一種實(shí)用的全自動(dòng)缸體前后端面振動(dòng)倒屑機(jī)
2017-04-10 02:40:07王麗琴陳曉龍劉春雷
山東工業(yè)技術(shù) 2017年7期
王麗琴++陳曉龍++劉春雷
摘 要:客戶公司多缸機(jī)缸體加工過(guò)程中,一直存在著缸體各孔系倒屑不完全的問(wèn)題,嚴(yán)重影響發(fā)動(dòng)機(jī)裝配質(zhì)量和試驗(yàn)性能。客戶提出技術(shù)改造項(xiàng)目中,為提升缸體零件加工品質(zhì),修改了缸體生產(chǎn)線機(jī)加工工藝,要在缸體前后端面各孔系加工工序后增加一臺(tái)新型倒屑機(jī)。該文較全面論述了該專用設(shè)備的結(jié)構(gòu)、組成以及動(dòng)作流程。
關(guān)鍵詞:缸體;生產(chǎn)線;倒屑機(jī);機(jī)床組成
DOI:10.16640/j.cnki.37-1222/t.2017.07.042
0 引言
客戶公司多缸機(jī)缸體加工過(guò)程中,一直存在著缸體各孔系倒屑不完全的問(wèn)題,嚴(yán)重影響發(fā)動(dòng)機(jī)裝配質(zhì)量和試驗(yàn)性能。客戶提出技術(shù)改造項(xiàng)目中,為提升缸體零件加工品質(zhì),修改了缸體生產(chǎn)線機(jī)加工工藝,要在缸體前后端面各孔系加工工序后增加一臺(tái)倒屑機(jī)。該缸體為砂鑄毛胚,切削加工量較大,人工清理工作繁重,且部分加工部位由于空間原因金屬屑難以清理。人工倒屑效果一直不理想。由于本設(shè)備為改造生產(chǎn)線中新增加的,設(shè)備結(jié)構(gòu)、外形尺寸都受到較大的限制,而且這條生產(chǎn)線同時(shí)加工4、6缸兩種產(chǎn)品,所以此倒屑機(jī)須具備能同時(shí)加工4、6缸兩種缸體零件的柔性化特點(diǎn)。
1 主要技術(shù)參數(shù)
(1)生產(chǎn)率:3.8mim。(2)工件輸送方式:棘爪輸送 自動(dòng)上下料。(3)上料高度:1120mm。(4)最大外型尺寸(長(zhǎng)×寬×高):1200×1200×1120mm。
2 機(jī)床組成及主要技術(shù)性能說(shuō)明
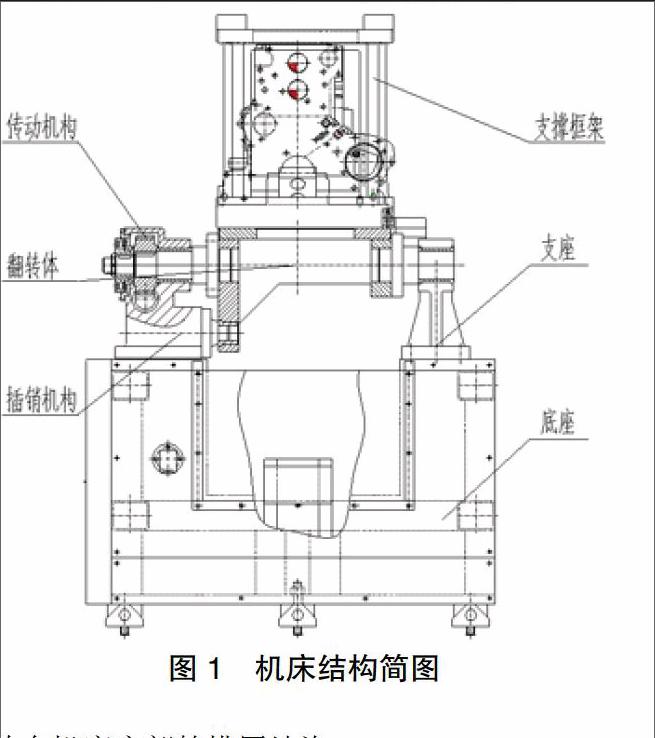
此機(jī)床主要由底座、翻轉(zhuǎn)體及輸送支撐框架、傳動(dòng)機(jī)構(gòu)、插銷機(jī)構(gòu)、液壓振蕩器、接屑斗、電氣、液壓系統(tǒng)等組成。具體結(jié)構(gòu)見(jiàn)圖1。
底座上面安裝支架及傳動(dòng)機(jī)構(gòu)和插銷機(jī)構(gòu)。工件自動(dòng)進(jìn)入翻轉(zhuǎn)體后,通過(guò)傳動(dòng)機(jī)構(gòu)翻轉(zhuǎn)。底座下面安裝兩個(gè)液壓振蕩器,用于工件翻轉(zhuǎn)后進(jìn)行振動(dòng)倒屑。
(1)機(jī)床底座。此機(jī)床底座為焊接結(jié)構(gòu),其主要作用是支撐整個(gè)翻轉(zhuǎn)體及振蕩機(jī)構(gòu)。另外振蕩器在底座內(nèi),進(jìn)出油管通過(guò)底座壁穿過(guò)。底座下面開(kāi)有排屑口,當(dāng)液壓振蕩器將工件內(nèi)的鐵屑振下后,鐵屑通過(guò)排屑口,由接屑斗收集,直接排放在機(jī)床底部的排屑地溝。
(2)翻轉(zhuǎn)體及輸送支撐框架。翻轉(zhuǎn)體采用鑄鋼ZG45,上面安裝輸送支撐框架,通過(guò)傳動(dòng)機(jī)構(gòu)帶動(dòng)翻轉(zhuǎn)體及輸送支撐框架翻轉(zhuǎn),使輸送支撐框架和工件一起翻轉(zhuǎn)。
(3)傳動(dòng)機(jī)構(gòu)。采用齒輪齒條結(jié)構(gòu),動(dòng)力為油缸。油缸帶動(dòng)齒條移動(dòng),齒條移動(dòng)帶動(dòng)齒輪轉(zhuǎn)動(dòng),齒輪轉(zhuǎn)動(dòng)帶動(dòng)翻轉(zhuǎn)體及輸送支撐框架翻轉(zhuǎn)。
(4)插銷機(jī)構(gòu)。插銷機(jī)構(gòu)采用液壓插銷機(jī)構(gòu)。當(dāng)插銷機(jī)構(gòu)的銷軸插入翻轉(zhuǎn)體的銷孔內(nèi)時(shí),工件可以輸送到翻轉(zhuǎn)體內(nèi);當(dāng)插銷機(jī)構(gòu)的銷軸退回,與翻轉(zhuǎn)體的銷孔脫離時(shí),翻轉(zhuǎn)體帶著工件可以翻轉(zhuǎn)。
(5)液壓振蕩器。兩套液壓振蕩器成一定角度安裝在底座的內(nèi)部,工件翻轉(zhuǎn)到位后開(kāi)始振動(dòng)。振蕩器工作時(shí)液壓油在振蕩器體內(nèi)的各個(gè)腔之間循環(huán),使油路發(fā)生改變, 撞桿上下移動(dòng)從而實(shí)現(xiàn)振蕩功能。
(6)電氣、液壓系統(tǒng)。此機(jī)床有自己獨(dú)立的電氣控制系統(tǒng)和液壓站,確保設(shè)備運(yùn)行的穩(wěn)定可靠。電氣控制系統(tǒng)由電氣控制柜、PLC柜、操作臺(tái)等組成,按照各自設(shè)定的程序工作。電氣控制系統(tǒng)功能如下:1)生產(chǎn)數(shù)據(jù)的收集和管理。2)設(shè)備工作方式選擇(手動(dòng)、調(diào)整、自動(dòng))。3)起停車和急停控制。4)液壓系統(tǒng)等輔助設(shè)施控制。5)系統(tǒng)故障及報(bào)警。6)本地通訊接口(與機(jī)電成套設(shè)備連接)
3 動(dòng)作循環(huán)
棘爪自動(dòng)上料—進(jìn)入輸送支撐框架—傳動(dòng)機(jī)構(gòu)帶動(dòng)翻轉(zhuǎn)體及工件正向翻轉(zhuǎn)90°—振蕩器啟動(dòng)—傳動(dòng)機(jī)構(gòu)帶動(dòng)翻轉(zhuǎn)體及工件反向翻轉(zhuǎn)180°—振蕩器啟動(dòng)—傳動(dòng)機(jī)構(gòu)帶動(dòng)翻轉(zhuǎn)體及工件正向翻轉(zhuǎn)90°—棘爪自動(dòng)下料。此機(jī)床為全自動(dòng)設(shè)備,機(jī)床棘爪輸送裝置將工件輸送到翻轉(zhuǎn)體上輸送支撐框架內(nèi),人工確認(rèn)工件到位并按按鈕,插銷機(jī)構(gòu)將銷軸退出翻轉(zhuǎn)體銷孔,傳動(dòng)機(jī)構(gòu)帶動(dòng)翻轉(zhuǎn)體及工件先正向翻轉(zhuǎn)90°,機(jī)體后端面朝下,液壓振蕩器工作,進(jìn)行振動(dòng)倒屑;振動(dòng)完成后,傳動(dòng)機(jī)構(gòu)帶動(dòng)翻轉(zhuǎn)體及工件再反向翻轉(zhuǎn)180°,機(jī)體前端面朝下,液壓振蕩器工作,進(jìn)行振動(dòng)倒屑;振動(dòng)完成后,傳動(dòng)機(jī)構(gòu)帶動(dòng)翻轉(zhuǎn)體及工件再正向翻轉(zhuǎn)90°(機(jī)體底面朝下),插銷機(jī)構(gòu)將銷軸插入翻轉(zhuǎn)體銷孔內(nèi),機(jī)床棘爪輸送裝置將工件拉出支撐框架,進(jìn)入后序機(jī)床。
4 效果驗(yàn)證
全自動(dòng)缸體前后端面振動(dòng)倒屑機(jī),設(shè)備自動(dòng)化程度高,參數(shù)調(diào)整方便,操作簡(jiǎn)單,結(jié)構(gòu)緊湊,加工產(chǎn)品具備兼容性,對(duì)工件表面或孔內(nèi)部存留的鐵屑清除效果好,避免了人工壓縮空氣清理時(shí),壓縮空氣中水及雜質(zhì)對(duì)工件本體的腐蝕損傷,提升了產(chǎn)品品質(zhì),避免了對(duì)后序工序的影響。同時(shí)減少了操作人員數(shù)量,降低了工人勞動(dòng)強(qiáng)度,提高了工序作業(yè)效率。自2016年8月驗(yàn)收投產(chǎn)以來(lái),生產(chǎn)正常,運(yùn)轉(zhuǎn)良好,共加工缸體工件8萬(wàn)件。
5 結(jié)論
本文介紹了一種全自動(dòng)缸體前后端面振動(dòng)倒屑機(jī)機(jī)械結(jié)構(gòu)和工作原理,對(duì)倒屑機(jī)各個(gè)組成機(jī)構(gòu)進(jìn)行了闡述,以及投入使用后效果進(jìn)行評(píng)價(jià),得出如下結(jié)論:該倒屑機(jī)結(jié)構(gòu)緊湊,占地面積小,卻功能強(qiáng)大,而且與同類機(jī)相比投資不大,因而有著很高的性價(jià)比。同時(shí)對(duì)提高公司產(chǎn)品質(zhì)量具有很大的意義。
參考文獻(xiàn):
[1]于春莉,李慧泉等.一種經(jīng)濟(jì)實(shí)用的半自動(dòng)缸蓋倒屑機(jī)[J].內(nèi)燃機(jī)與動(dòng)力裝置,2007(05):45-47.
[2]劉春林.液壓翻轉(zhuǎn)振蕩倒屑裝置在自動(dòng)線上的應(yīng)用[J].機(jī)床與液壓,2006(05):123.
[3]李向明,談?dòng)?機(jī)床自動(dòng)化與自動(dòng)線[M].北京:機(jī)械工業(yè)出版社,1981.
[4]俞啟容.機(jī)床液壓傳動(dòng)[M].北京:機(jī)械工業(yè)出版社,1983.
[5]馬福昌.金屬切削原理及應(yīng)用[M].濟(jì)南:山東科技出版社,1983.
[6]張宏甲,黃誼.液壓傳動(dòng)[M].北京:機(jī)械工業(yè)出版社,1993.
作者簡(jiǎn)介:王麗琴(1987-),女,河南洛陽(yáng)人,本科,助理工程師,研究方向:組專機(jī)、數(shù)控機(jī)床以及工裝夾具等的機(jī)械設(shè)計(jì)。
