循環流化床鍋爐受熱面銷釘螺柱焊焊接工藝
2017-04-28 07:15:15賀大偉賈晉強王世強
電焊機 2017年3期
關鍵詞:工藝
賀大偉,賈晉強,劉 毅,王世強,張 媛
(中國能源建設集團山西電力建設有限公司,山西太原030012)
循環流化床鍋爐受熱面銷釘螺柱焊焊接工藝
賀大偉,賈晉強,劉 毅,王世強,張 媛
(中國能源建設集團山西電力建設有限公司,山西太原030012)
循環流化床鍋爐受熱面的銷釘焊接多采用焊條電弧焊,銷釘驗收時發現部分銷釘傾斜,根部不能與管子完全熔合,形成較大空洞,而且容易產生咬邊,發生漏焊,焊接效率較低。采用螺柱焊銷釘焊接工藝,無需填充金屬,可全截面焊接,保證焊接質量,提高焊接效率,可為其他銷釘焊接工藝提供參考。
銷釘焊接;螺柱焊;無需填充金屬;全截面焊接工藝
0 前言
循環流化床鍋爐是高效率、低污染和綜合利用良好的燃煤技術,具有環保性能良好、燃料適應性廣、負荷調節能力強、灰渣便于綜合利用等特點,越來越受到世界各國的重視。近年來,在我國采用循環流化床技術鍋爐的電廠數量逐漸增多。
由于物料在爐膛內是流化燃燒,煙氣中含有大量顆粒,為了防止磨損,在旋風分離器、水冷壁及爐膛內高溫過熱器、中溫過熱器、高溫再熱器的底部彎曲及傾斜處管壁上布置了多顆焊接銷釘,如圖1所示,用于固定耐火防磨材料。因此銷釘的焊接質量將影響機組的持續運行時間。本研究在銷釘焊接中采用螺柱焊工藝,保證銷釘焊接質量的同時,提高焊接效率。

圖1 管壁處銷釘
1 焊接材料及焊接原理
1.1 栓釘銷釘和瓷環的選用
銷釘制造時為了便于引弧,通常把銷釘端頭長6 mm內加工成120°圓錐形、在尖端3 mm內加工成φ3 mm的圓柱[1]。
瓷環應與銷釘尺寸相匹配并保證一定公差;瓷環保持干燥清潔,使用前進行120℃烘干,并對其高溫強度、抗電弧特性和線膨脹系數有一定要求。
1.2 焊接原理
1.2.1 焊接電流I和焊接時間t
在非穿透焊焊接工藝中,提升高度(也可以認為是電弧長度)波動較小,電弧電壓基本保持不變,一般為40 V,因此電弧能量W=U×I×t主要由焊接電流I和焊接時間t決定。電弧能量絕大部分用于熔化螺柱和母材,其余損失的能量為螺柱、母材的熱傳導損失、熱輻射損失、飛濺損失等。一定直徑的螺柱其要求的輸入能量是一定的,對應關系如圖2所示[2]。

圖2 銷釘直徑與焊接能量關系
對于一定直徑的螺柱,當電弧電壓40 V保持不變時,焊接電流I和焊接時間t的關系如圖3所示。焊接電流決定了母材焊接熔池的大小,根據理論計算和實際能量損失,工程計算為:焊接電流I=(50~65)×φ。
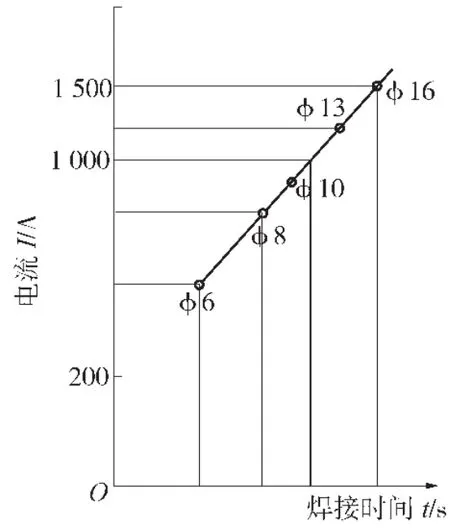
圖3 電流強度與焊接時間的關系
1.2.2 提升高度H和伸出長度L
提升高度是為了保證螺柱引弧后的穩定燃燒。提升高度H過大,電弧長度長,電弧不穩,易產生漂移和磁偏吹;提升高度H過小,電弧長度短,熔滴過渡時易產生短路和斷弧。
斷電熄弧斷磁后,伸出長度L主要決定螺柱下送的速度和頂鍛力。伸出長度L過大,彈簧預壓縮量大,提升高度減少,下送的速度和頂鍛力加大,可通過調節彈簧阻尼來控制下送速度,減少飛濺;伸出長度L過小,彈簧預壓縮量小,螺柱下送動力小,造成螺柱插入不足。
2 焊接工藝及施工要點
2.1 焊接工藝參數
焊接工藝參數按銷釘直徑選擇,初選可參考表1和表2,初選后通過工藝試驗進行適當調整,最后投入施工。

表1 電弧螺柱焊設備參數

表2 銷釘的焊接參數
2.2 施工工藝流程
電弧螺柱焊實際上就是一個桿與其他型體的電弧壓力焊過程。焊接流程如圖4所示。
整個焊接循環過程包括如下階段[3]:
(1)第一階段——準備。銷釘外套瓷環保護圈,其端部與母材表面接觸。
(2)第二階段——提起引弧。接通電流后,在瞬間大電流下接觸點被熔化,在小間隙處產生電弧,隨后電弧被提升,拉弧至穩定燃弧狀態。
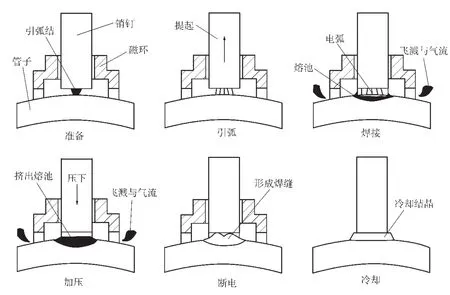
圖4 螺柱焊接流程示意
(3)第三階段——電弧熔化金屬形成熔池。在焊接階段,電弧穩定燃燒,銷釘端部和母材表面被高溫電弧熔化,如圖5所示。
(4)第四階段——壓下并擠出熔池的熔化金屬,銷釘向母材表面送進,熔融的銷釘和母材頂鍛在一起。
(5)第五階段——停壓斷電形成焊縫。頂鍛結束后,部分熔化金屬被擠出,在陶瓷保護圈的約束下冷凝形成角焊縫。
(6)第六階段——冷卻結晶完成焊接,如圖6所示。
2.3 施工要點

圖6 冷卻結晶
螺柱拉弧焊接過程應注意的是:為便于引弧,加引弧結或將銷釘待焊端部加工成帶錐度和小接觸面;為了使電弧氣流壓力阻止空氣侵入,采用與銷釘直徑相匹配并經過干燥的陶瓷環,氣流和飛濺金屬一起由陶瓷環的空間排出,在壓下后約束焊縫成形[4]。認真清理待焊部位油漆、鐵銹,打磨寬度為銷釘直徑范圍,直至露出金屬光澤。為保證焊接質量,調整焊槍角度,焊槍垂直于被焊部件。
2.4 質量檢驗
銷釘焊接完成后,進行100%外觀檢查,外觀檢查合格后進行10%的滲透檢測和1%的彎曲試驗抽檢。要求外觀檢查和滲透檢驗符合要求,彎曲試驗不斷裂。如發現超標缺陷,將缺陷清除后用焊條電弧焊補焊或重新焊接。
3 焊接工藝應用效果
山西國金一期2×350 MW煤矸石發電供熱機組#1機組和山西國峰煤電2×300 MW低熱值煤綜合利用電廠工程#2機組的銷釘焊接施工都采用了螺柱焊焊接工藝,獲得表面成形美觀、組織性能優良的焊接接頭,效果良好。
3.1 生產效率提高
以往采用焊條電弧焊焊接,需一人進行銷釘固定,一人進行焊接,每天兩人可完成1 200個銷釘焊接任務,消耗5 kg焊材。采用螺柱焊焊接方法,一人就可進行焊接,每天可完成2 000個銷釘焊接任務,效率提高3倍以上;而且螺柱焊焊接不需要焊材,直接與母材焊接,節約了材料費用。
3.2 降低成本
以山西國峰煤電為例,焊條電弧焊所需費用:人工費200元/人/天×2人/天×(220 000個(銷釘數量)/ 1 200個/天)=73 333元,材料費用40元/kg×5 kg×(220 000個/1 200個/天)=36 667元,合計73 333+ 36 667=110 000元。使用螺柱焊所需費用200元/人/天×1人/天×(220 000個/2 000個/天)=22 000元,直接節約費用=110 000-22 000=88 000元。
3.3 隱形效益
螺柱焊焊接降低了人工使用,縮短了施工工期,螺柱焊提高了焊接質量,減少了二次補焊,對延長機組運行壽命起到關鍵作用。
4 結論
循環流化床鍋爐受熱面銷釘采用螺柱焊焊接工藝,焊接時不需要填充金屬,不但實現了標準作業,而且是短時高效的全截面焊接方法,提高了焊接自動化程度和焊接效率,也保證了焊接質量,焊接接頭各項性能均滿足設計要求,驗證了銷釘螺柱焊焊接的實用性。焊接操作時焊工遠離焊接熔池,減少了焊工吸入有害氣體[5],保護了焊工的身心健康。螺柱焊焊接與焊條電弧焊焊接對比優勢顯著,值得推廣。
[1] 王元良.螺柱焊接技術的發展及應用[J].電焊機,2006,36(1):15-18.
[2]付繼飛,張友權.建筑工程中的螺柱焊接技術(1)——鋼結構工程中螺柱焊接技術現狀和展望[J].鋼結構,2002,17(1):56-60.
[3]R.Trillmich,付繼飛,張友權,等.建筑工程中的螺柱焊接技術(2)——螺柱焊技術在組合結構中的應用[J].鋼結構,2002,17(2):45-48.
[4]徐亞國,焦向東,周燦豐,等.焊接環境對摩擦螺柱焊成形質量的影響[J].焊接,2015,44(2):61-64.
[5]王恩建,葛永立.焊接機器人在鋼管混凝土拱橋鋼管環縫焊接中的應用[J].焊接技術,2012,41(5):38-43.
Page 66alloy using a nickel interlayer[J].Materials Characterization,2010,61(7):703-712.
[5] 元恒新,陳海英.鋁合金車身的點焊工藝[J].電焊機,2006,36(2):63-66.
[6] 袁少波,童彥剛.點焊技術在汽車工業的應用[J].電焊機,2005,35(2):26-30.
[7]Liu L,Xiao L,FENG J C,et al.The mechanisms of resistance spot welding of magnesium to steel[J].Metallurgical and Materials Transactions A,2010,2010,41(10):2651-2661.
[8]Miao Y G,Han D F,Yao J Z,et al.Microstructure and interface characteristics of laser penetration brazed magnesium alloy and steel[J].Science and Technology of Welding and Joining,2010,15(2):97-103.
[9] 郎波,孫大千,任振安,等.鎂合金電阻點焊接頭組織結構特點[J].焊接學報,2009,30(10):33-36.
[10]Liu L M,Qi X D,Wu Z H.Microstructural characteristics of lap joint between magnesium alloy and mild steel with and without the addition of Sn element[J].Materials Letters,2010,64(1):89-92.
Process of pin stud welding on heating surface of circulating fluidized bed boiler
HE Dawei,JIA Jinqiang,LIU Yi,WANG Shiqiang,ZHANG Yuan
(Shanxi Electric Power Construction Co.,Ltd.,China Energy Engineering Group,Taiyuan 030012,China)
Shielded metal arc welding had always been used for welding procedure,while a part of acclivitous pins did not absolutely fuse onto pipes but formed large voids at root.Moreover,it was easy to undercut for less efficiency owing to solder skip.Stud welding procedure was used for welding pin in this paper.Pin welding quality could be guaranteed and welding efficiency could be advanced by this procedure.It was not necessary to fill metal in pin stud welding,while good results could be achieved from whole section welding process in construction application,supplying technique references to other pin welding.
pin welding;stud welding;not necessary to fill metal;whole section welding process
TG453+.3
B
1001-2303(2017)03-0084-04
10.7512/j.issn.1001-2303.2017.03.16
獻
賀大偉,賈晉強,劉毅,等.循環流化床鍋爐受熱面銷釘螺柱焊焊接工藝[J].電焊機,2017,47(03):84-87.
2015-10-08;
2017-03-02
賀大偉(1983—),男,重慶人,工程師,學士,主要從事焊接管理工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
