論齒輪滾剃加工中,滾齒挖根量不足時剃齒的調整方法
2017-05-30 08:52:59苗永順牟朋真楊青林
科技風 2017年4期
苗永順 牟朋真 楊青林
摘 要:本文論述在滾齒挖根量不足的情況下,如何通過調整剃齒,達到既滿足剃齒齒形又滿足剃齒挖根要求的方法。
關鍵詞:滾齒挖根量不足;調整剃齒齒形
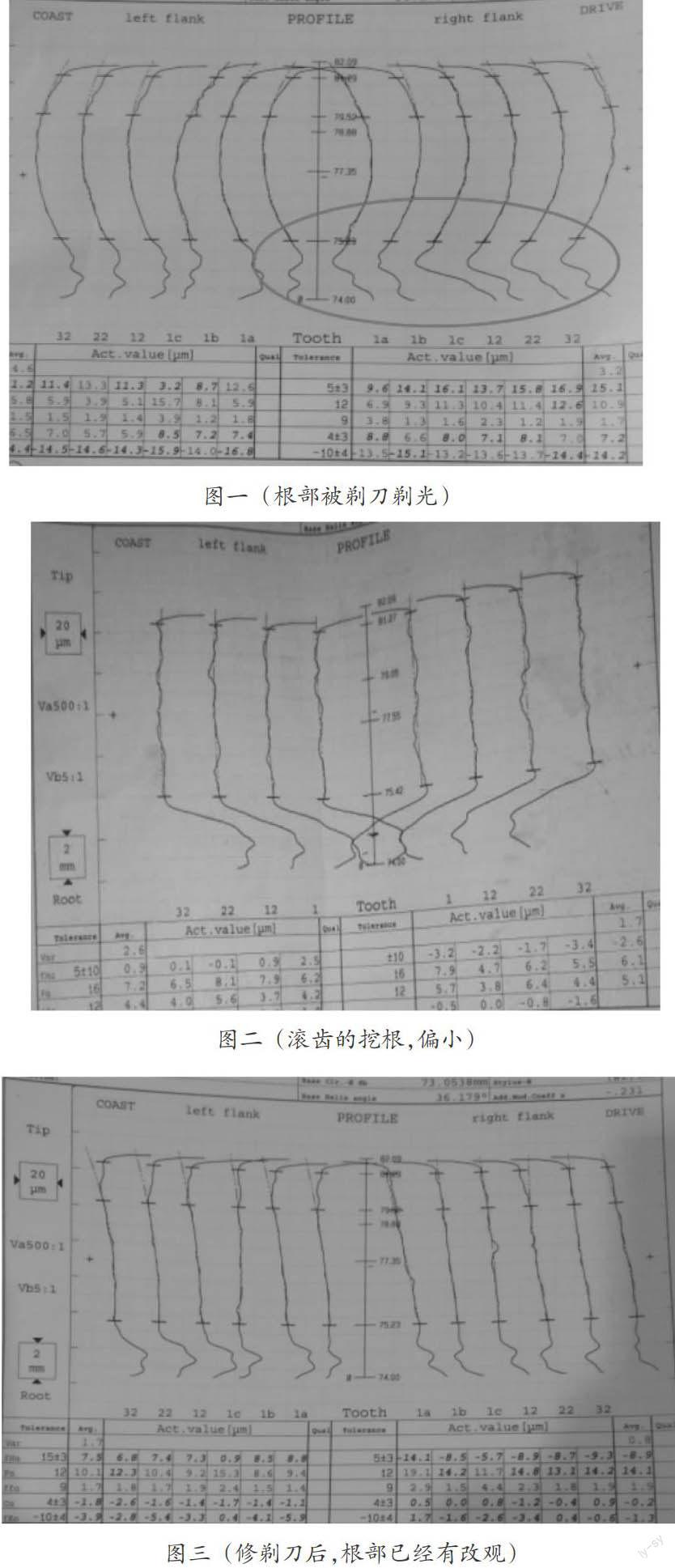
16年8月25日,在進行SOP的NMT主動五檔齒輪剃齒加工時,發現剃齒齒根沒有挖根,滾齒的齒根整個被剃刀挖掉,大家知道,成品齒輪的齒根要求有0.01~0.05的挖根量,既不能大也不能沒有,否則都會影響齒輪的齒根強度,而在本文敘述的剃齒后的挖根情況如圖一所示,從圖上看滾齒的挖根量被剃齒刀整個吃掉,這勢必會造成嚴重削弱齒輪的齒根強度,有斷一、原因分析
出現這種情況以后,首先想到的是滾剃搭配,即將滾齒的M值盡量往小里做,剃齒的M值偏上差做,在保證剃齒能夠剃得起來的情況下,盡量減小剃齒的剃量,避免剃齒時剃掉整個挖根,但經過試驗證明這種做法沒有明顯的效果。經過研究,確認滾齒、剃齒各參數的互相影響程度及改善方法,找出了出現這種情況的根本原因如下:
1)滾齒的挖根量過小,從滾齒的齒形報告上看(圖二),滾齒的挖根只有不到0.04mm,小于0.05-0.08mm的工藝要求,這個是屬于刀具制造的質量問題,長期的措施可以鏟磨滾刀,但暫時沒有辦法改變。因為5P 現在已經SOP,沒有多余的滾刀可供使用,將滾刀發出去鏟磨不現實。這個是造成剃齒沒有挖根的主要原因。
2)剃齒的壓力角太小,滾剃的壓力角不匹配,左齒面剃齒的fHa實際在17.8u,工藝要求15+/-0.03u,已經接近要求的上限,部份單齒已經做到了20.2u,已經超出了工藝要求的上限,右齒面的情況也是一樣。而滾齒的壓力角基本保持在零位,但離工藝要求的5+/-10u的要求偏大,這樣造成滾剃壓力角不匹配,剃齒的壓力角相對于滾齒壓力角太小,造成根部剃齒余量太大。
3)剃齒的齒形鼓形量較大,從圖一中我們可以看出,剃齒的齒性鼓形量左齒面為6.5u,右齒面為7.2u,工藝要求為4+/-3u,特別是右齒面,已經超出了工藝要求的上限值,這樣,即使在分度圓剃量不大的情況下,因為前面所分析的滾剃的壓力角不匹配,再加上較大的齒形鼓形量,要想剃出整個齒面,必定會在齒根處造成過大的剃齒余量,挖掉整個齒根。
二、解決措施
問題梳理明確以后,針對每一條具體的原因,制定了相應的措施:
措施1:
修磨剃齒刀,加大剃齒刀的壓力角:使剃齒刀修磨后剃出的工件的壓力角在7.5u左右,偏離工件的剃齒工藝要求15+/-3u(前提是根據工件的熱變形結果,熱后成品要保證合格,這個是大前提),盡量優化滾剃齒的壓力角,使兩者更加匹配,這樣在滿足齒頂及節圓能正常剃出的情況下,盡量減小齒根的剃削余量。
措施2:
修磨剃齒刀,盡量減小齒形的鼓形量,事實證明,在同樣的壓力角及同樣的節圓剃量的情況下,越小的齒形鼓形量,齒輪根部的剃量就會越小,反之就越大,在今天的這個案例中,滾齒刀的挖根已經無法再改變,通過減小齒形鼓形量,再配合壓力角的增大,來進一步減小在剃齒時的齒根的剃量,以達到優化剃齒齒根的目的,經過計算,這里取剃齒的鼓形量為0~2u。
三、調整方法
經過以上兩個步驟,如圖三中可以看出,在作了壓力角的匹配和較小鼓形量以后,剃出的齒形已經有了明顯的改觀,特別是左齒面已經有了明顯的改善,但還是可以看到剃齒齒根處仍有明顯的臺階。下面將通過調整滾剃搭配和微調螺旋角的方法進一步調整,已消除齒根臺階。
(一)調整滾剃齒搭配
在齒輪的滾剃加工中,如果有微小的剃齒臺階的話,通常調整滾剃齒的余量搭配,是一種行之有效的手段,像在本例中的主動五檔齒輪,由于滾齒刀制作的原因,在修了剃刀以后,按照正常的工藝剃削仍有臺階,五檔主動齒的加工工藝要求,剃齒的單邊余量為0.03mm,M值方向的剃量為0.18mm。按照齒厚的計算公式,可以計算出,在齒厚方向上,每減小0.01mm的剃量,那么在M值方向上就要減小0.06mm的剃齒余量。在這種情況下,我們將滾齒的M值在中差上減小0.05mm,剃齒的M值在中差上加大0.01mm,這樣在齒厚方向上將減小0.01mm的剃削余量。經過搭配調整以后,齒輪的根部形狀已經大有改觀。
(二)調整螺旋角,微調左右挖根對稱、微調鼓形量
經過修磨剃刀和上面的滾剃搭配,我們看到剃齒后的挖根已經出來了,但是還存在左右挖根不是很對稱的情況,還有就是齒形的鼓形量偏小,我們進一步調整剃齒機的齒向偏差fHb,可以使壓力角、左右挖根對稱度、齒形鼓形量方面有輕微的改變,反復調整如圖四中的參數fHb,直到達到理想的齒廓形狀如圖五所示,根據熱變形結果,熱后成品參數全部合格。
至此,因為滾齒挖根不足所造成的剃齒齒根被剃光的問題得以解決。
四、結語
在齒輪的滾剃加工中,除了fHα、fHβ、Cα、Cβ等參數以外,齒廓的根部形狀是最需要關注的,因為這將直接關系到齒的根部強度,當齒廓的根部形狀出現問題,就必須進行調整,同時要兼顧其他齒輪的參數在允許的范圍內,這樣齒輪的強度及嚙合噪音才能夠同時得到滿足。
參考文獻:
[1] 成大先.齒輪傳動.化學工業出版社.機械設計手冊(單行本).7-5025-4958-7.
[2] 中國機械設計大典中國機械工程學會編第四卷機械傳動設計江西科學技術出版社.7-5390-1945-X.