
采用遺傳算法實現銑削用量多目標優化
2017-04-15 16:54:01邢曉紅王皆宸竇小麗
數字技術與應用 2016年12期
邢曉紅++王皆宸++竇小麗


摘要:本文建立了以切削速度和每齒進給量為設計變量,以高加工效率和低生產成本為優化目標,以工藝裝備和技術要求為約束條件的數控銑削用量多目標優化模型,運用遺傳算法對模型中的設計變量進行優化。最后通過實例,驗證了本方法的優化結果,顯著提高了機床的使用效率,降低了生產成本。
關鍵詞:切削速度 每齒進給量 多目標優化 遺傳算法
中圖分類號:TG54 文獻標識碼:A 文章編號:1007-9416(2016)12-0129-01
數控銑削是制造業中最常用的加工方法之一,由于數控銑削加工費用高,因此在保證加工質量的前提下,提高加工效率,降低生產成本成為制造業面臨的一大問題,如何優化數控銑削用量問題變得越來越突出。
最優的切削用量是在保證質量和低成本的基礎上,使切削速度v、進給量f和切削深度ap的乘積最大。但是最大切削用量受到機床性能、工件加工要求、刀具的切削性能及刀具壽命的限制(約束條件)。合理選擇v、f、ap,可實現高生產率、低成本、高加工精度和表面質量。
1 遺傳算法
作為一種隨機的優化與搜索方法,遺傳算法從問題集的串集開始搜索,覆蓋面廣,利于實現全局擇優。通過個體選擇、基因交叉、基因變異構成遺傳操作,最終求得問題的最優解。
2 優化數學模型
根據數控銑削加工的特點,對其加工過程進行技術經濟分析與研究,建立科學、合理的數學模型。采用合適的優化算法,在銑削用量的允許范圍內,找到一組使目標函數值最小的數控銑削用量。所以,銑削用量優化的關鍵就是確定設計變量、優化目標和約束條件間的數值關系,即優化數學模型。
2.1 設計變量
銑削時需確定的加工工藝參數包括v、fz(每齒進給量)、ap和ae(銑削寬度)。由經驗可知,粗加工時,ae取D/2,D為銑刀直徑(mm);精加工時,ae取1~2mm;一般根據加工余量來選擇ap;因此實際需要確定的變量是v和fz。
2.2 優化目標函數
以少工時和低成本為目標,采用線性加權求和法實現綜合優化。設目標函數為,則:
其中:、為加權系數,在粗加工、半精加工和精加工中,、所占的比例不同,并且滿足。為加工單件的工時,為加工單件的生產成本,、為未經優化的工時與成本,相除是為了實現無量綱標定。
2.3 約束條件
切削用量優化不能無限制的增大切削速度和進給量,要受到工藝系統的約束。與機床有關的約束條件包括主軸轉矩、機床功率、機床剛度與進給機構強度等。與刀具有關的約束條件包括刀片和刀桿的強度與剛度,刀具壽命。與工件有關的約束條件包括加工精度、加工余量、表面粗糙度等。
2.4 適應度函數的確定
目標函數描述的是帶約束條件的最小值優化問題,通過懲罰函數法可將其轉化成無約束的優化問題。懲罰函數法是間接解決帶約束問題的優化算法之一,它將有約束條件的數學模型改造成無約束的數學模型,然后按無約束模型進行一系列的最優化求解,最終得到原問題的最優解。
2.5 優化結果
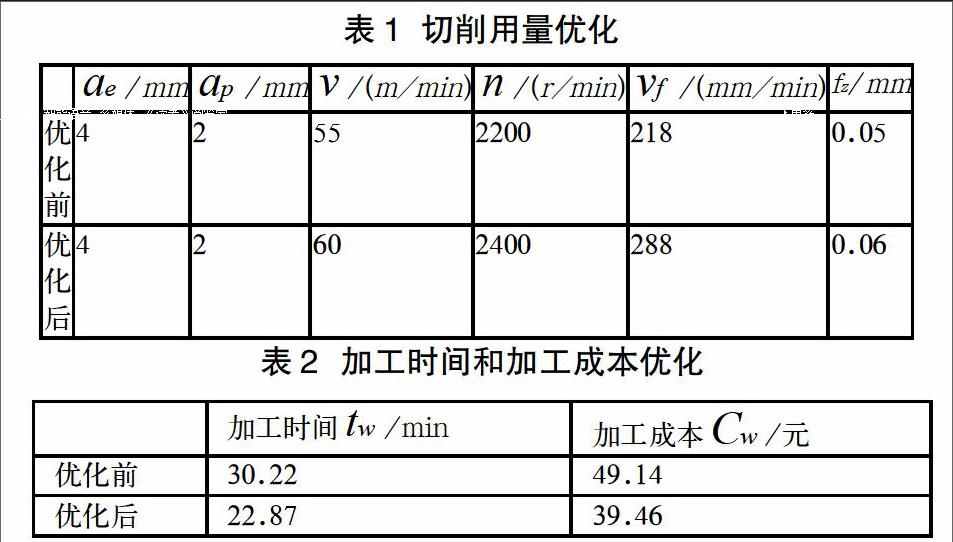
選擇如下實驗條件:工件材料為碳素結構鋼,硬度100~150HBS,鍛件,有外皮;采用高速鋼球頭銑刀D=8mm,R=4mm,H=80mm,刀齒數Z=2。加工要求為:粗銑Ra=6.3;機床類型:MIKRON UCP710五坐標立式加工中心,主軸電機功率Pmax=6.5KW,傳動效率=0.8,進給抗力Fmax=10000N,主軸轉數nmin=100r/min,nmax=5000r/min,進給速度fmin=0mm,fmax=2mm。優化結果如表1、表2。
經過切削用量多目標模型優化后,加工該零件的時間減少了24.3%,生產成本降低了19.7%。
3 結語
遺傳算法是以進化論為理論基礎的數學優化方法,能在定義空間內進行啟發式搜索,其優化效率明顯高于已有的傳統優化算法,適用于復雜多約束條件下的多參數、多目標求解。利用本文建立的優化模型,調整各參數及約束條件,即可自動生成最佳銑削參數,顯著提高了機床的使用效率,降低了生產成本。
參考文獻
[1]邢曉紅.高速銑削加工中的螺旋刀具軌跡生成及銑削用量優化研究[D].南京航空航天大學,2008(1).
[2]楊榮福,董申編.金屬切削原理.機械工業出版社,1988(3).
[3]張文修,梁怡編著.遺傳算法的數學基礎(第2版).西安交通大學出版社,2003(5).
