VC棕櫚酸酯的合成及工藝研究
2017-05-30 10:48:04楊波
現代鹽化工 2017年6期
楊波
摘要:文章以直接酯化法制備VC棕櫚酸酯,采用L-抗壞血酸和棕櫚酸為原料在濃硫酸的催化下反應,觀察反應溫度、棕櫚酸與Vc勺摩爾比、攪拌時間、硫酸加入量對產率的影響,利用正交實驗法優化工藝條件,最終得到較適宜的工藝條件為:反應溫度為30℃,n棕櫚酸:nvc=1.2:1,攪拌時間為3h,硫酸加入量為35mL,通過產品外觀、熔點及紅外光譜對產品進行表征。
關鍵詞:VC棕櫚酸酯;合成;直接酯化法
VC棕櫚酸酯因其特有的功能,已經廣泛被添加在油脂或食品中用做脂溶性抗氧劑及營養強化劑[1]。全世界現在每年對于VC棕櫚酸酯的需求大約為5000 t,但VC棕櫚酸酯的高成本阻礙了它在各個行業的進一步推廣應用。工業化生產中大部分采用的是濃硫酸直接酯化合成VC棕櫚酸酯,但其分離困難、產品純度低、成本昂貴等問題嚴重影響生產[2],使得經濟效益不高。因此,拓展VC棕櫚酸酯市場的有效途徑是解決目前制備VC棕櫚酸酯存在的這些問題[3-6]。
1 實驗部分
1.1實驗步驟
本實驗以濃硫酸催化L-抗壞血酸和十六酸合成L-抗壞血酸棕櫚酸酯。首先確定L-抗壞血酸的量,再調節十六酸的量,使得L-抗壞血酸與十六酸的摩爾比介于1:1~1:1.4。在三口燒瓶里加入加入硫酸和十六酸溶解后,再加入VC,攪拌加熱反應,反應結束靜置18 h,用冰水浴冷卻結晶。
1.2產品表征
1.2.1顏色
VC棕櫚酸酯的外觀:淡黃色固體。
1.2.2熔點
熔點測定也就是我們所謂的測量晶體的熔點。本實驗選用的是熔點顯微儀來測定L-抗壞血酸棕櫚酸酯的熔點。物料比不同的情況下合成產物的測定數據如表l所示。
通過表1可以看出,第3組實驗數據與理論值比較接近,其熔點為107.1~111.5℃與理論值107~117℃比較接近,純度較好。
1.2.3紅外光譜
VC棕櫚酸酯的紅外光譜如圖1所示。
圖譜分析:2920 cm-1和2852 cm-1為甲基和亞甲基特征吸收峰;1700cm-1為羧酸酯的羰基伸縮吸收峰;在1230cm-1為醚鍵特征吸收峰。
1.3實驗的方案
根據上述實驗步驟,以棕櫚酸與VC的摩爾比、攪拌時間、反應溫度和硫酸加入量為實驗因素,每個因素取5個水平。本實驗采用正交L25(54)表安排4因素5水平實驗,控制其他反應條件不變,設計正交實驗方案。
2 結果與討論
2.1反應物料比的影響
酯化反應是可逆反應,所以不同的物配比對反應的產率有一定的影響。在反應過程中,當一種反應物過量時,另一種反應物就會盡可能地反應完全,使反應能夠向著正反應方向移動,從而提高產率。另外,此法還能有效降低反應成本,通常我們選擇過量的反應物是反應物中較為廉價的一種或幾種,由于L-抗壞血酸比棕櫚酸價格高,所以先確定L-抗壞血酸的量,再對棕櫚酸的量進行調整,使得L-抗壞血酸盡可能地參與到反應中,這樣就降低了整體反應的成本。產率如表2所示。
由表2可知,反應產率隨棕櫚酸用量增大而增大,但并不是無限制增大,當反應物料配比1.2:1時,產率達到最大。這是由于棕櫚酸的加入量較大時,VC易被硫酸氧化,不僅增加了反應成本,而且產率降低。
2.2攪拌時間的影響
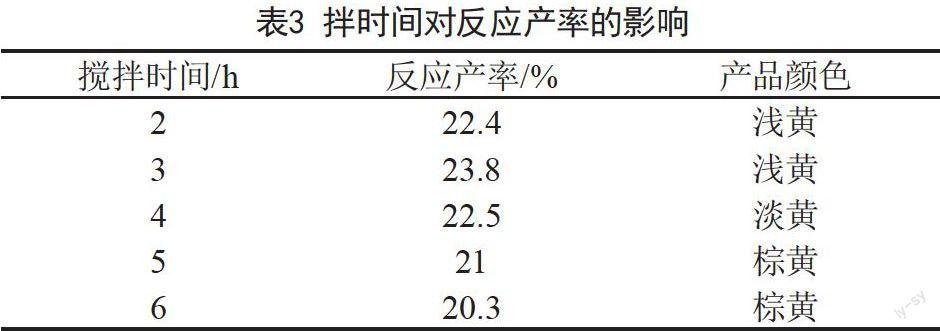
合成VC棕櫚酸酯的反應是可逆放熱的過程,為了使反應物能夠充分混合,提高反應的轉化率,減少副產物的生成,應選擇適宜的攪拌時間。產率如表3所示。
由表3可知,攪拌3h最為合適,產率達到最高。2~3 h產率升高,說明攪拌使VC與棕櫚酸充分溶解在硫酸中,使反應進行的更加完全。3~6 h產率下降,這是由于VC的化學性質較活潑,攪拌時間過長會加快VC的氧化,生成副反應;另外,也會使未反應的棕櫚酸全部溶解,使得反應向逆反應方向進行。
2.3反應溫度的影響
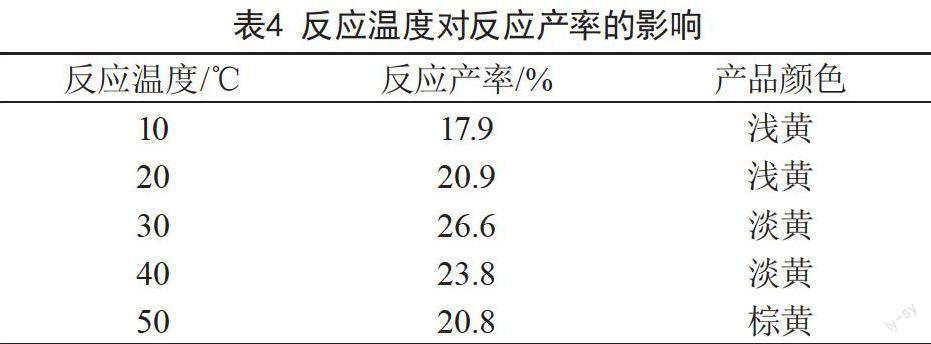
直接酯化法合成VC棕櫚酸酯的反應是可逆的雙分子反應,因此需要吸收熱量提高該反應的反應速率。當溫度升高時,可逆吸熱反應的反應速率會增加。產率如表4所示。
由表4可知,溫度從10℃上升到30℃,產率升高很快,30℃時產率達到最高,溫度從30℃上升到50℃時,產率急劇下降。這是由于溫度不僅對反應速度有很大的影響,而且對副反應的影響也很大,溫度升得過高會使反應物分解或造成副反應的發生。
2.4硫酸加入量的影響
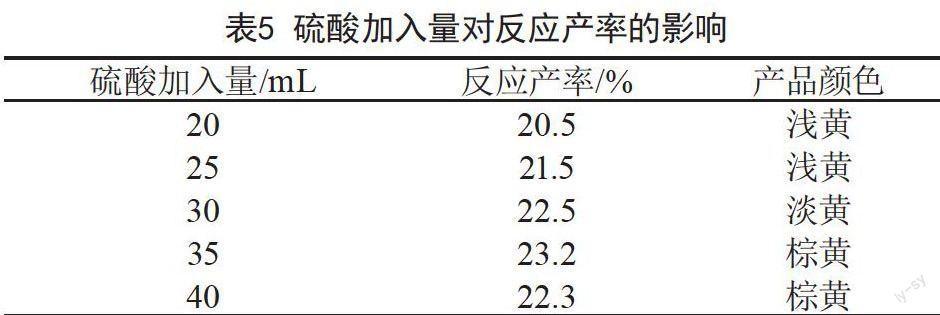
濃硫酸在較低的溫度條件下,也能起到較好的催化作用,又能同時將VC和棕櫚酸進行溶解,并且具有較強的吸水性。產率如表5所示。
由表5可知,硫酸加入量從20mL增至35mL,反應產率是不斷升高的,在35mL的時候,產率達到最大值;之后反應產率在降低。這是由于硫酸在反應體系中同時作為催化劑和溶劑,硫酸過少時,不能充分溶解反應物,反應進行不完全;硫酸過量時,硫酸具有強的氧化性,VC易被氧化,就會有副產物產生,同時反應向逆反應方向進行。
3結語
(1)從實驗結果的數據處理來分析,從極差來看因素C(反應溫度)極差最大,然后是因素A(棕櫚酸和VC的摩爾比),然后是因素B(攪拌時間),最后是因素D(硫酸加入量)。因此,我們發現反應溫度對反應產率影響較大。
(2)因素A列中的均值3較大,因素B列中均值2較大,因素C列中均值3較大,因素D列中均值4較大。所以,A3、B2、C3、D4是各因素中影響較大的水平,即棕櫚酸與VC的摩爾比為1.2:1、攪拌時間為3h、反應溫度為30℃、硫酸加入量為35 mL時,對反應產率影響最大。
(3)從測到的熔點范圍在107.1~111.5℃與理論范圍107~117℃很相近,可以看出,實驗做出的產品VC棕櫚酸酯的純度還可以;但從實驗結果的數據來看,產品產率只有30%左右,可以發現實驗的產率不是很高,說明這個工藝還存在著一些缺陷,有很大的完善空間。
[參考文獻]
[1]章立群,曹棟.L-抗壞血酸棕櫚酸酯的研究進展[J].鄭州糧食學院學報,1998,19 (1):89-95.
[2]曹會蘭,楊建武.L-抗壞血酸棕櫚酸酯的合成及應用[J].西北農林科技大學學報(自然科學版),2003,31(5):121-122.
[3]張衛,孫乃有,李建英.L-抗壞血酸棕櫚酸酯的合成工藝研究[J].食品科技,2003,32 (10):62-64.
[4]李 紅,陶 靜,姚小娟L-抗壞血酸棕櫚酸酯的化學合成工藝優化[J].中國食品添加劑,2010,21(5):144-148
[5]高蔭榆,雷占蘭,謝何融,等L-抗壞血酸棕櫚酸酯的抗氧化研究[J].食品科學,2007,28 (11):60-62.
[6]陸 豫,甘利軍,陳葆仁.L-抗壞血酸棕櫚酸酯的合成[J].精細化工.1996. 13 (3):17-18.