分層脈沖激光焊接實驗教學研究
2017-04-25 04:57:56趙東升黃震宇繆唐軍劉玉君
實驗技術與管理 2017年4期
趙東升, 黃震宇, 繆唐軍, 劉玉君
(大連理工大學 船舶工程學院 工業裝備結構分析國家重點實驗室, 遼寧 大連 116024)
分層脈沖激光焊接實驗教學研究
趙東升, 黃震宇, 繆唐軍, 劉玉君
(大連理工大學 船舶工程學院 工業裝備結構分析國家重點實驗室, 遼寧 大連 116024)
為了深入理解激光焊接方法的特點和工藝參數對溫度場的影響規律,在焊接實驗課中引入高能束焊接方法激光焊,并通過調整分層脈沖波形實現了對焊接溫度場的控制。完成了殷瓦鋼的脈沖激光焊接實驗,采用紅外熱像儀測量了焊接溫度場,采用有限元法計算了焊接溫度梯度和焊后冷卻速率。實驗結果表明,預熱脈沖能夠有效降低焊接溫度梯度和焊后冷卻速率,隨著預熱脈寬的增大,焊接溫度梯度和焊后冷卻速率降低,而焊接熱裂敏感性則先減小后增大。
激光焊; 溫度梯度; 冷卻速率; 熱裂敏感性
焊接在核能、汽車、船舶和航空航天等多個工業領域中具有廣泛的應用[1-5],焊接實驗是工科院校實驗課的重要內容之一[6-8],目前主要是電弧焊接實驗。近年來,隨著高能束焊接方法的應用日益廣泛,激光焊逐漸被引入到焊接實驗課中。然而,激光焊接實驗通常用于演示實驗,用來增強學生的感性認識,體會激光熱輸入量集中從而能夠降低焊接熱輸入量、減小焊接變形的特點,而激光參數對焊接溫度場分布規律以及接頭力學性能的具體影響則很少涉及,不利于學生對激光焊接方法的深入理解。與連續激光相比脈沖激光能夠進一步降低焊接熱輸入量,而且可以通過調整脈沖波形控制焊接溫度場的分布,解決激光焊時溫度梯度高、冷卻速率過快的問題,在保證焊接精度的同時避免裂紋、氣孔等缺陷的形成,拓寬了激光焊接的應用范圍而且改善了接頭力學性能。完成了分層脈沖激光焊接實驗,調整激光脈沖波形在每個脈沖周期內實現了預熱+焊接的復合,結合焊接溫度場的實驗測量和數值計算,研究激光的脈沖參數對焊接溫度梯度和焊后冷卻速率的影響規律,并通過焊接熱裂敏感性實驗揭示激光脈沖參數對焊接熱裂紋的影響機理。
1 實驗材料及儀器
1.1 實驗材料
實驗材料是殷瓦鋼(FeNi36合金),其常溫線膨脹系數約為低碳鋼的1/10,廣泛應用于精密測量裝置和耐低溫結構[9-12],其化學成分見表1。魚骨狀焊接熱裂敏感性試件尺寸為90 mm×50 mm×0.7 mm,接頭形式為對接。為避免焊接時試件發生錯位,焊前在焊縫的起始端和末端點焊固定。

表1 殷瓦鋼主要化學成分及含量
1.2 實驗儀器
實驗儀器為Nd:YAG固體脈沖激光焊機,焊機最高脈沖功率1.3kW,脈沖頻率0~100 Hz,脈寬0.2~10 ms。
焊接溫度場的測量采用Sat HY-G90型紅外熱像儀,測溫時可以根據實際溫度范圍選擇測溫檔位,讀取溫度數據的時間間隔是0.1 s。
使用商用有限元軟件MSC.Marc計算焊接溫度場,建立的幾何模型如圖1所示。
圖1 有限元計算幾何模型
圖2是脈沖波形示意圖,激光脈沖可以分為3段,第一段和第三段分別是功率較低的預熱脈沖和后熱脈沖,第二段是功率較高的焊接脈沖,每段脈沖的功率和脈寬可以根據需要進行單獨設置。以預熱+焊接實驗為例,實驗分為4組,每一組工藝參數做3個試件。脈沖頻率30 Hz,離焦量+3 mm,焊接脈沖功率160 W,脈寬5 ms,焊接速度200 mm/min,氬氣流量15 L/min。預熱脈沖功率80 W,預熱脈寬分別為0、2、2.5、3、3.5和4 ms。

圖2 激光脈沖波形示意圖
每個實驗小組由5名學生組成,分別記為學生A、B、C、D和E,學生A負責焊接試件的加工和焊前處理,學生B負責激光焊接,學生C負責測量焊接溫度場,學生D負責焊接溫度場數據的軟件處理,學生E負責焊接溫度梯度和冷卻速率的計算及origin作圖。
2 實驗結果
焊縫中心線上節點溫度為900 ℃時焊縫及附近區域的溫度梯度計算結果見圖3。由計算結果可知,焊接溫度梯度隨著與焊縫中心線距離的增大先增大后減小,預熱能夠有效降低焊接溫度梯度,隨著預熱脈沖脈寬的增大焊接溫度梯度降低。

圖3 焊接溫度梯度的有限元計算結果
預熱還能夠降低焊縫金屬冷卻過程中的冷卻速率。分別計算和測量了預熱脈寬為0、2和4 ms的焊縫金屬從1 000 ℃冷卻到800 ℃的冷卻速率,結果見圖4。當預熱脈寬為0、2和4 ms時,有限元計算的焊縫金屬從1 000 ℃冷卻到800 ℃的平均冷卻速率分別為149.925、114.351和85.324 ℃/s,采用紅外熱像儀測量的平均冷卻速率分別為117.647、95.238和83.333 ℃/s。雖然有限元計算結果和實驗測量結果有一定的偏差,但是預熱脈寬對平均冷卻速率的影響規律是一致的。

圖4 焊后冷卻速率的實驗測量和計算結果對比
預熱脈寬對焊接熱裂敏感性的實驗結果見圖5。預熱脈寬0 ms的試件在距離焊縫末端27.15 mm處出現開裂,開裂長度約16.94 mm;預熱脈寬2.5 ms的試件焊后在距離焊縫末端4.96 mm處出現開裂,開裂長度約4.96 mm;預熱脈寬3 ms的試件沒有形成宏觀裂紋;預熱脈寬3.5 ms的試件在距離焊縫末端4.85 mm處出現開裂,開裂長度約4.85 mm。實驗結果表明,加入預熱脈沖對殷瓦鋼激光焊的熱裂敏感性有顯著影響,在其他工藝參數不變的條件下,隨著預熱脈寬的增大焊接熱裂敏感性先減小后增大。
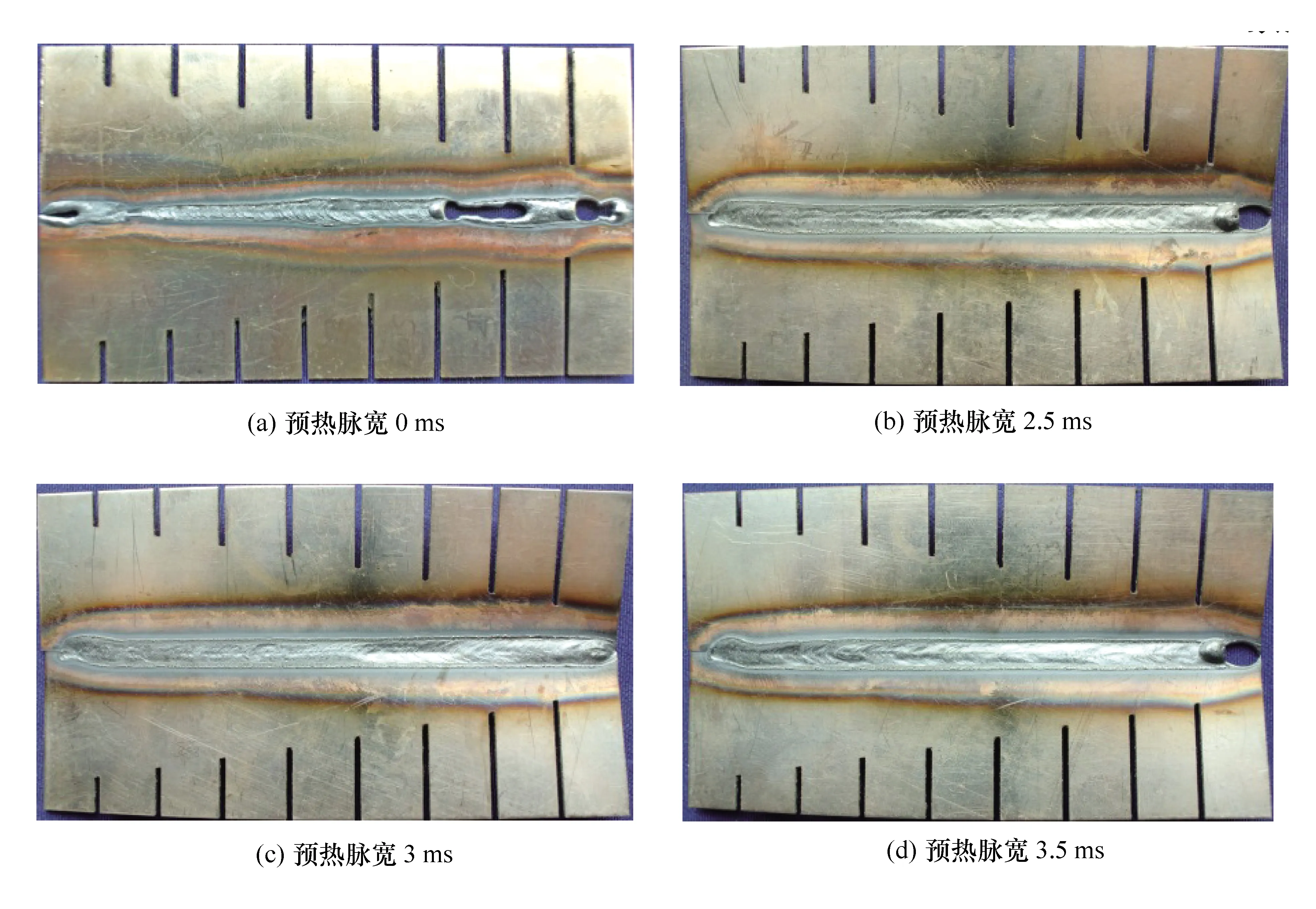
圖5 預熱脈寬對熱裂敏感性的影響
3 討論
通過學生分組實驗發現,殷瓦鋼分層脈沖激光焊接實驗可以讓學生掌握以下內容:
(1) 焊接溫度梯度隨著與焊縫中心線距離的增大先增大后減小,預熱能夠有效降低焊接溫度梯度,隨著預熱脈寬的增大焊接溫度梯度降低。
(2) 預熱能夠降低焊縫金屬冷卻過程中的冷卻速率,隨著預熱脈寬的增大焊后冷卻速率隨之降低。
(3) 隨著預熱脈沖的脈寬增大,焊接熱輸入量增大,但是焊接熱裂敏感性先減小后增大。
4 結語
分層脈沖激光焊接實驗讓學生接觸到了生產實際和科研的前沿知識,對激光焊接機理的探索能夠激發學生的興趣。通過實驗能夠讓學生掌握激光脈沖波形對焊接溫度梯度、焊后冷卻速率和熱裂敏感性的影響規律,有助于深入理解焊接過程的特點和焊接工藝參數對溫度場的影響規律。實踐表明,在傳統的電弧焊實驗課中加入本實驗受到了學生的歡迎并取得了較好的教學效果。
References)
[1] 王要利,任靜,馬寧,等.焊接專業實踐教學的創新發展與探索[J].電焊機,2016,46(6):125-128.
[2] 李柏茹,王永東,劉興,等.焊接技術與工程專業工程材料學教學方法研究[J].中國冶金教育,2016(3):82-84.
[3] 葉結和,鄧小軍,崔洪舉,等.焊接操作手法教學裝置的設計與制作[J].熱加工工藝,2015,44(9):240-242.
[4] 楊永,宋曉勝,王碩.高校實驗室教學管理模式改革探析[J].實驗室科學,2016,19(1):233-235,240.
[5] 鄭藝,付鐵,丁洪生,等.焊接技術實訓的教學內容和教學方法探析[J].焊接技術,2016,45(1):94-96.
[6] 李美艷,雷毅,韓濤,等.卓越計劃背景下虛擬實驗室在金屬焊接實驗教學中的應用[J].實驗技術與管理,2015,32(8):112-113,117.
[7] 陳書錦,胡曉晴,蘆笙,等.雙軸肩攪拌摩擦焊接實驗系統研究[J].實驗技術與管理,2014,31(11):39-42,47.
[8] 高明慧.通過科學探究實驗培養創新型人才[J].實驗室科學,2016,19(4):236-240.
[9] 趙東升,吳國強,劉玉君.焊接殘余應力對Invar鋼疲勞壽命影響分析[J].焊接學報,2013,34(4):93-95.
[10] Zhao D S, Liu Y J, Wang X D. The calculation and measurement of welding residual stress for Invar steel of LNG carrier’s containment system[J].Journal of Ship Production and Design,2015,31(1):43-48.
[11] 趙東升,劉玉君,孫敏科,等.碳鋼與304不銹鋼的焊接殘余應力計算[J].焊接學報,2012,33(1):93-95.
[12] 趙東升,吳國強,劉玉君,等.預拉伸法降低異種鋼焊接殘余應力的作用研究[J].船舶力學,2013,17(8):920-924.
Research on experimental teaching for laser welding with layered pulse
Zhao Dongsheng, Huang Zhenyu, Miao Tangjun, Liu Yujun
(State Key Laboratory of Structural Analysis for Industrial Equipment, Dalian University of Technology,Dalian 116024, China)
The high energy beam welding method is introduced in welding experiment lessons for students to understand the characteristics of laser welding method and the effect of welding parameters on temperature field. The control of the welding temperature field can be realized by adjusting the waveform of pulse. During the pulsed laser welding experiment of Invar alloy, the welding temperature field is measured by infrared thermal imager,and the welding temperature gradient and cooling rate after welding are calculated with the finite element method. The experimental results show that preheating pulse can effectively reduce the weld temperature gradient and cooling rate after welding. The increase of preheating pulse duration leads to the decline of welding temperature gradient and cooling rate after welding,while the welding hot cracking susceptibility decreases at first and then increases.
laser welding; temperature gradient; cooling rate; hot cracking susceptibility
10.16791/j.cnki.sjg.2017.04.044
2016-10-27
大連理工大學教改基金(MS2014089);中央高校基本科研業務費(DUT16QY45)
趙東升(1980— ),男,遼寧大連,博士,講師,主要研究方向為耐低溫材料激光焊接.
E-mail:dszhao@dlut.edu.cn
TG456.7
A
1002-4956(2017)4-0175-03
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
作文世界(小學版)(2018年4期)2018-10-16 17:13:34
制造業自動化(2017年2期)2017-03-20 14:26:13
快樂作文·低年級(2016年12期)2017-01-03 20:52:44
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
快樂作文·低年級(2016年6期)2016-06-24 18:58:40
