余熱正火工藝在差速器齒圈上的應(yīng)用探究
2017-05-30 10:48:04劉鵬宇
現(xiàn)代鹽化工 2017年3期
劉鵬宇
摘要:差速器齒圈是_種使用較為廣泛的鍛件,這其中不同的鋼種在加工處理中與普通的滲碳鋼有一定的區(qū)別,其對熱處理工藝的要求較多,若是對其采用的正火工藝控制不當將會造成其金相組織與硬度無法達到規(guī)定要求,為此在進行鍛造時必須要以齒輪鍛件的特點來對其正火工藝進行選擇及應(yīng)用,其中余熱正火工藝的提出及使用在齒輪鍛件鍛造中取得了較好的效果。為了保證齒輪鍛件在應(yīng)用余熱正火鍛造中的質(zhì)量,必須要對其所應(yīng)用的工藝進行熟悉及掌握,文章對此工藝進行了深入的研究并討論了其在8620H齒輪鍛件鍛造中熱處理技術(shù)的特點,以此來為8620H齒輪鍛件鍛造工藝的使用提供一些參考建議。
關(guān)鍵詞:差速器齒圈;齒輪鍛件;余熱正火
0引言
在齒輪鍛件進行機械加工之前必須要采用熱處理工藝來對其進行鍛造,以此來保證鍛件的硬度及顯微組織結(jié)構(gòu)可以達到的相應(yīng)標準要求,以便后續(xù)加工流程的順利進行。在齒輪鍛件加工中其所采用的正火工藝最初為普通的正火工藝,之后在相關(guān)技術(shù)的推動下逐漸發(fā)展出等溫正火工藝等技術(shù)種類,目前等溫正火也是應(yīng)用最為廣泛的一種熱處理技術(shù)。而在現(xiàn)今社會節(jié)能理念影響不斷擴大的情況下,余熱正火工藝作為一種新型的熱處理理念被提出及應(yīng)用,由于余熱正火在應(yīng)用中對溫度的控制有一定的難度,因此必須要通過試驗來驗證其應(yīng)用的可行性。
1應(yīng)用普通正火工藝進行8620H齒輪鍛件鍛造中存在的問題
一般在普通正火工藝應(yīng)用中,其主要是利用箱式爐來進行鍛件鍛造,在加328620H鋼種毛坯時其加熱溫度要達到940℃,在加熱完成后其需要進行保溫處理,2 h后進行空冷。根據(jù)普通正火工藝對8620H齒輪鍛件進行加工的效果來看,其金相組織結(jié)構(gòu)較差,且鐵元素+珠光體的形態(tài)無法完全達到理想的狀態(tài),主要是由于其殘余奧氏體晶粒結(jié)構(gòu)過多且分布不均勻,由于不均勻的組織結(jié)構(gòu)使鍛件變形無規(guī)律。再加上應(yīng)用普通正火工藝進行8620H齒輪鍛件鍛造在實際中所受影響較多,例如鍛件放置位置、空氣流動、出爐順序等,因此其存在的不穩(wěn)定因素也較多,常見的問題就是在晶粒度檢查中可以發(fā)現(xiàn)其殘余奧氏體韌性較大,因此在后續(xù)機械加工中影響其切削效果,此種正火工藝在8620H齒輪鍛件鍛造中所需注意的影響因素較多。
28620H齒輪鍛件鍛造余熱正火工藝的調(diào)試及結(jié)果分析
在8620H鋼種毛坯鍛件加工中,其通常是在溫度達到1 000℃作用停止鍛造,此時鍛件的狀態(tài)為奧氏體形態(tài),因此需要進行冷卻使其達到一定溫度后進行保溫處理,從而使鍛件組織結(jié)構(gòu)可以發(fā)生轉(zhuǎn)變而形成良好的硬度及狀態(tài)。而在余熱正火工藝中其需要通過“鍛造+余熱正火+調(diào)質(zhì)”的工序來對鍛件進行處理,以下則對其工藝的可行性進行了深入研究。
2.18620H齒輪鍛件對余熱正火的工藝要求
8620H齒輪鍛件對余熱正火的工藝要求主要有以下幾點:(1)鍛造后8620H齒輪鍛件硬度需要在160-197HB之間;(2)8620H齒輪鍛件進項組織要求定為1-3級;(3)在晶粒度檢查中以正火后不能含有大于30%的斷離珠光體組織以及不可以接受的帶狀組織為標準。
2.2余熱正火工藝調(diào)試過程
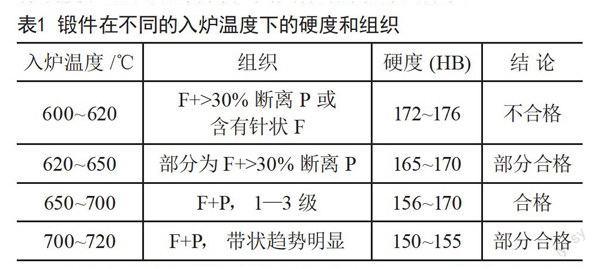
由于余熱正火沒有對鍛件進行重新加熱奧氏體化,而停鍛后鍛件奧氏體晶粒比正常重新加熱的晶粒顯著增大,而且這種粗大晶粒的特性會在后續(xù)的滲碳加熱時發(fā)生組織遺傳,使最終的零件性能惡化,因此必須很好地控制鍛件在終鍛后的冷卻和等溫轉(zhuǎn)變,使其產(chǎn)生均勻的鐵素體和珠光體組織。工藝參數(shù)主要有鍛件進入等溫爐的溫度即入爐溫度、等溫爐溫度和保溫時間等,而鍛件的入爐溫度則是控制鍛件余熱正火質(zhì)量的關(guān)鍵工藝參數(shù)。將等溫溫度設(shè)定在珠光體轉(zhuǎn)變溫度范圍內(nèi),通過調(diào)整傳送帶轉(zhuǎn)速來控制鍛件的入爐溫度,保溫時間為90 min。對鍛件在不同的入爐溫度下進行硬度和組織跟蹤分析。其具體結(jié)果如表1所示。
只有合理地控制鍛件的入爐溫度650-700℃就可以得到均勻的平衡組織,而且將鍛件硬度控制在156-170 HB,部分品種鍛件甚至在160-168 HB,極大減少了鍛件的硬度散差;當鍛件入爐溫度高于700℃,就可能產(chǎn)生帶狀組織,而且硬度也偏低;當鍛件入爐溫度低于630℃就有可能產(chǎn)生斷離珠光體組織。實際生產(chǎn)中還要根據(jù)鍛件的形狀、環(huán)境溫度和日常積累的經(jīng)驗等來調(diào)整工藝參數(shù),在對鍛件剖檢時出現(xiàn)了齒部組織不合格而內(nèi)孔組織合格的情況,就應(yīng)控制使鍛件齒部和內(nèi)孔達到要求入爐溫度。
2.3余熱正火組織與等溫正火組織的對比
由于等溫正火重新對鍛件進行奧氏體化加熱,在一定程度上細化了晶粒,因此硬度接近的經(jīng)余熱正火和等溫正火處理的鍛件,在相同放大倍數(shù)下余熱正火組織晶粒要大于等溫正火,但組織級別仍在要求范圍之內(nèi)。
38620H齒輪鍛件鍛造余熱正火工藝應(yīng)用的要點
3.1對溫度進行嚴格的控制
在應(yīng)用余熱正火工藝時需要注意通過控制爐內(nèi)溫度來保證8620H齒輪鍛件的組織結(jié)構(gòu),根據(jù)試驗結(jié)果可以得知爐內(nèi)余熱溫度保持在650-700℃就可以使8620H齒輪鍛件的硬度及帶狀組織結(jié)構(gòu)達到相應(yīng)的標準,在鍛件入爐的過程中需要注意對其進行保溫。
3.2對鍛件冷卻速度進行控制
8620H齒輪鍛件在鍛造完成后其冷卻過程對之后的余熱正火工藝的應(yīng)用有著最直接的影響,這也是余熱正火的關(guān)鍵技術(shù)點。在進行鍛件的冷卻時需要避免其出現(xiàn)不可接受的帶狀組織,這些異常組織會影響鍛件的狀態(tài)、硬度等,因此要對其冷卻速度進行嚴格的控制。同時需要注意由于進爐溫度、冷卻時間等工藝參數(shù)會對鍛件最終的結(jié)構(gòu)、重量、形狀、尺寸等有一定的影響,為此其冷卻工藝參數(shù)需要根據(jù)鍛件的實際情況并經(jīng)過實踐來確定,通過工藝調(diào)試的方式來確定最為適當?shù)墓に噮?shù),以此來保證鍛件的質(zhì)量。
3.3余熱等溫溫度及時間的確定
由于8620H齒輪鍛件在余熱正火工藝處理中其溫度高低及處理時間長短會影響鍛件的質(zhì)量,為此必須要對其時間及溫度進行嚴格的把關(guān)及確定。由于鍛件在余熱正火處理中組織結(jié)構(gòu)會產(chǎn)生轉(zhuǎn)變,其溫度過高則會造成顯微組織出現(xiàn)粗大的晶粒及不正常帶狀的問題,而溫度過低則會造成其顯微組織出現(xiàn)如貝氏體、奧氏體等異常的組織結(jié)構(gòu),因此對其溫度的控制顯得尤為重要,上文已給出相應(yīng)的溫度控制范圍。而其時間的長短則影響組織轉(zhuǎn)變的效果,因此必須要對時間進行良好地控制來保證組織結(jié)構(gòu)得到充分轉(zhuǎn)變,根據(jù)鍛件實際要求其時間標準應(yīng)控制在0.5 h-3 h之間。
4 8620H齒輪鍛件鍛造余熱正火工藝應(yīng)用的優(yōu)勢
8620H齒輪鍛件鍛造余熱正火工藝應(yīng)用的優(yōu)勢主要有3點:(1)經(jīng)過余熱正火工藝處理后的8620H齒輪鍛件其殘余奧氏體明顯降低,并且其奧氏體在鍛件中均勻化程度較高,其金相組織較普通正火工藝所鍛造出的鍛件更好,在鍛造中對溫度進行適當?shù)目刂瓶梢詫?620H齒輪鍛件的硬度值控制在156-190HB之間,其硬度值使鍛件更加方便進行后續(xù)加工;(2)余熱正火工藝的使用可以對8620H齒輪鍛件的硬度進行良好的控制,因此在生產(chǎn)的過程中其產(chǎn)生的硬度值波動幅度較小,其同批鍛件顯微組織穩(wěn)定,更利于對鍛件進行質(zhì)量控制;(3)余熱正火工藝在應(yīng)用中其對專業(yè)技能的要求相對于正火工藝要低,其主要是通過設(shè)備來進行工藝及流程的控制,因此所需人力較少,也更利于現(xiàn)場對8620H齒輪鍛件進行質(zhì)量控制的要求。
5結(jié)語
通過上文研究可以看出,在8 620H齒輪鍛件鍛造中余熱正火工藝的應(yīng)用可以使鍛件在650℃-700℃之間獲得更為理想的正火組織,其硬度及顯微組織可以達到較好的狀態(tài),從而使其受齒輪滲碳淬火變形的影響有效降低,提高鍛件的質(zhì)量。以上根據(jù)余熱正火工藝的特點及要求結(jié)合實際對其應(yīng)用進行了詳細的分析,從中可以得知余熱正火工藝在實際中具有可行性價值,并且其與等溫正火工藝相比在實際中所需能源更少,其工藝周期也更短,只要對其工藝進行良好地控制就可以使鍛造效果達到與等溫正火鍛造相似的狀態(tài),具有較高的應(yīng)用價值,還可以創(chuàng)造較好的經(jīng)濟效益。