氣密封檢測技術在涪陵頁巖氣田的應用
2017-04-06 07:59:14陳小龍
長江大學學報(自科版) 2017年3期
陳小龍
(中石化重慶涪陵頁巖氣勘探開發有限公司,重慶 400000)
氣密封檢測技術在涪陵頁巖氣田的應用
陳小龍
(中石化重慶涪陵頁巖氣勘探開發有限公司,重慶 400000)
涪陵頁巖氣井生產壓力高,對套管的氣密封性能提出了更高要求,為避免氣井發生氣竄和泄漏,涪陵工區通過引入套管氣密封檢測技術,為頁巖氣井的生產與環境安全提供了保障。介紹了氣密封檢測設備和原理,對近年來氣密封檢測技術在涪陵頁巖氣的檢測結果進行了統計分析。結果表明,幾乎所有的施工井都存在管柱絲扣泄漏情況,氣密封檢測技術檢測精度達到1.0×10-7mbar·L/s,可以有效評估管柱密封性能,同時通過氣密封檢測不合格案例分析,總結給出了影響套管氣密封性主要因素和不當操作,提出了下套管作業的注意事項及操作建議。應用該技術可以保障頁巖氣井的安全運行。
涪陵頁巖氣;氣密封檢測;生產套管;絲扣;泄漏
頁巖氣水平井生產套管柱的功能是為頁巖氣的壓裂改造、生產以及后期重復壓裂提供一條安全、規則的通道。生產套管柱的完整性體現在通道密封的完整性和幾何形態的規則性。目前國內針對頁巖氣開發的工程技術研究是初級階段[1~4],頁巖氣開發的技術標準和理論體系尚不健全,部分頁巖氣井區塊在勘探開發過程出現了生產套管完整性失效的情況,如井筒密封失效、套管變形等,影響了頁巖氣井的壓裂改造和后期安全生產。
在下套管過程中,對連接絲扣進行氣密封檢測,確保整個生產套管柱的完整性。由于現場檢測手段有限,對送井套管的檢驗僅限于套管鋼級、壁厚、內徑、外徑、通徑、長度以及外觀明顯的損傷情況,對一些隱蔽性的套管絲扣損傷情況不能有效判別。為了避免將達不到密封性要求的套管下入井內,優選了氦氣密封檢測技術。
為提高套管的氣密封完整性,自2013年12月在涪陵頁巖氣田焦石壩區塊引進了氣密封檢測技術,對入井生產套管絲扣連接處的氣密封性能進行檢測。氣井套管檢測技術根據生產壓力和套管承壓等級,確定檢測壓力,在下生產套管過程中對上部0~2000m井段管柱連接絲扣進行檢測,如遇特殊情況將對全井管柱連接絲扣進行檢測。氣井套管檢測技術確保了生產井段整體的密封性,為頁巖氣井的安全運行提供了保障,并分析了套管絲扣密封不嚴的一些主要原因,為建立規范的施工程序提供一些依據。
1 套管氣密封檢測技術
套管本體在出廠時會做氣密封檢測試驗,套管連接絲扣的密封性卻被忽略,而導致套管連接絲扣泄漏的原因很多包括:加工誤差、運輸作業過程中的磕碰、絲扣的清潔度、密封脂的選擇、扭矩值等,針對這些原因,氣密封檢測技術應運而生。
氣密封檢測采用氦氣檢漏法,介質為氦氣和氮氣的混合氣體。根據SY/T 6872—2012《套管和油管螺紋連接氣密封井口檢測系統》規定,檢測介質為氮氣和氦氣,其中氦氣的體積比為10%~13%。氦氣分子直徑小,僅比氫分子大,在氣密封扣中易滲透,能及時對泄漏情況進行預報,而且對油套管無腐蝕,是無毒、安全的惰性氣體。氮氣對油套管無腐蝕,是無毒、安全的不活潑氣體。用氦氣和氮氣作為檢測介質,大大提高了施工安全系數高,并對人體無傷害,對環境沒有影響。
1.1 設備組成
氣密封檢測工序需要由5部分的設備來完成,分別是檢測工具、動力設備、儲能器、絞車和檢漏儀。現場施工設備擺放示意圖如圖1所示。

圖1 現場施工示意圖
1)檢測工具 由上下兩個封隔器組成,檢測時將工具下到合適位置后,調整絞車閥門,使高壓流體從高壓管線進入檢測工具,高壓流體推動滑套分別向兩頭運動,擠壓封隔器膠筒座封,使檢測工具和油套管形成環空。繼續增壓,到達設計的壓力開始檢測。
2)動力設備 用來提供施工的動力,包括高壓泵、液泵等。
3)儲能器 利用動力設備的高壓源,對進入儲能器的氮氦混合氣體進行增壓,由具備超高壓容器設計和制造資質的廠家加工,并按油田要求每年定期進行第三方檢測。最高額定工作壓力為140MPa。
4)絞車 用于控制檢測工具進出套管,用于控制增壓和泄壓的程序。氣密封檢測控制系統的一大特點就是通過低壓氣體來控制高壓流體,目的是降低安全風險。

圖2 氣密封檢測原理示意圖
5)檢漏儀 主要用于檢測氦氣的泄漏率,根據檢測到的氦氣泄漏率來判斷套管連接絲扣的密封性是否合格。判斷標準:如果檢測到的氦氣泄漏率≥1.0×10-7mbar·L/s(1mbar=0.01MPa),則該管柱連接絲扣不合格;如果檢測到的氦氣泄漏率<1.0×10-7mbar·L/s,則該管柱連接絲扣合格。檢漏儀的精度為1.0×10-7mbar·L/s,檢測靈敏度為1.0×10-7mbar·L/s,反應時間<0.7s,在施工現場能夠即時有效地做出判斷。與檢漏儀配套的是記錄儀,作用是將檢測壓力及泄漏率同步顯示、采集,并能輸出檢測報告。
1.2 氣密封檢測原理
檢測原理示意圖如圖2所示。施工時先把檢測工具放入管柱內,檢測工具上的上下卡封器膠筒分別卡在油套管接箍的上下位置;儲能器中預充氦氮混合氣,高壓水泵用水推動儲能器中混合氣體壓縮,向測試工具內注入氦氮混合氣,工具坐封;繼續運轉高壓水泵增壓,推動儲能器內混合氣體繼續壓縮到設計要求的檢測壓力,此時氦氣進入檢測工具與管柱之間的密閉環形空間;用帶有氦氣檢漏儀探頭的檢測集氣套把接箍包起來形成密閉空間,集氣套里的氣體通過檢測探頭進入檢漏儀,如果檢漏儀顯示氦氣含量超過泄漏界定值,說明絲扣密封不合格[5]。
2 涪陵地區套管氣密封檢測結果分析


表1 涪陵頁巖氣田氣密封檢測結果統計表
現場檢測結果表明,在檢測的7358個管柱連接絲扣中,檢測不合格絲扣達245個,占檢測絲扣的3.33%;檢測出不合格套管達到70根,占檢測總量的0.95%。對泄漏絲扣經過若干整改措施:卸扣檢查清潔絲扣后重新上扣,加大扭矩,重新涂抹密封脂,更換套管。根據檢測結果,大部分泄漏絲扣經過卸扣檢查重新上扣以后,都未出現泄漏情況,而部分發生絲扣損壞的套管則必須更換。若從施工時間上統計,施工初期(前12口井)檢測不合格絲扣和整改后不合格絲扣比例分別為6.24%、2.44%,遠遠超過平均水平。在36口施工井中,僅僅只有2口井未出現管柱連接絲扣泄漏現象,出現絲扣泄漏現象的施工井占施工井總數的94.44%。換而言之,每口井都有可能出現絲扣泄漏現象,而氣密封檢測技術是評估管柱絲扣氣密性的有效手段。
通過分析認為涪陵工區絲扣泄漏的原因主要有以下幾種:
1)運輸過程中套管絲扣磕碰、操作不規范、絲扣清潔度不達標。①套管在上提至鉆臺過程中,母扣端沒有佩戴護絲,存在雜質進到母扣臺階面內沒有清理的可能。②套管上扣前絲扣清潔不夠徹底,只是使用氣體吹掃方式清理,公母絲扣處可能殘留雜質。③套管在對扣時沒有有效保護,可能碰壞絲扣密封面,建議使用對扣器以保護密封面。④司鉆操作存在誤操作,游車突然下放,砸傷套管;套管上扣速度不平穩,在即將達到最佳扭矩時,應換低速檔緩慢達到最佳扭矩。⑤套管隊上扣時沒有遵守操作規程,背鉗打滑時仍然上扣致使套管受力不均勻,造成絲扣損傷(圖3)。⑥套管運輸過程中保護不好,致使絲扣損傷(圖4)。

圖3 套管鉗打滑后瑕疵 圖4 由于磕碰造成的絲扣損傷
2)套管本身的質量問題。①在鉆井施工現場中發現有一批次套管質量非常差,套管本體變形,密封臺階面有凹口,絲扣公扣端的臺階面存在毛刺,經過肉眼就可以分辨出來。加大了這批套管的檢測力度,套管檢測井數達到了12口,統計發現檢測不合格率達到6.24%,遠高于絲扣不合格的平均水平。②部分套管氣密封檢測不合格,卸下來后肉眼分辨不出問題,可能是套管在運輸、吊裝等過程中存在因碰撞導致輕微損傷,這些情況不可避免,隨機因素是無法消除,不通過專業檢查無法檢測出,影響了絲扣的密封性。③套管上扣過程中套管鉗操作不當,套管本體質量會影響氣井井筒安全。以焦頁11-1HF井為例,該井整個氣密封檢測施工過程中,共發現4根套管本體輕微變形,變形部位靠近套管公扣位置。套管設計內徑為115.02mm,氣密封檢測工具最大外徑113mm,變形致使氣密封檢測工具無法放到檢測位置。經分析認為套管本體質量存在瑕疵,套管鉗上扣時鉗牙的扭力致使套管本體變形(圖5)。為了保證套管絲扣氣密性,更換新套管。④部分套管出廠的時候,母扣工廠端上扣不合格。生產中會發現套管母扣接箍存在轉動現象,有的母扣接箍不轉動,但是會出現母扣工廠端泄漏的現象(圖6)。
3)密封脂使用不當。套管絲扣密封脂效果是在實驗室條件下達到的,但在實際生產過程中,溫度差異較大可能造成密封脂效果改變,密封脂涂抹不均勻導致上扣時絲扣受力分布不均勻,尤其是涪陵地區多風多雨致使絲扣上的密封脂可能會附著一些雜質,導致套管連接絲扣氣密性不合格(圖7)。建議施工過程中,套管廠家的專家進行技術指導。
4)上扣扭矩過大或者過小。扭矩范圍的確定是在理想環境下,而實際生產中,天氣溫度等變化很大。如果扭矩達不到要求,會造成管柱密封性不合格。實際生產中,幾乎所有的套管泄漏以后,卸扣檢查重新上扣時都會稍微加大扭矩,而大部分的管柱連接絲扣經過檢測都是合格的。

圖5 套管絲扣卸扣后出現瑕疵圖
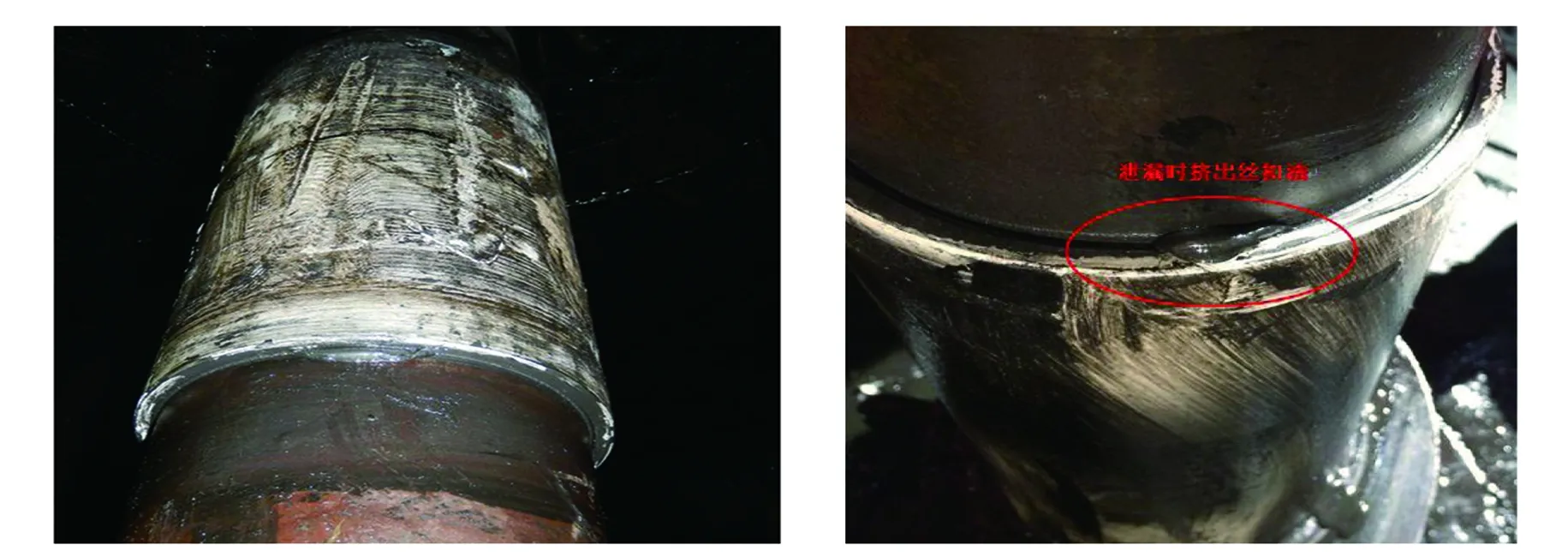
圖6 套管母扣工廠端泄漏圖 圖7 套管絲扣瑕疵圖
3 施工建議
涪陵頁巖氣田經過3年的高速發展已鉆完井200多口,在這些井中出現了幾口套管密封性不嚴、試壓試不住的問題,為解決這幾口井的問題,花費了大量的人力和物力,而氣密封檢測技術的應用,有效地減少了該類事故的發生,為頁巖氣井的安全運行提供了保障。但無法否認的是各種因素會造成套管絲扣氣密性不合格,為了杜絕事故的發生,降低成本,在使用氣密封檢測技術的同時,還要做到以下幾點:
1)加強套管檢測。套管出廠之前,應當加大套管檢測力度,確保套管在出廠時的質量滿足現場施工需求。
2)套管在運輸、吊裝過程中要加強管理,套管絲扣護絲佩戴齊全,并合理固定套管,減小在運輸、吊裝過程中磕碰對絲扣造成損傷。
3)施工井隊要規范操作行為,套管入井前必須做好套管絲扣的清潔和保護。在場地上把套管絲扣清洗干凈并檢查絲扣是否有瑕疵,確保其合格后應再次戴好干凈的公母護絲,上扣前取下護絲,保護絲扣及防止雜質進入到絲扣影響其密封性;套管在上扣時,對扣要輕放,避免對扣過程中損壞絲扣臺階和密封端面影響氣密封性,建議使用尼龍材質對扣器。
4)套管隊規范操作行為,確保上扣過程中套管鉗處于一個正常的工作狀態。套管隊應嚴格按照操作規程作業,當套管背鉗打滑的時候,應停止作業,以免因受力不均勻對絲扣造成損傷。
綜上所述,套管連接絲扣不密封是綜合原因造成的,現場生產中施工操作不規范、扭矩不合格、密封脂不適用、絲扣不清潔、運輸生產中的磕碰都會造成絲扣氣密性失效,因此要加強管理,避免在運輸及生產過程中對油套管絲扣造成損傷,同時要加強油套管絲扣保護,嚴格按照規范清洗絲扣,均勻涂抹密封脂,根據設計扭矩上扣,避免氣密封性能失效。只有從各個方面加強管理,規范操作,才能將隱患降到最低。
4 結論
1)套管氣密封檢測技術用氦氣和氮氣作為檢測介質,施工安全系數高,對人體無傷害,對環境無影響。
2)通過對涪陵地區頁巖氣井套管氣密封檢測結果進行分析,表明每口井都有可能出現絲扣泄漏現象,而氣密封檢測技術是評估管柱絲扣氣密性的有效手段。
3)通過分析認為涪陵工區絲扣泄漏的主要原因有運輸過程中套管絲扣磕碰和操作不規范、套管本身的質量問題、密封脂使用不當、上扣扭矩過大或者過小等。
4)為保證套管氣密封性,降低成本,在使用氣密封檢測技術的同時,應注意加強套管檢測,套管在運輸、吊裝過程中要加強管理。同時,施工井隊和套管隊要規范操作行為,保證下入套管絲扣密封性。
[1]林勇,薛偉,李治,等.氣密封檢測技術在儲氣庫注采井中的應用[J].天然氣與石油,2012,30(1):55~58.
[2]劉嘯峰,陳實.氣密封檢測技術在高壓深井中的應用[J].內蒙古石油化工,2010,20(23):81~82.
[3]柳季君.干氣密封的工作機理及其典型結構[J].化學工業與工程技術,2002,23(4):38~39.
[4]陳秀琴,朱維兵,王和順.干氣密封技術研究現狀及發展趨勢[J].液壓與氣動,2008,(2):52~56.
[5]徐鳳廷.氣密封封隔器的研制與應用[J].石油礦場機械,2014,43(5):89~92.
[編輯] 帥群
2016-10-10
陳小龍(1987-),男,工程師,從事鉆井技術管理工作,cxlong2008@126.com。
TE26
A
1673-1409(2017)3-0075-06
[引著格式]陳小龍.氣密封檢測技術在涪陵頁巖氣田的應用[J].長江大學學報(自科版), 2017,14(3):75~80a.
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
海峽科技與產業(2016年3期)2016-05-17 04:32:12
中國房地產業(2016年2期)2016-03-01 01:25:48
