
現代儀器與醫療(2022年3期)2022-08-12 09:04:04
昆明醫科大學學報(2022年3期)2022-04-19 13:59:52
文化創新比較研究(2020年8期)2021-01-22 00:38:08
制造技術與機床(2019年10期)2019-10-26 02:47:38
中國航海(2019年2期)2019-07-24 08:26:40
江西建材(2018年1期)2018-04-04 05:25:54
武大國際法評論(2017年1期)2018-01-23 03:23:23
中國交通信息化(2017年3期)2017-06-08 06:09:22
學習月刊(2015年10期)2015-07-09 03:35:08
中國工程咨詢(2015年5期)2015-02-16 05:35:18
