基于模型參考模糊自適應PID的高壓釜溫度控制
2017-05-17 13:48:54王玉華鄭驍健
自動化儀表 2017年5期
關鍵詞:模型
王玉華,鄭驍健
(中國計量大學機電工程學院,浙江 杭州 310018)
基于模型參考模糊自適應PID的高壓釜溫度控制
王玉華,鄭驍健
(中國計量大學機電工程學院,浙江 杭州 310018)
通過對某廠生產復合玻璃的關鍵過程“合片抽真空”的研究,發現該過程中應用的溫度控制方法簡單,但控制效果不理想,會產生超調、震蕩等現象。為了改善生產過程中的溫度控制效果,對高壓釜的升溫狀況以及控制方法進行了研究。以模型參考模糊自適應控制為基礎,設計了一種控制效果更精確的溫度控制方式。首先,對高壓釜釜內溫度進行溫度建模,對高壓釜的溫度模型進行機理分析,得出其溫度模型,并進行階躍響應試驗,將采集到的數據通過飛升曲線方法獲得溫度模型的模型參數。其次,以溫度模型為理論依據,通過模型參考模糊自適應控制方式對PID參數進行在線調整,彌補PID參數不能在線整定的缺點。最后,通過仿真試驗,驗證了該控制方案能有效減少超調,加快反應速度。結果表明,該控制方式可以有效改善控制效果,提高產品的生產質量。
PID控制; 模糊控制; 自適應控制; 溫度控制系統; 可靠性; Matlab
0 引言
“合片抽真空”是復合玻璃生產過程的關鍵步驟[1],通常使用高壓釜進行生產。在生產時,最為重要的是精確控制合片過程中的壓力與溫度。本文所研究的生產工藝,是以遠紅外線高壓釜作為生產設備[2-4],在復合玻璃的合片加壓、加熱、抽真空過程中,提供生產所需的高溫高壓。
在“合片抽真空”過程中,膠片的含水率是一個重要因素,膠片與玻璃的粘結力與膠片含水率成反比,即含水率越高,膠片與玻璃的粘結力越小[5]。通過加熱,既可以使膠片軟化,使玻璃與膠片可以更好地粘合,又可以蒸發膠片中的水分,增加膠片的粘結力;通過加壓、抽真空,則可以吸出被蒸發出的水分以及玻璃與膠片之間的空氣,使膠片與玻璃通過壓力更好地粘結在一起。因此,壓力與溫度成為影響復合玻璃質量好壞的關鍵因素。
通過實際調研,在“合片抽真空”過程中,高壓釜的壓力參數設置值長時間保持不變,對玻璃合片的性能影響較小。但高壓釜的溫度對玻璃合片的性能影響則較為顯著。如果溫度過低,會造成復合玻璃的起泡、開膠、抽真空效果不理想等情況;如果溫度過高,則易使膠片老化,影響合片效果。
目前,采用的控制方式存在控制效果不理想、控制方式簡單等問題,歸根結底是沒有建立相對精確的數學模型,因此不能更精確地調整高壓釜釜內溫度。所以需要對高壓釜釜內溫度進行溫度建模,然后再設計一種控制方式。將新控制方式與溫度數學模型相結合,達到對溫度精確控制的目的。
1 高壓釜理論模型與建模
從工業過程來說,根據采用的方法和思路的不同,數學模型可分機理建模、試驗建模與混合建模。在高壓釜、反應釜溫度建模方面,許多學者針對具體生產裝置和生產工藝進行了研究,給出了不同的建模方法。陳水宣[6]從傳熱學原理出發,推導了各個階段的溫度模型,并在此基礎上采用指數形式的短時和長時自學習和神經元網絡學習,對溫度模型的換熱系數進行在線修正。賈慧峰[7]采用試驗數據擬合方法,建立了預熱階段的模型。劉輝、孫新波[8]采用間接測溫法建立高壓釜內介質溫度的預測模型,并可以對預測模型進行在線校驗。
本文通過查閱相關資料,決定采用機理分析與試驗數據相結合的方式,對高壓釜內溫度進行建模。
1.1 高壓釜溫度模型機理分析
本文所研究的加熱系統主要由多組遠紅外線加熱器組成。對于不同的溫度階段,使用不同組數的遠紅外線加熱器。相比于其他高壓釜采取導熱油的加熱方式,遠紅外線加熱方式具有能量傳遞迅速的優點。遠紅外線加熱方式,其能量傳遞的過程首先是電能轉化為遠紅外線的輻射能,然后輻射能轉化為熱能對膠片進行加熱。由于釜內所發生的變化僅僅是膠片由固態變為液態再變為固態的過程,所以不存在化學反應,即不存在明顯的放熱過程。由于釜內有大功率風機,可以使釜內空氣形成環流,又由于釜內容積相對較小,因此可以將釜內各處溫度視為均勻分布。
設整個系統的熱量為W。其中,一部分熱量被膠片吸收,使膠片軟化,設其吸收的熱量為W吸;另一部分熱量為高壓釜冷卻水帶走的熱量、玻璃吸收的熱量以及釜體散發的熱量,設這部分熱量為W散。根據能量守恒定律,有:
W=W吸+W散
(1)
由熱力學定律可知:
(2)
式中:C為膠的比熱容;T為高壓釜設定溫度;k為高壓釜內熱量損耗系數;W為高壓釜遠紅外線加熱器輸出熱量。
對上式等號兩邊同時求拉普拉斯變化,得:
CsT(s)+kT(s)=W(s)
(3)
移項可得:
(4)
通過對合膠過程高壓釜內物理機理的分析,可以得出如式(4)所示類型的溫度模型。由于傳熱過程涉及熱輻射、熱對流等熱力學過程,熱傳遞是一個較為復雜的過程。通過機理分析以及生活經驗可知,熱傳遞過程存在較大的時間延遲,即控制效果的滯后性,因此在考慮其傳遞函數時,應該考慮純時滯過程。
通過機理建模,得到了高壓釜內的溫度模型,如式(5)所示:
(5)
1.2 高壓釜溫度建模
為了求得模型的未知參數,應用試驗建模方式進行未知參數的確定。工程上常用的是飛升曲線法,即階躍響應建模法。
具體方法為:在對象的輸入端加入一個合適的階躍信號,由信號采集器采集階躍信號后,根據階躍信號發生后對應響應值與時間的關系,計算各個參數。采用飛升曲線測量方法,測出高壓釜溫度模型的飛升曲線,即可得到控制對象的數學模型。
高壓釜在工作狀態下的飛升曲線如圖1所示。
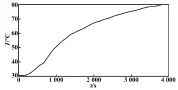
圖1 飛升曲線
在獲得飛升曲線后,采用Cohn-Coon公式求解對象參數[9]。
Conh-Coon公式如下:
(6)
T=1.5(t0.632-t0.28)
(7)
(8)式中:K為對象的放大系數;T為對象的時間常數;τ為對象的純滯后常數;t0.28為飛升曲線為0.28y時的時間;t0.632為飛升曲線為0.632y時的時間。
在初始狀態,爐內溫度穩定在y(0)=30 ℃,然后通以380 V的電壓,經過3 768 s后系統再次達到穩定,此時y(∞)=80 ℃。由記錄的數據可得:t0.632=1 547 s、t0.28=788 s。
由式(6)~式(8)得到的模型參數分別為:K=0.13、T=1 139、τ=409。高壓釜的溫度模型近似為:
(9)
2 控制方法
本文所研究的遠紅外線高壓釜的溫度控制系統,目前是由傳感器、控制器、繼電器和遠紅外線加熱管組成。具體控制過程為:傳感器采集溫度信號,送入控制器;當溫度低于設定值時,控制器發出指令,繼電器吸合,使紅外線加熱器接電導通,電能轉化為紅外線加熱器的輻射能,通過輻射轉化為待加熱物體的熱能;當加熱到預設溫度后,控制器向繼電器發出斷開指令,繼電器斷開,停止加熱。這種斷開閉合過程循環往復,形成一種溫度動態平衡,從而保持釜內溫度穩定在設定值附近。
由于溫度的大延遲、非線性的特點,目前這種以繼電器控制加熱器的控制方式在恒溫階段的效果不理想。由于其動態平衡特點,使得釜內溫度在恒溫階段伴有超調、震蕩等現象,增加了復合玻璃的廢品率。因此,需要研究一種更加有效的控制方式對高壓釜溫度進行控制。
2.1 PID參數整定
對高壓釜溫度控制方式、玻璃合膠過程的特點進行研究。首先,確定PID控制方案可以應用到玻璃合膠的生產過程中。PID控制是典型的控制方法,它結構簡單、可靠性強、容易實現,并且可以消除穩態誤差,在大多數情況下能夠滿足性能要求[10]。
在PID控制中,關鍵是P、I、D三個參數的設定。采用Ziegler-Nichols(齊格勒-尼柯爾斯)參數整定法。該方法是在試驗階躍響應的基礎上,根據臨界穩定性中的Kp值建立起來的。被控對象的傳遞函數可以近似為帶延遲的一節系統。齊格勒-尼柯爾斯調整法則如表1所示。

表1 齊格勒-尼柯爾斯調整法則
采用齊格勒-尼柯爾斯法則調整PID控制器,其公式為:
(10)
由式(10)得:K=0.13、T=1 139、τ=409。
則得到PID參數為:Kp=3.34、Ki=0.004、Kd=683。
2.2 模型參考自適應控制
目前,國內對模型參考自適應控制系統的研究主要集中在電機的轉速控制[11]、車輛懸架主動控制[12]和飛機控制[13]。相比之下,在溫度控制系統方面應用較少。因此,本文通過研究模型參考自適應控制,設計了一種基于模型參考模糊自適應PID的高壓釜溫度控制。
模型參考自適應控制系統具有自適應速度快、控制策略便于推廣到一大類非線性系統的自適應控制的特點[14]。模型參考自適應控制系統是自適應控制中一類重要的控制系統。模型參考自適應控制典型結構如圖2所示。

圖2 模型參考自適應控制典型結構圖
參考模型是一個輔助系統,用來規定期望的性能指標。輸入信號同時作用于參考模型和可調系統,參考模型的輸出就是期望輸出。可調系統輸出和參考模型輸出之間的誤差構成了廣義誤差信號。自適應機構根據廣義誤差及某一準則,調整控制器參數或者施加一個輔助控制信號,使廣義誤差的某個泛函趨于極小或者使廣義誤差趨于零。這樣可使得可調系統的特性逐漸逼近參考模型的特性。
對于本文所研究的溫度控制系統,參考模型即所求得的溫度模型理想化后的傳遞函數,可調系統由PID控制與控制對象組成。
對于模型參考自適應控制來說,其控制的關鍵是自適應機構的設計。根據被控對象的要求,計算升溫過程中的PID參數,通過某一準則不斷調整PID參數,使得實際輸出不斷逼近參考模型輸出。
自適應律的設計方法[14]有:局部最優化設計方法(MIT律)、基于Lyapunov穩定理論設計方法和基于超穩定理論的設計方法。MIT律在實踐中很少應用,而基于Lyapunov穩定理論設計方法和基于超穩定理論的設計方法對于自適應律則取決于經驗技巧以及數學功底。對于本文所研究的溫度系統,控制對象相對簡單,因此選擇模糊控制取代自適應律的設計。
2.3 模型參考模糊自適應控制器設計
本控制系統的控制對象為一階慣性環節,相對控制較為容易。模型參考自適應控制的目的是通過自適應律,達到對控制參數進行調節的目的。因此,自適應律的設計不必拘泥于已有的方式。本文選擇采用模糊控制方式來作為模型參考自適應控制中的自適應律。
在本控制系統中,使用模糊控制作為自適應機構的自適應律,既避免了局部最優化設計方法容易會出現不穩定的情況,又使得自適應律設計困難的問題得到了妥善的解決,并且在一定程度上克服了溫度模型建模不精確的問題。模型參考模糊自適應控制器結構如圖3所示[15]。
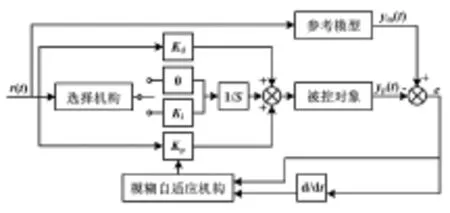
圖3 模型參考模糊自適應控制器結構圖
在PID控制中,比例環節大小影響控制器的動態響應速度,比例系數將由模糊控制進行調節。加入的積分器是為了消除穩態誤差,加入積分器之后,會影響動態響應速度,使動態響應速度變慢,因此本文提出根據誤差的大小來判斷是否加入積分作用,如式(11)所示;同時實現把微分作用固定為常數值。
(11)

應用這種控制方式,在系統響應的初期,由PD控制迅速達成響應。當系統將要進入穩態時,控制轉入PID控制。這樣在保證系統的穩態效果的同時加快了系統的響應速度,并且模糊控制可以對PID控制的比例參數進行在線調整,提升了系統應對突發情況時的適應性能。
在模型參考模糊自適應控制器中,模糊自適應機構是其核心部分之一,模糊控制器中的模糊控制過程設計如下。
①選取參考模型與實際輸出之間的誤差構成的誤差信號e及誤差信號變化率ec構成模糊控制的輸入。模糊控制器結構如圖4所示。

圖4 模糊控制器結構圖
對e、ec、Kp的模糊子集,規定為:
e={NB,NM,NS,ZO,PS,PM,PB;ec={NB,NM,NS,ZO,PS,PM,PB;Kp={NB,NM,NS,ZO,PS,PM,PB。
②確定e、ec、Kp的論域及量化、比例因子。

由于模糊控制器的輸出即為Kp,所以比例因子根據仿真效果進行調試。
③模糊控制器的控制規則。根據系統的實際需要,調整值的模糊規則如表2所示。

表2 ΔKp的控制規則表
3 仿真
由2.1節得到PID的參數為:Kp=3.34、Ki=0.004、Kd=683。
PID仿真曲線如圖5所示。

圖5 PID仿真曲線
由圖5可知,達到峰值的時間為650s,達到穩定的時間約為1 100s。
模型參考模糊自適應PID控制仿真曲線如圖6所示。

圖6 模型參考自適應PID控制仿真曲線
由圖6可知,該控制方法幾乎沒有超調量,并且達到穩定的時間為1 000s。
4 結束語
利用數學表達式,運用參數整定公式,得出了PID參數。應用模型參考模糊自適應控制控制與PID控制相結合的控制方式,替代了原來玻璃“合片抽真空”過程中高壓釜溫度簡單的閉環控制方式。運用Matlab
的Simulink仿真,對各項參數進行了調整,而且對PID控制與模型參考模糊PID控制的控制效果進行了對比。從仿真結果可以看出,將模型參考模糊PID控制應用于復合玻璃合片抽真空過程,比原本的簡單閉環控制與常規的PID控制具有更快的調節速度和更高的調節精度,消除了超調量與震蕩,并且將溫度穩定所用時間縮短了10%。本文提出的控制方法提高了溫度控制系統的動態品質和穩態精度。
[1] 李超,高鵬.玻璃復合及組件技術[M].北京:化學工業出版社,2014.
[2] 唐輝,張曉春,方瑞萍.夾層玻璃的制造工藝及其生產和能源效率[J].玻璃與搪瓷,2014,42(3):33-38.
[3] 劉志海.夾層玻璃的發展現狀及趨勢[J].中國建材,2003(9):64-66.
[4] 龐世紅,馬眷榮,馬振珠.夾層玻璃等效厚度計算方法研究[J]。武漢理工大學學報,2009(22):17-21.
[5] 孟興蛟.夾層玻璃關鍵生產工藝探討[J].建材發展導向,2015,13(4):42-45.
[6] 陳水宣.熱軋帶鋼溫度建模和數值模擬[D].杭州:浙江大學,2008.
[7] 賈慧峰.間歇式反應釜熱傳遞模型建立及預熱過程優化[D].大連:大連理工大學,2008.
[8] 劉輝,孫新波.高溫高壓釜加熱系統的測溫模型及控制[J].測井技術,2005,29(S1):30-33.
[9] 孫健.基于神經單元PID的電阻爐智能溫度控制系統[D].大連:大連理工大學,2008.
[10]陶永華.新型PID控制及其應用[M].北京:機械工業出版社,2002.
[11]謝禮立,翟長海.最不利設計地震動研究[J].地震學報,2003,25(3):250-261.
[12]魯民月,顧仲權,楊鐵軍.簡化的結構振動自適應前饋控制方法研究[J].振動與沖擊,2005,24(1):89-93.
[13]潘慕絢,黃金泉.航空發動機模型參考自適應控制綜述[J].航空發動機,2003,29(2):51-54.
[14]劉小河,管萍,劉麗華.自適應控制理論級應用[M].北京:科學出版社,2011.
[15]方一鳴,黃鎮海,焦曉紅.液壓伺服位置系統模型參考模糊自適應PID控制器的設計[J].自動化與儀器儀表,2003(3):6-11.
Autoclave Temperature Control Based on MRAS Fuzzy-PID Control
WANG Yuhua,ZHENG Xiaojian
(College of Mechanical and Electrical Engineering,China Jiliang University,Hangzhou 310018,China)
Based on the investigation of the critical process of “laminating and vacuuming” for composite glass,it is found that the temperature control method is too simple and the control effect is not good,so the overshoot and oscillation may occur.To improve the effect of temperature control,the heating up condition the temperature of the autoclave and the control method are researched.With the model reference fuzzy adaptive system (MRAS) control as the basis,the temperature control mode offering more accurate control effect is designed.Firstly,modeling of the temperature inside autoclave is setup,and the mechanism analysis of the temperature model is conducted,to obtain its temperature model.The step response is tested; from the data collected,the parameters of model are obtained through the soaring curve method.Secondly,with the temperature model as the theoretical basis,the PID parameters are adjusted online through MRAS control mode to overcome the disadvantage of PID parameters cannot be adjusted online.Finally,through simulation test,the effectiveness of this control scheme for reducing the overshoot and faster the response speed is verified.The result shows that this control method effectively improves the control effect,and enhances the quality of products.
PID control; Fuzzy control; Adaptive control; Temperature control system; Reliability; Matlab
王玉華(1964—),女,教授,主要從事機電傳動及自動化技術、電力系統檢測與控制技術、電力變換技術的研究。 E-mail:137956409@qq.com。 鄭驍健(通信作者),男,在讀碩士研究生,主要從事自動化控制方法的研究。E-mail:281171375@qq.com。
TH-39;TP13
A
10.16086/j.cnki.issn1000-0380.201705011
修改稿收到日期:2017-01-04
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
