超聲波涂層測厚儀示值誤差的不確定度評定
2017-04-10 12:03:47張學義鄒松華劉會彬秦鐵男
無損檢測 2017年3期
姚 妍,張學義,鄒松華,劉會彬,秦鐵男
(1.天津航天長征火箭制造有限公司,天津 300462;2.蘇州熱工研究院有限公司, 蘇州 215004)
超聲波涂層測厚儀示值誤差的不確定度評定
姚 妍1,張學義1,鄒松華1,劉會彬1,秦鐵男2
(1.天津航天長征火箭制造有限公司,天津 300462;2.蘇州熱工研究院有限公司, 蘇州 215004)
為了判別超聲波涂層測厚儀檢測結果的可信度,對該儀器的示值誤差測量不確定度進行了評定。結果表明:該測厚儀示值誤差的最佳估計值為19.8 μm,不確定度為21.9 μm,且由儀器精度引入的不確定度分量對儀器示值誤差的不確定度影響最大。
超聲波測厚;涂層;示值誤差;不確定度
隨著數字化檢測技術的不斷發展,大多數制造企業和研究室都配備了具有自動測量功能的數字化檢測儀器,提高了工作效率,但由于數字化儀器高度集成了測試模塊、數據采集及數據處理模塊,導致檢測數據無法溯源、檢測結果的可信度有所降低。因此,需要對數字化檢測儀測量結果的示值誤差進行不確定度評價。不確定度是表征賦予被測量值分散性的非負參數,是對測量結果可信賴程度的定量表示,也是對測量結果質量評價的重要定量表征。由于儀器的設計原理、制造偏差、安裝調整及校準等存在偏差,儀器會有示值誤差,從而使測量結果存在不確定度[1]。因此,對儀器測量結果的示值誤差進行不確定度評定可有效判別該儀器的檢測能力及檢測結果的可信度。數字式超聲波涂層測厚儀通過精確測量探頭所發射的超聲波在被測物表面涂覆層中的入射和反射時間,計算出被測涂覆層的厚度。厚度測量結果可直接顯示,數字式超聲波涂層測厚儀使用方便,操作簡單,可用于檢測金屬、非金屬材料表面的有機涂層或無機覆蓋層的厚度,被廣泛應用于沿海公路、跨海橋梁、人工島隧道等交通設施的鋼結構及混凝土結構表面防腐涂層的檢測,以及海洋平臺、輸油管道、艦船、高壓容器等表面涂覆層厚度的檢測中。同時,在航空航天零部件的表面涂覆層厚度的檢測中也得到了廣泛的應用。鑒于數字式超聲波涂層測厚儀在檢測工作中的廣泛使用,為了判別該儀器檢測結果的可信度,筆者參照標準JJF 1126-2004《超聲波測厚儀校準規范》和JJF 1059.1-2012《測量不確定度評定與表示》,對數字式超聲波測厚儀測量結果示值誤差進行了不確定度評定。
1 數字式超聲波涂層測厚儀的參數及測量方法
數字式超聲波涂層測厚儀工作的環境條件為:試驗溫度(20±5) ℃,相對濕度50%~65%;測量標準為:520 μm標準厚度試片,檢定證書給出的最大偏差為0.1 μm;被測對象為:PosiTecter200超聲波涂層測厚儀;測量范圍為50~3 800 μm;儀器精度為±(2.5+讀數的3%) μm。測量方法為:依據標準GB/T 11344-2008《接觸式超聲波脈沖回波測厚方法》,首先將被測標準試片平放于硬質底材料表面,再將超聲波測厚儀進行零位校正,然后將探頭表面涂抹適量的耦合劑后置于被測標準試片表面,并施加一定的壓力(20~30 N),保證探頭與試件之間耦合良好,待測厚儀發出提示音后讀取厚度值即可。按上述方法分別對520 μm標準厚度試片重復進行20次測量。
2 誤差數學模型
測量示值誤差計算公式為:

(1)
式中:δ為超聲波測厚儀的示值誤差,μm;H為測量標準試片厚度時超聲波測厚儀的示值,μm;H′為標準試片厚度的約定量值[2],等于520μm。
3 不確定度來源
數字式超聲波測厚儀的不確定度來源主要為:① 測量重復性引入的測量不確定度u1(H),用A類方法進行評定;② 儀器精度引入的不確定度u2(H),用B類方法評定;③ 標準試片厚度示值不確定度引入的不確定度u(H′),用B類方法評定;④ 測量環境引入的不確定度,由于試驗在標準規定的溫度和濕度下進行,測量過程在短時間內完成,溫度和濕度變化很微小,因此,測量環境引入的不確定度可忽略不計。
4 標準不確定度評定
4.1 測量重復性引入的測量不確定度分量u1(H)
測量重復性引入的測量不確定度,主要來源于連續測量得到的數據列統計分布過程中產生的隨機效應所導致的不確定度,采用A類不確定度評定方法進行評價。對520 μm標準厚度試片進行20次厚度測量,匯總結果如表1所示。
由表1可知,520 μm標準試片厚度示值的平均值為539.8 μm。
根據貝塞爾公式計算可得試驗標準差為:
(2)
式中:n為對520 μm標準厚度試片厚度的獨立重復測量的總次數20,得到n個測量值Hk(k=1,2,3,…,n)。
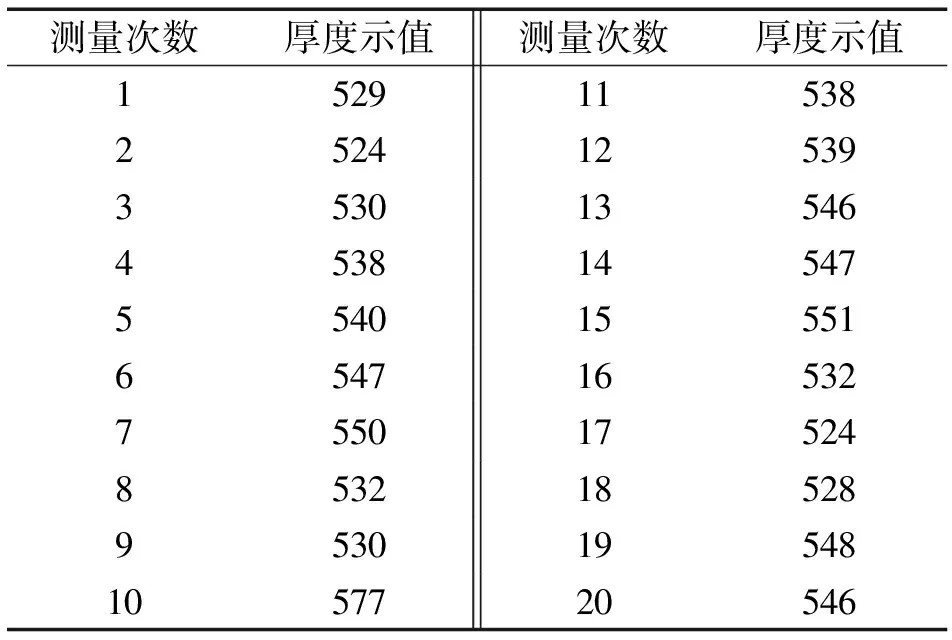
表1 520 μm標準試片厚度測量結果匯總 μm
因此,由測量重復性引起的標準不確定度分量為:
(3)
自由度υ1為19。
4.2 儀器精度引入的不確定度分量u2(H)

4.3 標準試片厚度示值不確定度引入的不確定度分量u(H′)

4.4 標準不確定度計算匯總
標準不確定度分量匯總見表2。

表2 標準不確定度分量匯總
5 合成標準不確定度評定
5.1 合成標準不確定度uc(δ)計算
當所有輸入量Hi相互獨立時,合成標準不確定度uc(δ)為[1]:
(4)
式中:偏導數?δ/?hi是在Hi=hi時導出的,這些偏導數稱為靈敏系數,用符號ci表示,即ci=?δ/?hi。
靈敏系數:
(5)
(6)
由于各輸入量之間彼此獨立互不相關,所以合成標準不確定度為:

(7)
5.2 有效自由度計算
合成標準不確定度uc(δ)的自由度稱為有效自由度,用υeff表示,可由韋爾奇-薩特思韋特(Welch-Satterthwaite)公式[1]計算:
(8)
6 擴展不確定度評定
擴展不確定度是被測量可能值包含區間的半寬度,在數值上等于合成標準不確定度乘以包含因子[1]。取置信概率p=95%,按有效自由度υeff=58,查t分布表得:t95(50)=2.01,t95(100)=1.984。由內插法得包含因子為:

(9)
擴展不確定度為:
(10)
7 測量不確定度報告
由于示值誤差δ的最佳估計值:
(11)
因此,PosiTecor200型超聲波涂層測厚儀示值誤差δ=(19.8±21.9)μm,其中21.9μm為置信概率為95%的擴展不確定度,包含因子k95=2.006,有效自由度為58。
8 結論
由測量結果可知,PosiTecor200型超聲波涂層測厚儀示值誤差的最佳估計值為19.8 μm,不確定度U95為21.9μm,且20次測量結果均為正偏差,但測量結果仍在概率為95%的置信區間內。由各標準不確定度分量的計算結果可以看出,以520μm標準試片作為測量標準時,儀器精度引入的不確定度分量對儀器示值誤差的不確定度貢獻最大,幾乎占合成標準不確定度的90%以上,且由于該不確定度分量隨測量讀數的增大而增大,因此在實際檢測過程中應對測量結果予以必要的修正。
[1] 符瑜慧. 自動測試儀直接測量結果不確定度的評定方法[J]. 上海計量測試, 2008(3): 9-11.
[2]JJF1001-2011 通用計量術語及定義[S].
Uncertainty Evaluation of Indication Error of Ultrasonic Coating Thickness Measurement
YAO Yan1, ZHANG Xue-yi1, ZOU Song-hua1, LIU Hui-bin1, QIN Tie-nan2
(1.Tianjin Long March Launch Vehicle Manufacturing Co., Ltd., Tianjin 300462,China; 2. Suzhou Nuclear Power Research Institute, Suzhou 215004, China)
Ultrasonic Thickness Measurement was widely used in processing and testing of parts for quality control. The uncertainty evaluation was significant in the indication Error. The uncertainty evaluation of indication error of ultrasonic thickness measurement was undertaken. The results show that the best estimate of Indication Error of the measurement was 19.8 μm and the uncertainty was 21.9 μm. Furthermore, the uncertainty of instrumental precision makes the greatest contribution to the uncertainty evaluation.
Ultrasonic thickness measurement; Coating; Indication error; Uncertainty
2016-05-02
姚 妍(1986-),女,工程師,碩士,主要從事金屬材料表面處理的工藝研究、生產及質量控制工作。
姚 妍,E-mail: yaoyan1123@126.com。
10.11973/wsjc201703003
TG115.28
A
1000-6656(2017)03-0010-03
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
當代陜西(2019年8期)2019-05-09 02:22:48
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
家庭影院技術(2018年4期)2018-05-09 07:07:52
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
專用汽車(2016年4期)2016-03-01 04:13:43
