德標(biāo)B500B鋼筋的開發(fā)生產(chǎn)
2017-05-10 08:20:35吳昌飛李劍
山東冶金 2017年2期
吳昌飛,李劍
(山鋼股份萊蕪分公司棒材廠,山東萊蕪 271104)
德標(biāo)B500B鋼筋的開發(fā)生產(chǎn)
吳昌飛,李劍
(山鋼股份萊蕪分公司棒材廠,山東萊蕪 271104)
結(jié)合標(biāo)準(zhǔn)對外形尺寸及性能的要求,采用V、N微合金化工藝,通過設(shè)計(jì)孔型系統(tǒng)控制鋼筋外形尺寸,并通過合理的冶煉和軋制工藝保證產(chǎn)品質(zhì)量,萊鋼開發(fā)了德標(biāo)B500B鋼筋。產(chǎn)品質(zhì)量檢測表明,各規(guī)格鋼筋外形尺寸、化學(xué)成分和力學(xué)性能等各項(xiàng)指標(biāo)滿足DIN 488-2標(biāo)準(zhǔn)要求,服強(qiáng)度波動基本控制在40 MPa以內(nèi)。
B500B鋼筋;微合金化;外形尺寸;化學(xué)成分;力學(xué)性能
1 前言
根據(jù)萊鋼棒材廠德標(biāo)鋼筋產(chǎn)品出口任務(wù),進(jìn)行了德標(biāo)B500B鋼筋的開發(fā)生產(chǎn)。根據(jù)DIN 488-1和DIN 488-2德標(biāo)鋼筋要求,在充分研讀德標(biāo)B500B鋼筋力學(xué)性能、工藝性能和外形形狀要求的基礎(chǔ)上,通過合理的化學(xué)成分設(shè)計(jì)、軋輥加工設(shè)計(jì)和工藝過程控制,研制的德標(biāo)B500B鋼筋完全滿足DIN 488-2標(biāo)準(zhǔn)要求,獲得了德國MPA認(rèn)證機(jī)構(gòu)頒發(fā)的許可證書,實(shí)現(xiàn)了批量生產(chǎn)并出口德國。
2 B500B鋼筋技術(shù)要求
2.1 外形要求對比
德標(biāo)鋼筋與國標(biāo)鋼筋外形的要求見表1。

表1 德標(biāo)與國標(biāo)鋼筋外形的比較
德標(biāo)與國標(biāo)鋼筋外形的差異主要在橫肋和基圓的規(guī)范性要求上,德標(biāo)鋼筋對橫肋截面有明確要求,對鋼筋基圓外形也有明確的要求,這給生產(chǎn)過程中外形尺寸的穩(wěn)定控制提出了比較高的要求,需要特別關(guān)注成品前孔和成品孔的料型控制及相互間的匹配。同時(shí)軋制標(biāo)識要求加粗橫肋的方式,用加粗橫肋間橫肋的個(gè)數(shù)對工廠的相關(guān)信息加以標(biāo)識。加粗橫肋的頂寬不允許>0.2d,為讓標(biāo)識能夠清晰辨別,加粗橫肋頂寬的設(shè)計(jì)需兼顧二者的平衡。此外,德標(biāo)要求橫肋根部與基圓進(jìn)行圓滑過度,給軋輥加工和生產(chǎn)控制帶來了一定難度。
2.2 成分與性能要求對比
德標(biāo)鋼筋與國標(biāo)鋼筋成分與性能要求對比如表2所示。
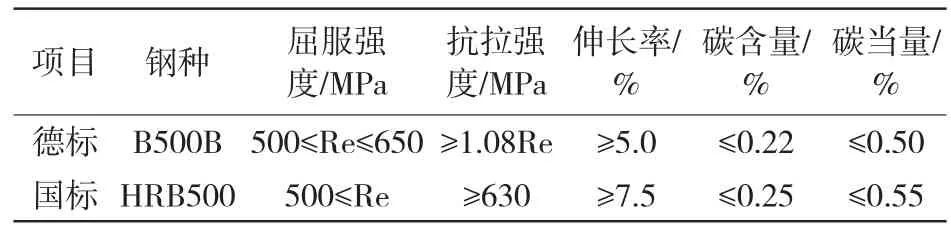
表2 德標(biāo)與國標(biāo)鋼筋成分與性能的比較
德標(biāo)與國標(biāo)鋼筋成分與性能的差異主要在屈服強(qiáng)度、碳含量和碳當(dāng)量的要求上,德標(biāo)鋼筋屈服強(qiáng)度取上屈服點(diǎn)并且有上限要求,這一點(diǎn)與國標(biāo)取下屈服點(diǎn)不同,碳含量和碳當(dāng)量要求比國標(biāo)低,同為500 MPa級別鋼筋,這給性能的保障增加了一定的難度,需要工藝過程的穩(wěn)定性控制。
3 試制方案
3.1 化學(xué)成分設(shè)計(jì)
DIN 488-1標(biāo)準(zhǔn)規(guī)定B500B的化學(xué)成分和碳當(dāng)量(熔煉分析)應(yīng)符合表3要求,根據(jù)需要鋼中還可以加入Nb、V、Ti等元素。合理的化學(xué)成分對鋼筋的性能起著至關(guān)重要的作用,因此在制定B500B鋼筋的化學(xué)成分時(shí),一方面參考DIN 488-2的規(guī)定,另一方面綜合考慮各元素在鋼中的作用,確保鋼筋各項(xiàng)性能不僅能夠滿足強(qiáng)度要求,還要保證強(qiáng)度和塑性有良好的配合。
碳是鋼中不可或缺的強(qiáng)化元素,碳含量每增加0.1%,屈服強(qiáng)度和抗拉強(qiáng)度可分別提高28 MPa和70 MPa[1],但對鋼的塑性和焊接性能均不利。鑒于標(biāo)準(zhǔn)較低碳當(dāng)量的要求,需要控制鋼中的碳含量不易過高。Mn的加入可提高固溶強(qiáng)化效果,降低相變溫度,細(xì)化鋼的組織,提高強(qiáng)度和韌性,且可以提高Nb、V、Ti在奧氏體中的固溶度,增強(qiáng)沉淀強(qiáng)化效果。Ti與氧的結(jié)合力強(qiáng),回收率低且波動大,連鑄過程中容易造成水口結(jié)瘤,對脫氧、連鑄工藝要求較高;Nb具有較強(qiáng)的沉淀強(qiáng)化和細(xì)晶強(qiáng)化作用,但含Nb鋼連鑄時(shí)對二冷制度要求嚴(yán)格,控制不好連鑄坯易出現(xiàn)裂紋缺陷;V具有較強(qiáng)的沉淀強(qiáng)化作用,細(xì)化晶粒的作用也較強(qiáng),冶煉時(shí)回收率高且穩(wěn)定,而且能加速γ-α的轉(zhuǎn)變,縮小了貝氏體、馬氏體出現(xiàn)的幾率,可形成穩(wěn)定的F+P組織[2]。考慮到鋼中加入N能顯著提高V的強(qiáng)化作用,綜合比較確定采用V、N合金進(jìn)行微合金化。化學(xué)成分設(shè)計(jì)見表3。

表3 德標(biāo)B500B鋼筋設(shè)計(jì)熔煉化學(xué)成分
3.2 孔型系統(tǒng)設(shè)計(jì)
根據(jù)各生產(chǎn)線產(chǎn)線布置,充分考慮孔型盡量共用,提高生產(chǎn)作業(yè)率的原則,依據(jù)粗軋機(jī)軋制力大的特點(diǎn),在粗軋機(jī)組采用大變形、大延伸。中精軋機(jī)組間采用橢圓-圓-橢圓的延伸孔型系統(tǒng)。經(jīng)過料型分配、寬展量與延伸量的測算,中軋軋機(jī)延伸系數(shù)取1.20~1.30。根據(jù)標(biāo)準(zhǔn)對各規(guī)格米重的要求,并且基圓截面盡可能滿足圓形要求,對比國標(biāo)鋼筋生產(chǎn)情況,僅對小規(guī)格成品孔孔型進(jìn)行了優(yōu)化設(shè)計(jì),成品前孔延伸系數(shù)取1.10~1.25,成品孔延伸系數(shù)取1.15~1.25。
3.3 外形尺寸控制
根據(jù)標(biāo)準(zhǔn)對外形尺寸的具體要求,同時(shí)要滿足相對肋面積要求。經(jīng)過核算論證,橫肋充滿度按85%核算,前滑值取值0.05,并從月牙形橫肋螺紋加工和生產(chǎn)經(jīng)驗(yàn)出發(fā),在橫肋銑到槽底時(shí),實(shí)際肋末間隙和低于標(biāo)準(zhǔn)要求最大值,規(guī)格越大實(shí)際間隙和與計(jì)算的最大值偏離越大。在滿足標(biāo)準(zhǔn)要求的基礎(chǔ)上,核算鋼筋外形尺寸各項(xiàng)參數(shù)控制下限見表4。為保障產(chǎn)品外形尺寸滿足標(biāo)準(zhǔn)相對肋面積要求,相關(guān)參數(shù)控制必須不低于實(shí)控下限要求。
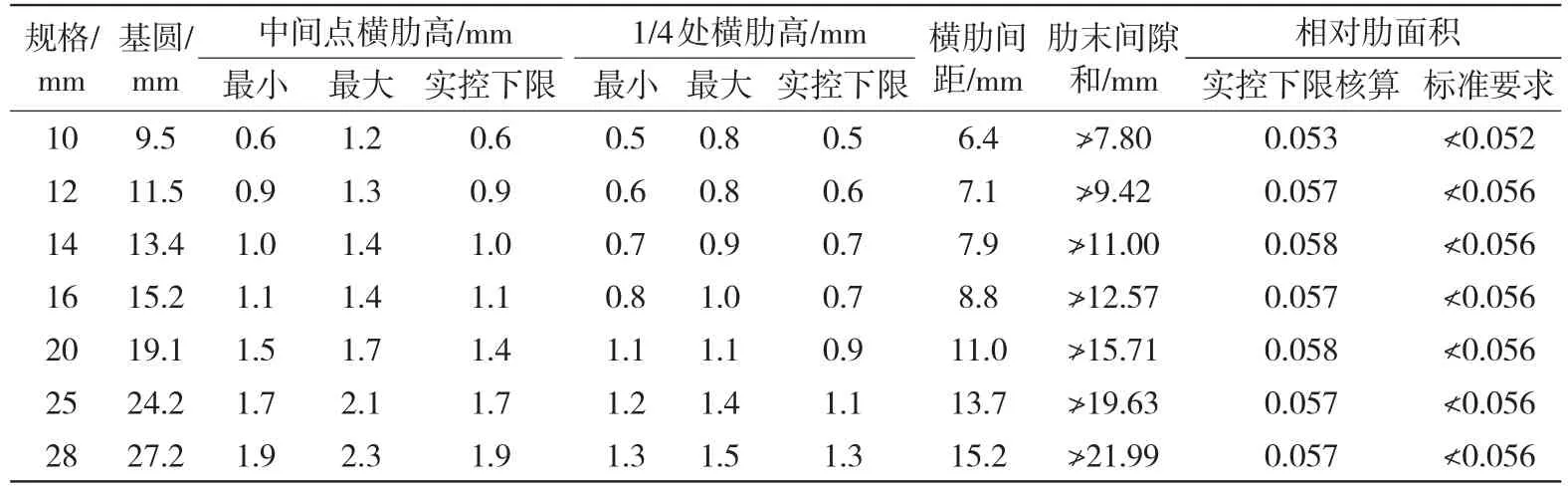
表4 德標(biāo)鋼筋外形參數(shù)控制要求
3.4 熔煉工藝控制
鐵水經(jīng)過脫硫處理。造渣制度采用單渣工藝冶煉,全程化渣,爐渣堿度按2.8~3.2控制,采用高拉補(bǔ)吹。終點(diǎn)控制目標(biāo)[C]≥0.12%,[P]%≤0.040,[S]%≤0.035。
在出鋼過程中,可依據(jù)鋼水狀況加入硅鈣鋇或鋇系(0.5~1)kg/t鋼,對鋼水進(jìn)行脫氧。鋼水出至1/ 4時(shí),加入硅錳、硅鐵合金、釩氮合金和微氮合金,鋼水出至3/4時(shí)加完,鋼包底吹氬總時(shí)間≥7 min。精煉吹氬開始大壓力攪拌2 min后取光譜樣,然后調(diào)整氬氣壓力進(jìn)行軟吹,達(dá)到良好的吹氬效果。連鑄中包鋼水溫度:連鑄第一爐1 535~1 550℃,連澆爐次1 520~1 535℃。拉速為2.2~3.0 m/min。中包液面高度控制下限500 mm。
3.5 軋制工藝控制
德標(biāo)標(biāo)準(zhǔn)提供了4種制造工藝,分別是:1)熱軋,無后續(xù)處理;2)熱軋并用軋制爐進(jìn)行熱處理;3)熱軋和冷拉伸;4)冷軋(減厚)(通過拉伸或冷軋減徑)。萊鋼棒材廠根據(jù)生產(chǎn)設(shè)備情況及在熱軋工藝方面長期成熟的經(jīng)驗(yàn)積累,選擇第1種,確定采用熱軋工藝進(jìn)行生產(chǎn)。
加熱制度。根據(jù)各產(chǎn)線加熱爐實(shí)際控制情況,確定加熱制度如表5所示。

表5 各產(chǎn)線加熱溫度℃
軋制工藝。采用熱軋工藝生產(chǎn),鋼筋在冷床上采取自然空冷的方式冷卻,根據(jù)成分設(shè)計(jì)情況及標(biāo)準(zhǔn)對產(chǎn)品性能的要求,確定各產(chǎn)線軋制工藝控制參數(shù)如表6所示。
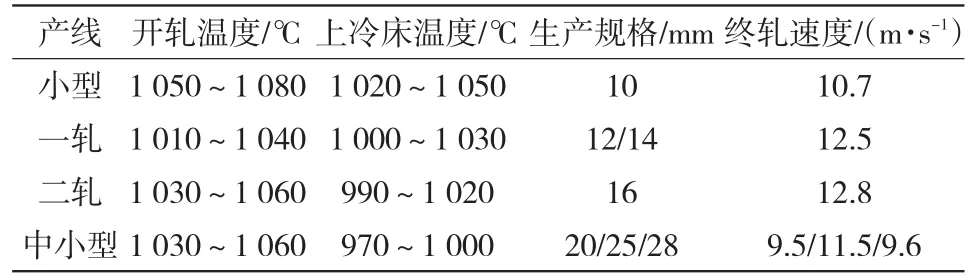
表6 各產(chǎn)線工藝過程控制參數(shù)
4 產(chǎn)品質(zhì)量分析及優(yōu)化改進(jìn)生產(chǎn)
跟蹤生產(chǎn)情況,對各規(guī)格外形利用尺寸檢測儀器進(jìn)行檢測,均符合標(biāo)準(zhǔn)要求。2016年7月,7個(gè)規(guī)格均按設(shè)計(jì)方案一次試驗(yàn)成功并進(jìn)行了批量生產(chǎn),共生產(chǎn)了1 500余t。成品化學(xué)成分和力學(xué)性能合格率100%。鋼筋力學(xué)性能統(tǒng)計(jì)情況見表7。鋼筋力學(xué)性能全部合格,均滿足標(biāo)準(zhǔn)要求。
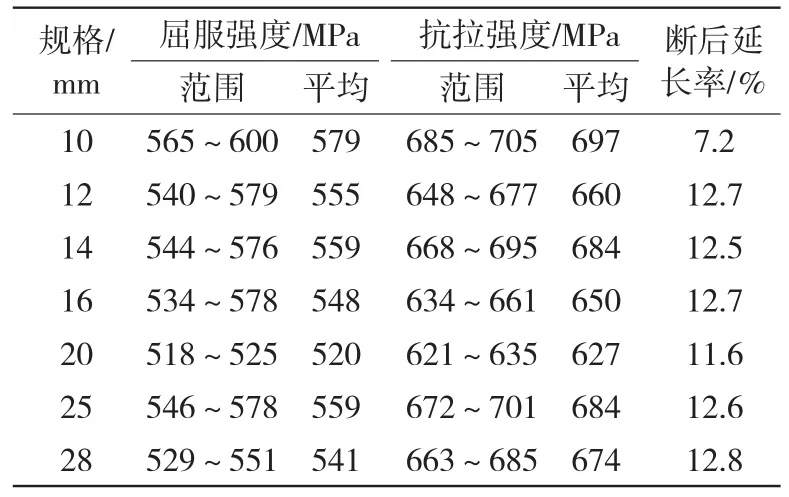
表7 B500B鋼筋力學(xué)性能統(tǒng)計(jì)情況
1)橫肋的改進(jìn)。為保障橫肋縱截面保持月牙形,在成品前料型的控制上要保持合適的充滿度要求,成品前料型寬高比保持在2.0~2.2。由于德標(biāo)鋼筋對橫肋與基圓圓滑過度的要求,在軋輥加工后對橫肋根部進(jìn)行電火花修磨,圓弧過渡的同時(shí)也減輕了橫肋根部應(yīng)力集中的情況,減少彎曲過程的裂紋傾向。2)質(zhì)量穩(wěn)定控制。為應(yīng)對低碳當(dāng)量并滿足標(biāo)準(zhǔn)性能要求,在Si、Mn的控制范圍進(jìn)行了窄區(qū)間要求,按照中上限控制。采用釩氮微合金化成分設(shè)計(jì),加入微氮合金。對影響產(chǎn)品性能的工藝過程參數(shù)明確精準(zhǔn)控制要求,關(guān)鍵部位增設(shè)在線測溫計(jì)量儀表,關(guān)注開軋溫度和上冷床溫度的波動,及時(shí)調(diào)整,控制波動范圍在25℃以內(nèi)。實(shí)際產(chǎn)品屈服強(qiáng)度波動基本控制在40 MPa以內(nèi),滿足了德標(biāo)MPA認(rèn)證機(jī)構(gòu)要求。
5 結(jié)語
生產(chǎn)實(shí)踐證明,制定的德標(biāo)帶肋鋼筋生產(chǎn)工藝適合當(dāng)前煉鋼、軋鋼工藝要求,工藝技術(shù)參數(shù)設(shè)計(jì)合理,采用的軋輥加工工藝可行。生產(chǎn)的德標(biāo)鋼筋尺寸精度高,表面質(zhì)量好,各項(xiàng)性能指標(biāo)滿足標(biāo)準(zhǔn)DIN 488-2的要求。
[1]楊才福,張永權(quán),柳書平.釩、氮微合金化鋼筋的強(qiáng)化機(jī)制[J].鋼鐵,2001,36(5):55-57.
[2]石德珂.材料科學(xué)基礎(chǔ)[M].北京:機(jī)械工業(yè)出版社,1999.
Development and Production of German Standard B500B Reinforced Bar
WU Changfei,LI Jian
(The Bar Plant of Laiwu Branch of Shandong Iron and Steel Co.,Ltd.,Laiwu 271104,China)
To control the shape size through pass system design,to ensure the products quality by reasonable steelmaking and rolling process,the B500B reinforced bar is developed in Laiwu steel combining the standard requirements of size and the properties with VN micro-alloying technology.The products quality inspection showed that the steel appearance shape dimension,chemical composition and the mechanical properties can satisfy the requirements of the B500B reinforced in DIN 488-2.The fluctuation of yield strength is controlled lower than 40 MPa.
B500B reinforced bar;microalloying;boundary dimension;chemical composition;mechanical property
TG335.6+4
B
1004-4620(2017)02-0019-03
2017-02-27
吳昌飛,男,1982年生,2005年畢業(yè)于重慶大學(xué)材料科學(xué)與工程專業(yè)。現(xiàn)為山鋼股份萊蕪分公司棒材廠工程師,從事軋鋼技術(shù)研究、質(zhì)量管理等工作。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
專用汽車(2016年4期)2016-03-01 04:13:43
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
