基于精益生產的生產現場精益化改善
2017-04-29 09:13:15劉艷鄭琦
經營管理者·下旬刊 2017年7期
劉艷 鄭琦
摘 要:面對日益加劇的國內外競爭,為了提升競爭力,K公司基于精益生產通過實施生產現場精益化改善,不僅推進了拉動式生產,還根據平衡改善法則和動作經濟原則對原生產線進行了平衡改善,在一定程度上完善了生產流程管理、降低了生產成本、提高了生產效率,從而提高了K公司的生產管理水平和產品競爭力。
關鍵詞:精益生產 生產現場 精益化改善
一、引言
隨著經濟全球化,客戶對產品的需求逐漸趨于個性化和多元化,對于制造型企業,傳統的大批量生產早已難以滿足目前的市場需求。精益生產的理論研究和發展至今已經有六十多年,不少歐美大型企業把精益生產方式與本企業實際生產情況相結合,建立了適合本企業生產管理需要的管理體系并進行了大力推廣普及。精益生產作為在實踐中摸索和創造出來的一種生產方式,它將批量生產和單件生產的優勢充分結合起來,從而促進企業實現多品種、小批量、高質量、低成本產品的規模生產,更能符合市場的多樣化需求。基于精益生產的現場精益化可以減少等待浪費、平衡生產線、保證生產質量,有效提高生產效率。進行現場精益化改善是盡量讓生產現場的各個工序達到平均化、均衡化,根據ECRS法則調整各工序的工作量,使各工序的工作量盡可能接近,改善瓶頸工序減少等待的浪費,實現零件的“一個一個流動”,使生產效率最大化,減少資源浪費。
K公司屬于典型的多品種、小批量型生產企業。本研究以K公司為研究對象,了解其生產系統現狀,提出生產現場精益化改善方案并跟進實施。
二、K公司現階段生產系統存在的問題
K公司在行業中名列前茅,但也避免不了會有一些制造型企業的通病。K公司生產現場精益化改善生產方面還有很大的提升空間,主要體現在:
1.仍然采用傳統的推動式生產方式,未能形成拉動式“一個流”生產;
2.生產現場浪費現象嚴重,如庫存、等待、作業者存在多余操作動作;
3.生產管理水平有待提高,需要優化生產均衡,降低庫存水平。
三、K公司生產現場精益化改善方案的實施
1.看板拉動式生產。K公司推動拉動式式生產的切入點是產品發貨,即原營銷部商務中心制定的銷售計劃(含產品需求數量以及時間)應先將需求數量以及發貨時間輸入給成品倉庫發運工位;成品倉庫發運工位的上道工序是包裝工位,成品倉庫發運工位將需求計劃中各型號產品的數量和發貨時間扣除需要在發運工位作業所需要的時間得出包裝工位的產品時間,將數量和所得時間作為輸入發給上道工序,即產品校驗工序;包裝崗位將需求計劃中各型號產品的數量和包裝時間扣除需要在包裝工位作業所需要的時間得出校驗工位的產品時間,將數量和所得時間作為輸入發給上道工序,即產品裝配和總裝工位。以此類推,得出焊接工位、物料配送工位、物料檢驗工位、物料采購工位的輸入信息,形成拉動式生產新模式,確保前道工序根據后道工序的需求信息進行生產,每次生產的都是剛剛被下道工序取走的產品種類和數量,且提供的時間剛好是后道工序需求信息中提出的時間。并建立基于看板管理的信息流。從而得到K公司產品拉動式生產流程圖。
K公司通過推進看板拉動式生產模式,改變了原先推動式生產各工序被動接受前工序提供的半成品再進行后續加工,在一定程度上減少了生產現場安排計劃的工作量,并減少了在制品和庫存的各種浪費。
2.生產線平衡。K公司產品完成研發設計后,通過批試后機箱和線路板主要是通過委外加工完成,后續加工步驟在本公司完成。本研究對K公司產品生產各工序進行現場觀測,得出各作業工序的標準時間,再根據平衡改善法則和動作經濟原則進行改善。
2.1測算生產線平衡指標。標準時間=正常時間(1+寬放率)
根據現場生產特點,寬放率設定如下:私事寬放標準為5%;疲勞寬放標準為5%;管理寬放標準為3%。合計寬放率13%。鎖定K公司量大面廣產品M系列為研究對象,根據現場測定作業時間以及標準時間的計算,得出M系列生產流程中各工序作業要素表。
根據表1繪制優先圖,計算生產線平衡率。首先計算節拍:
節拍=有效工作時間計劃產量
=(每工作日全班次規定作業時間-工作日內工作計劃停工時間)計劃產量
K公司日工作時間8h,計劃停工時間0.5h,M系列產品每班次計劃產量為105臺,計算得出M系列產品的生產節拍為:258秒/臺。
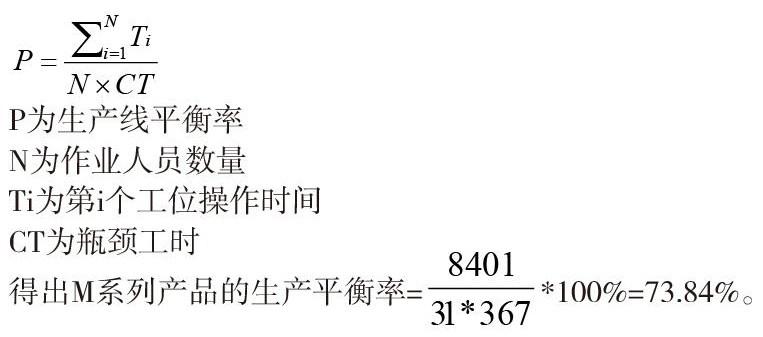
從圖2可以看出工序5總裝工位是瓶頸工時,生產線平衡率的計算:
P為生產線平衡率
N為作業人員數量
Ti為第i個工位操作時間
CT為瓶頸工時
得出M系列產品的生產平衡率=*100%=73.84%。
理論最少工位數=任務時間總和生產節拍=21532589(人)
從生產節拍、生產平衡率、理論最少工位數等結果來看,5個工序高于生產節拍,4個工序低于生產節拍,各工序作業時間相差很多。存在工序作業安排不均、在制品多、人員浪費等現象。
2.2生產線平衡改善實施。根據平衡改善法則和動作經濟原則對生產線平衡進行改善。從表1及圖2中可以看出,生產線平衡改善應首先考慮進行人工調整,提升員工生產技能、引進自動化設備或程序、降低生產對人工的需求。因此K公司引進了自動校準系統,實現了60%產品的自動校準,為校驗組節省了2個人工,且工序6的標準時間也縮短至286秒。工序1和工序2的作業時間相對較短,且是前后關系,采用合并原則將這2個工序合并,工序1的工作由工序2工位的人承擔,經過對作業步驟和動作優化后工序2的標準時間為245秒,為產線節省1個人工。在瓶頸工序5工位增加作業人員2名,該工位的標準時間縮至292秒;工序7作業人員精簡2名,并將工序8與工序7進行合并,經過作業優化后工序7的標準時間為212秒,為產線節省1個人工。
改善后,M系列產品生產平衡率=*100%=81.56%。由改善前的73.84%提升為81.56%,總作業時間由8401秒降至7597秒,為生產線節省4個人工,優化3個工序。
四、結語
精益生產的核心思想是消除企業運行中的所有浪費,它是一套與企業環境、企業文化以及企業管理方法高度融合的管理體系。本研究從精益生產的看板拉動式生產和生產線平衡兩個重要要點對K公司進行生產現場精益化改善,在K公司實施了產品拉動式生產流程,并根據平衡改善法則和動作經濟原則對原生產線進行了平衡改善,在一定程度上完善了生產流程管理、提高了生產效率、消減了浪費、降低了生產成本,從而提高了K公司的生產管理水平和產品競爭力,同時為同類型制造企業推進精益生產提供了參考和借鑒。
參考文獻:
[1]杰弗瑞·萊克(Jeffrey K. Liker),豐田汽車精益模式的實踐,北京:中國財政經濟出版社出版,2006.
[2]王麗亞,陳友玲,馬漢武等,生產計劃與控制,北京:清華大學出版社,2013.