PA 6 DTY竹節(jié)絲生產(chǎn)工藝探討
2017-04-20 02:43:55張守運左傳勝王翠玲張雪華張俊杰
合成纖維工業(yè) 2017年2期
張守運,賈 華,左傳勝,王翠玲,張雪華,張俊杰,趙 冰
(義烏華鼎錦綸股份有限公司,浙江 義烏 311209)
PA 6 DTY竹節(jié)絲生產(chǎn)工藝探討
張守運,賈 華,左傳勝,王翠玲,張雪華,張俊杰,趙 冰
(義烏華鼎錦綸股份有限公司,浙江 義烏 311209)
優(yōu)化控制紡絲工藝條件,生產(chǎn)聚己內(nèi)酰胺(PA 6)預(yù)取向絲(POY);然后以PA 6 POY為原料,在德國Barmag公司FK6V-1000型高速拉伸假捻變型機上,控制假捻變形絲(DTY)的生產(chǎn)工藝,生產(chǎn)具有竹節(jié)效果的PA 6 DTY竹節(jié)絲。結(jié)果表明:較低的加工速度及拉伸倍數(shù)、較高的熱箱溫度及D/Y比、合理的超喂率等是生產(chǎn)具有均勻竹節(jié)段結(jié)構(gòu)的PA6DTY竹節(jié)絲的關(guān)鍵;控制加工速度250~300m/min,拉伸倍數(shù)0.80~0.85,熱箱溫度170~180 ℃,D/Y比為1.65~1.70, 超喂率4.0%~5.8%,可以生產(chǎn)綜合性能良好的88dtex/48fPA6DTY竹節(jié)絲,纖維具有竹節(jié)段和蓬松段交替分布,竹節(jié)長度可達2.53cm,織物具有鏤空感并且吸濕透氣性能好。
聚己內(nèi)酰胺纖維 假捻變形絲 竹節(jié)絲 竹節(jié)長度 吸濕透氣性能
近年來,隨著社會和經(jīng)濟的發(fā)展,人們對服裝穿著的舒適性和美觀度的追求不斷提高,紡織和化纖領(lǐng)域不斷探索生產(chǎn)差別化和功能性高端服裝面料。多年前人們就已開始對化學(xué)纖維吸濕透氣性進行改善,開發(fā)出了滌綸竹節(jié)絲,但是滌綸手感硬吸濕性能差。錦綸(PA 6纖維)雖然吸濕性能好,手感柔軟,但由于纖維彈性較大,生產(chǎn)具有粗細段結(jié)構(gòu)的難度較大,往往竹節(jié)較短或呈點狀,長度基本小于0.5 cm,無法形成織物鏤空感,且吸濕透氣性能較差[1]。作者通過改進PA 6預(yù)取向絲(POY)的生產(chǎn)工藝以及優(yōu)化加彈工藝技術(shù),成功開發(fā)出竹節(jié)長度和竹節(jié)分布可控、竹節(jié)長度達3 cm、織物鏤空感強、吸濕透氣性能好、染色深淺條紋美觀的PA 6 DTY竹節(jié)絲。
現(xiàn)以88 dtex/48 f PA 6 DTY竹節(jié)絲的生產(chǎn)為例,對生產(chǎn)工藝進行探討分析,供同行參考。
1 試驗
1.1 原料
PA 6切片:纖維級,相對黏度2.40,熔點233 ℃,端氨基含量48 mol/t,含水率4 200 μg/g,義烏華鼎錦綸股份有限公司產(chǎn) 。
1.2 主要設(shè)備與儀器
螺桿擠出機:長徑比為24,德國Leonard公司制;紡絲卷繞機:日本TMT公司制;拉伸假捻變型機:FK6V-1000型高速彈力機,德國Barmag公司制;CZF28-SF-1 壓差法微量水分測定儀:北京中西遠大科技有限公司制;RS-Ⅲ型噴射式染色機:中國核動力研究設(shè)計院第三研究所制;YG023B-Ⅱ型全自動單紗強力機、YG086型縷紗測長機:常州紡織儀器廠有限公司制。
1.3 PA 6 POY的生產(chǎn)
PA 6切片經(jīng)干燥后,投入料倉,在氮氣的保護下通過回轉(zhuǎn)閥的控制和計量進入螺桿擠壓機,在螺桿機壓機的作用下壓縮受熱熔融成為熔體,熔體經(jīng)過預(yù)過濾器初步去除雜質(zhì),并經(jīng)計量泵計量后進入紡絲組件,在組建壓力以及冷卻吹風(fēng)作用下紡絲成纖,經(jīng)油嘴上油和預(yù)網(wǎng)絡(luò)器加網(wǎng)后,纖維絲束的集束性、平滑性得到加強,然后進入第一、二導(dǎo)絲輥,然后經(jīng)過主網(wǎng)絡(luò)器進行網(wǎng)絡(luò),纖維集束性進一步提高,然后經(jīng)第三導(dǎo)絲輥進入卷繞系統(tǒng),形成PA 6 POY原絲。
主要紡絲工藝參數(shù)如下:PA6切片干燥溫度110 ℃、干燥時間9 h,組件起始壓力158.0 MPa,濾后壓力96.0 MPa,側(cè)吹風(fēng)溫度18 ℃,側(cè)吹風(fēng)速度0.43 m/s,側(cè)吹風(fēng)相對濕度90%,紡絲溫度256 ℃,聯(lián)苯溫度256 ℃,油劑泵頻率22 Hz,紡絲速度4 000 m/min,預(yù)網(wǎng)壓力0.07 MPa,網(wǎng)絡(luò)壓力0.1 MPa,卷繞角5.0°。
1.4 PA 6 DTY竹節(jié)絲的生產(chǎn)
以PA 6 POY為原絲,經(jīng)過導(dǎo)絲管以及切絲器,然后進入一羅拉,經(jīng)過熱箱上端的止捻器后進入熱箱,在熱箱內(nèi)受熱拉伸變形及定型后,經(jīng)過冷卻板冷卻降溫后進入假捻器,進行假捻變形后,先后經(jīng)過二羅拉、三羅拉以及探絲器,最后經(jīng)油輪上油后,卷繞成形。POY絲條在一羅拉和二羅拉之間完成拉伸假捻變形及定型,是產(chǎn)品風(fēng)格形成的關(guān)鍵流程,其中一、二羅拉的速度差,形成對纖維的拉伸;熱箱加熱為纖維的拉伸變形以及熱定型提供熱量,拉伸和假捻變形也是產(chǎn)品風(fēng)格形成的關(guān)鍵,拉伸倍數(shù)以及假捻變形D/Y比的選擇直接決定了竹節(jié)結(jié)構(gòu)是否形成以及分布狀況。
拉伸假捻變形主要工藝參數(shù)如下:加工速度300m/min,拉伸倍數(shù)0.83,D/Y比為1.72,超喂率5.30%, 熱箱溫度176 ℃,油輪轉(zhuǎn)速為0.2r/min。生產(chǎn)工藝流程見圖1。
圖1PA6DTY竹節(jié)絲生產(chǎn)工藝流程
Fig.1 Flow chart of PA 6 DTY slub yarn production
1.5 分析與測試
力學(xué)性能:依據(jù)GB/T 14344《化學(xué)纖維長絲拉伸性能試驗方法》測試。
染色性能:依據(jù)FZ/T 50008《錦綸長絲染色均勻度試驗方法》測試。
條干不勻率:依據(jù)GB/T 14346—1993《化學(xué)纖維長絲電子條干不勻率試驗方法》測試。
竹節(jié)效果:采用條干不勻率以及竹節(jié)長度和個數(shù)來宏觀反應(yīng)竹節(jié)效果,即條干不勻率可高達20%以上,1.5~3.0 cm的竹節(jié)數(shù)8~20個/m,表示其具有較好的竹節(jié)效果。
2 結(jié)果與討論
2.1 PA 6 POY原絲的質(zhì)量
PA 6為半結(jié)晶物,在紡絲過程中容易結(jié)晶,特別是容易發(fā)生拉伸誘導(dǎo)結(jié)晶[2],拉伸倍數(shù)的波動很難在絲條表觀顯現(xiàn),因此其絲條竹節(jié)結(jié)構(gòu)比滌綸等較難形成。為增加單絲間的抱合,形成絲條段狀光滑竹節(jié)結(jié)構(gòu),在生產(chǎn)PA 6 POY時,降低紡絲速度,降低高聚物大分子取向度和內(nèi)應(yīng)力,減緩結(jié)晶速度和結(jié)晶度[3],以便在假捻變形加工過程中,經(jīng)高溫受熱后,單絲間發(fā)生粘連,經(jīng)假捻變形后形成光滑的竹節(jié)段結(jié)構(gòu);但如果紡絲速度太低,生產(chǎn)成本增加,系統(tǒng)張力偏低,造成絲條運行不穩(wěn),斷頭多,生產(chǎn)效率減低,且升頭困難。試驗表明,紡絲速度在3 800~4 200 m/min,纖維斷裂伸長率控制在70%~80%較為合適,纖維具有較好的可加工性能,且生產(chǎn)穩(wěn)定,此工藝條件下生產(chǎn)的90 dtex/48 f PA 6 POY質(zhì)量指標見表1。
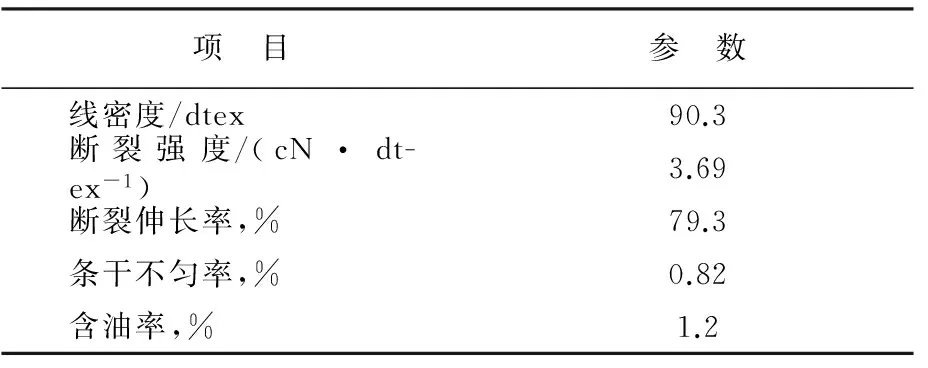
表1 90 dtex/48 f PA 6 POY原絲質(zhì)量指標Tab.1 Quality index of as-spun 90 dtex/48 f PA 6 POY
2.2 假捻變形絲路
DTY機由于錠位多,錠位差異對竹節(jié)絲風(fēng)格均勻性有較大的影響。羅拉、導(dǎo)絲器、假捻器、羅拉皮輥等損壞,以及導(dǎo)絲器、冷卻板、假捻器中心偏移或熱箱表面結(jié)焦等異常問題,都可能使絲條的受熱及假捻狀態(tài)發(fā)生變化,從而使產(chǎn)品風(fēng)格出現(xiàn)差異。特別是由于竹節(jié)絲加工工藝特殊,采用較高的熱箱溫度,在絲條斷頭時,絲條落在熱箱中,易在熱箱表面產(chǎn)生熔融結(jié)焦,導(dǎo)致絲條運行時張力會發(fā)生波動,絲條的受熱效果變差,易造成竹節(jié)結(jié)構(gòu)變短和竹節(jié)分布的變化[4],成品織物的鏤空效果就有所改變,所以為保證產(chǎn)品風(fēng)格的均勻穩(wěn)定性,必須加強絲路的檢查和控制。
2.3 加工速度
在竹節(jié)絲生產(chǎn)過程中,拉伸變形溫度相對較高,拉伸倍數(shù)較低,系統(tǒng)張力較小,絲條運行相對不穩(wěn)定,為保證生產(chǎn)運轉(zhuǎn)以及產(chǎn)品風(fēng)格的均勻穩(wěn)定,加工速度選擇宜偏低。如果加工速度太高,絲條運行不穩(wěn),單絲間相互摩擦加大,單絲之間的集束性變差,絲條表面不光滑,絲條竹節(jié)結(jié)構(gòu)不明顯,而且纖維斷裂強度降低,因而成品竹節(jié)結(jié)構(gòu)的長度和分布均勻性變差,絲條較為蓬松,成品風(fēng)格難以滿足要求,而且生產(chǎn)斷頭多,甚至難以正常生產(chǎn);如果加工速度太低,生產(chǎn)成本增加,而且絲條竹節(jié)段結(jié)構(gòu)變得不明顯[7]。由表2可知,加工速度為250~300 m/min時,竹節(jié)絲生產(chǎn)工況及成品風(fēng)格較為理想。
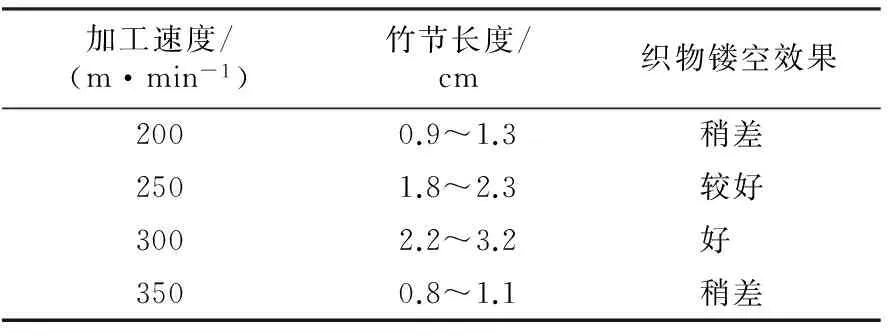
表2 加工速度對產(chǎn)品竹節(jié)效果的影響Tab.2 Effect of processing speed on slub appearance of products
2.4 熱箱溫度
熱箱溫度是生產(chǎn)PA 6 DTY竹節(jié)絲的關(guān)鍵。纖維的竹節(jié)段結(jié)構(gòu)的形成主要是纖維單絲高溫粘連后,經(jīng)假捻變形加工而形成。熱箱溫度的高低直接影響著竹節(jié)結(jié)構(gòu)的長度和分布狀態(tài),如果溫度太低,竹節(jié)段粗糙,光滑度變差,且竹節(jié)變短,個數(shù)減少,成品織物的鏤空效果變差;但如果溫度太高,絲條在假捻器處摩擦力增大,絲條運行不穩(wěn),造成斷頭增加,升頭困難,甚至難以維持正常生產(chǎn)[5]。由表3可知,將熱箱溫度設(shè)定在170~180 ℃時,纖維竹節(jié)長度為1.5~3.0 cm,分布均勻,成品織物具有較好的鏤空外觀美感。
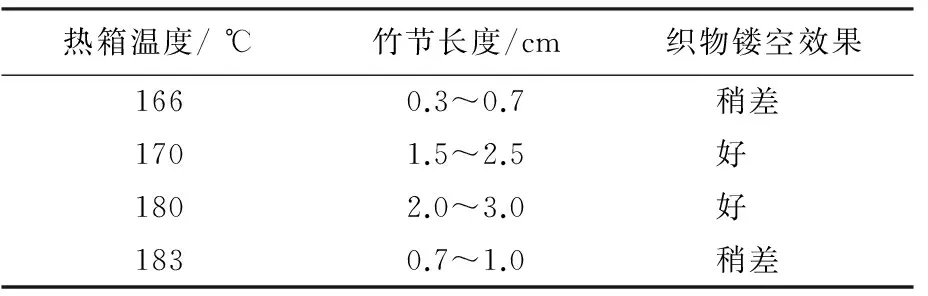
表3 熱箱溫度對產(chǎn)品竹節(jié)效果的影響Tab.3 Effect of heater temperature on slub appearance of products
2.5 拉伸倍數(shù)
拉伸倍數(shù)對PA 6 DTY竹節(jié)絲竹節(jié)結(jié)構(gòu)的形成和分布影響較大。拉伸倍數(shù)增加,絲條系統(tǒng)張力提高,假捻張力和解捻張力均增加[6],纖維竹節(jié)段長度和數(shù)量減少,且分布不勻;但如果拉伸倍數(shù)太低,容易造成絲條整根僵絲,或竹節(jié)段太長,成品織物產(chǎn)生空洞結(jié)構(gòu),影響美觀度,且運行不穩(wěn),容易斷頭[7]。由表4可知,拉伸倍數(shù)控制在0.80~0.85時,竹節(jié)段結(jié)構(gòu)長度和分布狀態(tài)較好,成品織物風(fēng)格美觀度較高。
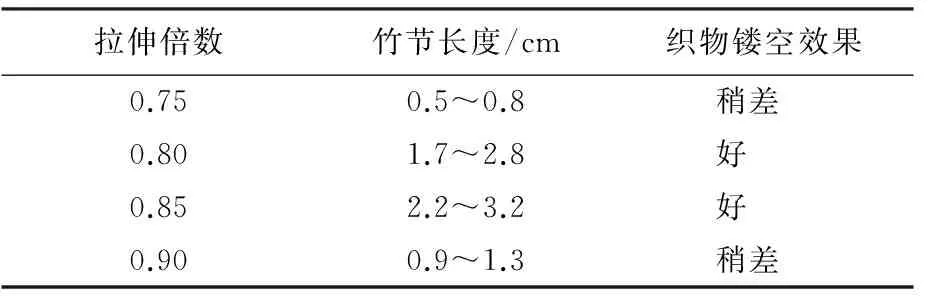
表4 拉伸倍數(shù)對產(chǎn)品竹節(jié)效果的影響Tab.4 Effect of draw ratio on slub appearance of products
2.6D/Y比
D/Y比的大小直接影響著竹節(jié)絲條的整體光滑度和絲束的蓬松性。在一定范圍內(nèi),D/Y比增加,加捻張力增大,解捻張力減小,絲條的竹節(jié)結(jié)構(gòu)變長,竹節(jié)個數(shù)增加;但如果D/Y太高,解捻張力太小,絲條運行不穩(wěn),會造成竹節(jié)段變長,而且斷頭多,絲條殘余扭矩增高,難以使用;D/Y比降低,加捻張力減小,解捻張力增大,會導(dǎo)致纖維蓬松度增加,竹節(jié)結(jié)構(gòu)段變短甚至消失,竹節(jié)個數(shù)減少,絲束蓬松,纖維光滑度變差,仿麻效果減弱。從表5可知,D/Y比為1.65~1.70時,竹節(jié)絲生產(chǎn)工況以及成品風(fēng)格較為合適。
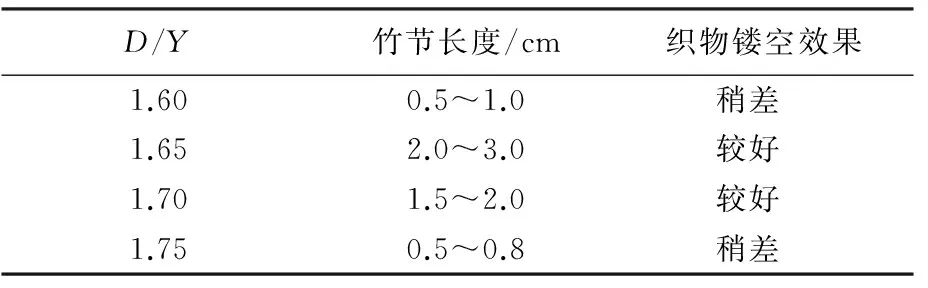
表5 D/Y比對產(chǎn)品竹節(jié)效果的影響Tab.5 Effect of D/Y ratio on slub appearance of products
2.7 產(chǎn)品質(zhì)量
PA 6 DTY竹節(jié)絲產(chǎn)品風(fēng)格主要取決于竹節(jié)段結(jié)構(gòu)的長短及間距的分布狀態(tài)。竹節(jié)數(shù)多,間距短,絲條捻度高時,成品織物的鏤空感會好,要求加工速度及拉伸倍數(shù)要偏低選擇使用,熱箱溫度及D/Y比偏高使用。由于加工速度較低,纖維生產(chǎn)工況及試用性能較好。PA 6 DTY竹節(jié)絲成品主要物理指標見表6。
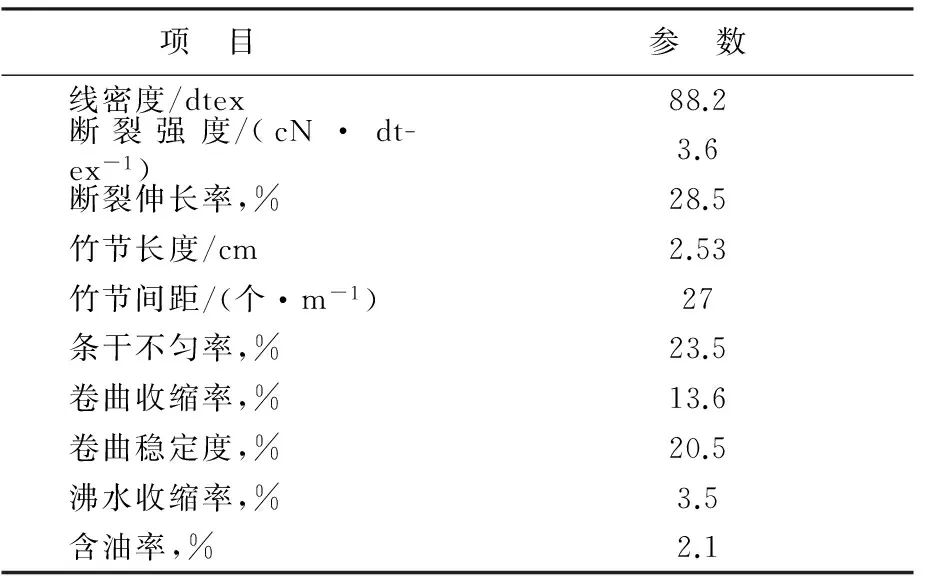
表6 88 dtex/48 f PA 6 DTY竹節(jié)絲的主要物理指標Tab.6 Physical index of 88 dtex/48 f PA 6 DTY slub yarn
3 結(jié)論
a. 采用相對黏度為2.4的PA 6切片為原料,合理控制POY紡絲工藝和假捻變形工藝,可以生產(chǎn)出具有竹節(jié)段結(jié)構(gòu)的花式竹節(jié)的PA 6 DTY,成品織物具有較好的鏤空外觀美感,仿麻手感以及優(yōu)異的吸濕透氣性。
b. 低紡絲速度、低假捻變形速度、低拉伸倍數(shù)、高熱箱溫度、高D/Y比是生產(chǎn)PA6DTY竹節(jié)絲的關(guān)鍵,也是纖維形成竹節(jié)段結(jié)構(gòu)部的基礎(chǔ)和根本保證。
[1] 朱建民.聚酰胺纖維[M].北京:化學(xué)工業(yè)出版社,2014:156-171.
ZhuJianmin.Polyamidefiber[M].Beijing:ChemicalIndustryPress,2014:156-171.
[2] 陳衍夏,蘭建武.纖維材料改性[M].北京:中國紡織出版社,2009:39-52.
ChenXianxia,LanJianwu.Fibermaterialmodification[M].Beijing:ChinaTextile&ApparelPress,2009:39-52.
[3] 祖立武.化學(xué)纖維成型工藝學(xué)[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2014:109-121.
ZuLiwu.Chemicalfiberformationprocess[M].Harbin:HarbinInstituteofTechnologyPress,2014:109-121.
[4] 董紀震,孫桐,古大治.合成纖維生產(chǎn)工藝學(xué)[M].北京:中國紡織工業(yè)出版社,1984:89-92.
DongJizhen,SunTong,GuDazhi.Syntheticfiberproductionprocess[M].Beijing:ChinaTextileIndustryPress, 1984:89-92.
[5] 沈新元,先進高分子材料[M].北京:中國紡織出版社,2006:218-243.
ShenXinyuan.Advanedpolymermaterial[M].Beijing:ChinaTextile&ApparelPress, 2006:218-243.
[6] 沈新元,高分子材料加工原理.[M].北京:中國紡織出版社,2009:92-117.
ShenXinyuan.Polymermaterialprocessingprinciple[M].Beijing:ChinaTextile&ApparelPress, 2009:92-117.
[7] 張守運,譚延坤.70dtex/36fPA6FDY竹節(jié)絲生產(chǎn)工藝探討[J].合成纖維工業(yè),2016, 39(5):63-66.
ZhangShouyun,TanYankun.Productionprocessof70dtex/36fPA6FDYslubyarn[J].ChinSynFiberInd, 2016, 39(5):63-66.
廣告索引
上海思爾達科學(xué)儀器有限公司 封一
石家莊波特?zé)o機膜分離設(shè)備有限公司 封二
巴陵石化技術(shù)中心分析測試中心 封三
揚州普立特化工技術(shù)有限公司 封四
鄭州沃華機械有限公司 前插1
蘇州中太制機有限公司 前插2
廈門幫眾科技有限公司 前插3
崴特泵業(yè)(上海)有限公司 前插4
《合成纖維工業(yè)》第十七屆編委會委員 后插1《合成纖維工業(yè)》第三屆理事會成員 后插2
上海思爾達科學(xué)儀器有限公司 后插3
蘇州中太制機有限公司 后插4
揚州普立特化工技術(shù)有限公司 后插5
中國石油化工股份有限公司天津
分公司化工部 后插6
廈門幫眾科技有限公司 后插7
崴特泵業(yè)(上海)有限公司 后插8
SAMPE中國2017年會第二屆先進
復(fù)合材料制品及工程應(yīng)用展覽會 后插9
“講文明樹新風(fēng)”公益廣告 后插10
Discussion of production process of PA 6 DTY slub yarn
Zhang Shouyun, Jia Hua, Zuo Chuansheng, Wang Cuiling, Zhang Xuehua, Zhang Junjie, Zhao Bing
(YiwuHuadingNylonCo.,Ltd.,Yiwu311209)
A polycaprolactam (PA 6) draw textured yarn (DTY) slub yarn was prepared from PA 6 pre-oriented yarn (POY) by rationally control the production processes of PA 6 POY and PA 6 DTY on an FK6V-1000 high-speed draw texturing machine purchased from German Barmag Co.. The results showed that the key to prepare PA 6 DTY slub yarn with uniform slub length was the relatively low texturing speed and draw ratio, relatively high heater temperature andD/Yratioandproperoverfeedratio;thePA6DTYslubyarnof88dtex/48fcouldbeproducedwiththefairlygoodcomprehensivepropertiesundertheconditionsofprocessingspeed250-300m/min,drawratio0.80-0.85,heatertemperature170-180 ℃,D/Yratio1.65-1.70,overfeedratio4.0%-5.8%;theobtainedfiberexhibitedthealternativedistributionofslubsectionandfuzzysectionwiththeslublengthof2.53cm;andthefabricwasopenworkandhadgoodbreathability.
polycaprolactam fiber; draw textured yarn; slub yarn; slub length; breathability
2016-11- 08; 修改稿收到日期:2017- 02- 04。
張守運(1974—),男,在讀博士,高級工程師,主要從事化纖生產(chǎn)管理以及生產(chǎn)技術(shù)研究工作。E-mail:Syzhang2008741208@163.com。
浙江省工業(yè)新產(chǎn)品開發(fā)項目(201605GH083)。
TQ342+.11
B
1001- 0041(2017)02- 0063- 04
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中華詩詞(2020年1期)2020-09-21 09:24:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
汽車零部件(2014年11期)2014-09-18 11:57:16
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
