淺碟形封頭成形工藝和應(yīng)用分析
2017-05-30 18:37:16朱新民楊曉鋒劉曉熙謝華華
時代汽車 2017年9期
關(guān)鍵詞:工藝
朱新民 楊曉鋒 劉曉熙 謝華華
摘要:主要介紹了淺碟形封頭成形工藝和應(yīng)用分析。
關(guān)鍵詞:淺碟形封頭;成形工藝
1.引言
目前,國內(nèi)外的各種液體罐式運輸車的罐體橫截面各式各樣,但其封頭由于缺少理想的成形方式,多采用未經(jīng)壓力成形的平板式封頭。由于液體運輸車在移動過程中工況復(fù)雜,并且車輛運行過程中的啟動、急停、轉(zhuǎn)向等動作對罐體封頭會產(chǎn)生破壞沖擊,而經(jīng)過三維立體成形的淺碟形封頭的使用情況明顯好于平板式封頭,因此淺碟形封頭在我公司環(huán)衛(wèi)車系列車型中得到普遍應(yīng)用。
本文結(jié)合淺碟形封頭在我公司環(huán)衛(wèi)系列車型中的應(yīng)用,概述淺碟形封頭的成形工藝和應(yīng)用分析。
2.結(jié)構(gòu)對比
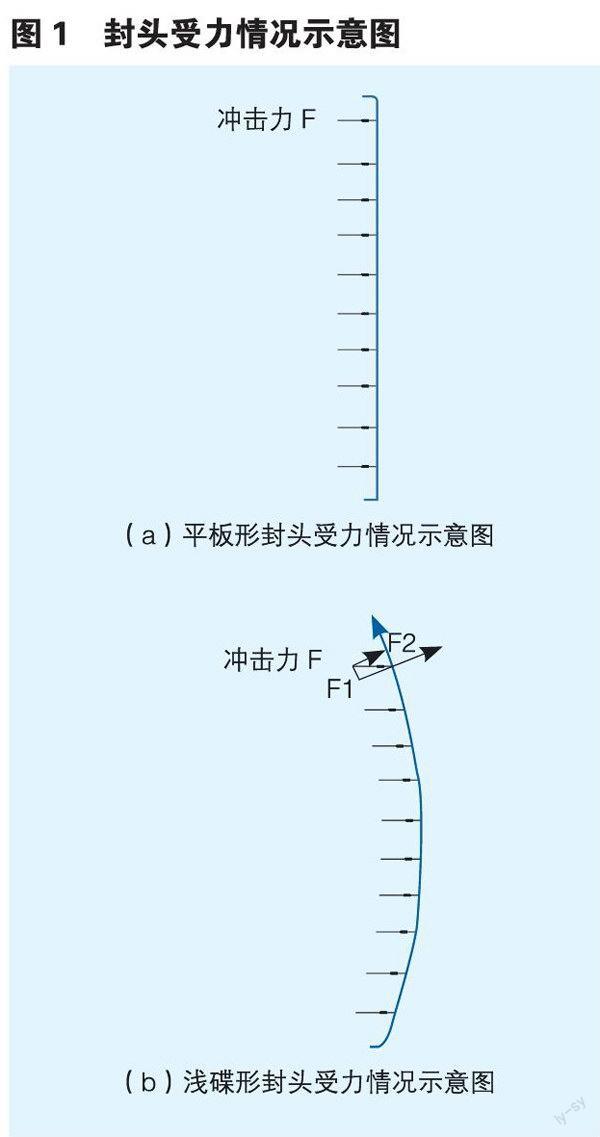
淺碟形封頭和平板型封頭在車輛運行過程中受沖擊力如圖1所示,淺碟形封頭由曲面部分、直邊段以及過渡區(qū)三部分組成,過渡區(qū)連接球面部分和直邊段所以在過渡區(qū)的兩端經(jīng)線曲率半徑有變將產(chǎn)生邊緣應(yīng)力。
淺碟形封頭邊緣應(yīng)力的大小和過渡區(qū)半徑與球面半徑的比值有關(guān),比值越小,曲率變徑突變的越厲害,邊緣應(yīng)力越大,當比值到了極限即過渡區(qū)變徑為零時,淺碟形封頭就演變成了球冠封頭與直筒體,此時邊緣應(yīng)力到了最大值,所以淺碟形封頭的過渡區(qū)就是為了降低邊緣應(yīng)力,而直邊部分的目的就是為了避免邊緣應(yīng)力作用在封頭和簡體連接的焊縫上。
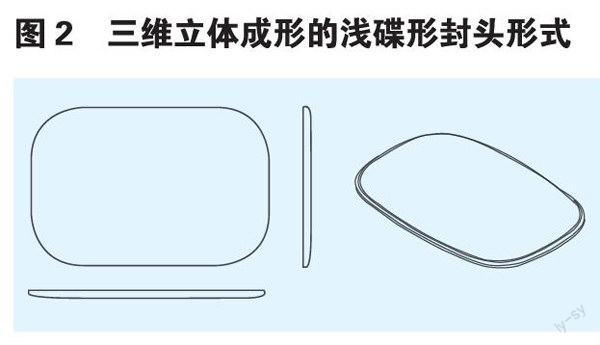
3.成形工藝
淺碟形封頭如圖2所示,其成形技術(shù),國內(nèi)外很多同類型產(chǎn)品的生產(chǎn)工藝采用大型壓力機+成型模具的方法沖壓制造和旋壓制造。沖壓是利用于封頭內(nèi)壁曲線符合的沖頭壓制成型的,成型封頭的技術(shù)和規(guī)范受沖壓機技術(shù)約束,因此沖壓模具成本高,通常只成型規(guī)范封頭分熱壓和冷壓;旋壓常用在直徑較大、壁厚較薄的封頭上,也有冷旋和熱旋。
我公司環(huán)衛(wèi)車系列大部分罐體封頭多為淺碟形,直徑都大于2m,多采用旋壓成形,成形工藝為:下料(等離子割、激光割).壓鼓(工藝筋定型)——旋邊——校形,其優(yōu)點在于適合罐體截面的范圍較廣,缺點是尺寸精度低、生產(chǎn)一致性差。少數(shù)大批量生產(chǎn)的也有模具沖壓成形的,優(yōu)點是比旋壓成形的尺寸精度要高、生產(chǎn)效率高和生產(chǎn)一致性好,缺點是適應(yīng)罐體的截面只有一種,如果罐體的截面形狀發(fā)生改變,則模具要重新設(shè)計,成本較高。
4.應(yīng)用分析
淺碟形封頭,整合了橢圓形封頭和碟形封頭的優(yōu)點,封頭形狀使用10%的碟形封頭的優(yōu)點,如果設(shè)備已規(guī)定了外形總長,那么使用淺碟形封頭要比使用標準橢圓形封頭的容積增大了許多;因淺碟形封頭的曲面比標準橢圓形封頭的曲面平緩,所以在封頭上易于安裝固定板及支架等,便于提高安裝工作效率高。
淺碟形封頭一般應(yīng)用在低壓容器當中,從外觀上說首先淺碟形封頭的底部圓弧不是非常飽滿,看上去非常有角度感;其次因為圓弧較小,封頭的外觀呈弧平底形狀,外觀是最耐看的一種。在制造上特別是對沖壓成形的淺碟形封頭相對其他封頭好加工的多,且壓制淺碟形封頭的鋼模加工簡單,使淺碟形封頭的應(yīng)用范圍較為廣泛。
5.結(jié)語
不管是平板形封頭、橢圓形封頭及淺碟形封頭,或者其他結(jié)構(gòu)的封頭等,都各有優(yōu)點和不足,最終要采用什么樣的封頭,關(guān)鍵是要看制造的成本還要結(jié)合企業(yè)自身制造能力而定,本文結(jié)合自身企業(yè)的封頭結(jié)構(gòu),簡要介紹了淺碟形封頭的成形工藝和應(yīng)用分析,而淺碟形封頭只是眾多封頭結(jié)構(gòu)中的一種,希望能夠為讀者在封頭成形工藝中起到借鑒意義。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52