地質礦產勘查工作手段及方法研究
2019-10-11 08:11:52徐翔
世界有色金屬 2019年16期
徐 翔
(湖南省煤田地質局第三勘探隊,湖南 永州 425000)
現階段,地質礦產勘查工作中各類現代化技術和方法的應用日益廣泛,比如地理信息系統(GIS)等。在勘查作業中應用,發揮著積極的作用,不僅能夠精準搜集各類信息,還能夠助力后續工作的有效開展,降低了作業的成本,增加了經濟效益。現結合具體研究進行如下分析。
1 地質礦產勘查技術的應用實例
以湖南某鉛鋅找礦項目為例,作業中綜合運用各類找礦技術。其中三維建模技術的應用,起到了重要的作用。現結合勘查工作實踐分析技術的應用。
1.1 勘查區域概況
勘查區域內部存在深大斷裂構造,存在形式為NENNE向展布,同時發育和其近似垂直的次級斷裂帶,既具有長期繼承特性,同時具有多期活動特性,為控制巖石相以及巖性等的關鍵因素。沿著斷裂巖石分布硅化、方解石化蝕變、白云石化以及瀝青化。整個鉛鋅礦的基本情況為,賦存在下寒武統清虛洞組碳酸鹽巖的中部藻灰巖中,含礦層厚度范圍為100m~300m,歸類為碳酸鹽巖臺地邊緣淺灘。基于礦點現狀來說,位于平緩斜背的近軸部,礦產產狀平緩。
1.2 礦區三維地質建模
從勘查作業的效果把控角度來說,搭建空間三維數據庫,可以整合和匯聚各鉆孔巖性信息,提供精準的位置信息和形態信息。構建的模型情況如下:①礦體三維模型。收集鉆孔文件資料,結合鉛鋅品位以及礦體空間分布規律等,根據礦產產出位置與三維空間對應關系,對礦體位置進行圈定。以道縣后江橋錳鉛鋅礦區三維模型為例,能夠從中獲得礦體特性信息,明確礦體特點,即多層性特點,呈現層狀以及似層狀產出,部分有分枝或者復合等。②礦區地層三維模擬分析。開展找礦分析,若遇到復雜地層,則根據勘探線剖面圖,結合利用其它資料,搭建地層模型。例如道縣后江橋錳鉛鋅礦區,從搭建的三維地質模型能夠得知含礦地層基本情況,產裝近似水平,并且層控特征突出,礦體位置和含礦層所在的位置耦合情況很好,同勘探結果具有一致性。通過綜合分析,可獲得礦體分布的基本形態特點。沿著不同方向切割,可以明確礦體和含礦層地質形態特點。
1.3 區域三維地質建模
地質勘查作業采用三維建模技術,在進行地質模型的構建時,不僅面臨建模鉆孔少的困難,同時鉆孔分布具有不均勻特點。基于地質圖以及主干剖面圖等的綜合分析,依據地表產狀推理,得到隱伏地質體界限,最終構建三維模型。技術的具體應用如表1所示。從搭建的地質體模型能夠了解,含礦層具體分布較為廣泛,涉及到北側和南側,大斷裂北側的深度為400m~600m,產狀近似水平,端側的兩側差異明顯。
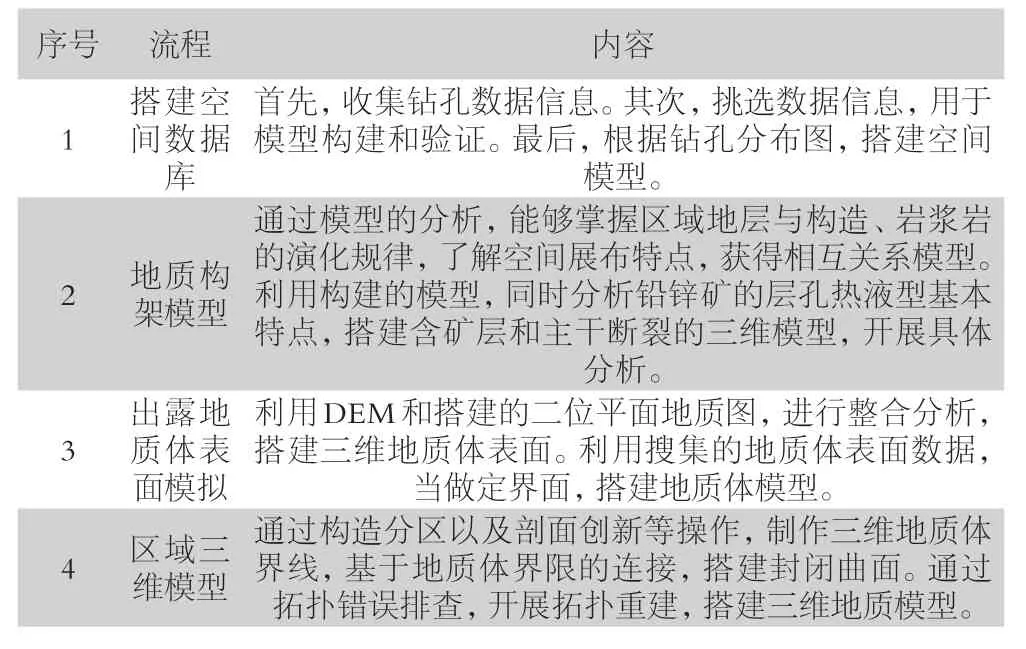
表1 技術的具體應用
1.4 技術的應用成效
從地質礦產勘查作業實踐來說,應用三維模型技術,輔助各項作業的開展,獲得了不錯的成效。基于構建的三維模型,能夠對整個勘查區域的基本情況有所了解,搜集并且整理所需的數據信息,為后續的作業開展提供依據。此次勘查作業綜合應用各類地質礦產勘查技術,同傳統技術相比效率得以提高,同時降低了作業成本,節省了很多費用[1]。具體如表2所示。
2 地質礦產勘查工作手段和方法
2.1 制定完善的礦產勘查制度
現階段,我國地質理論已經發展為現代科學地質理論。新理論的運用,綜合運用了各類新理論以及辦法。基于此,若想全面提高勘查作業的質量以及效率,需要對傳統技術進行升級改造,引入現代化技術手段輔助勘查作業的開展,收集各類礦產區域的相關信息,應用信息化技術,整理并且上報數據信息給領導辦公室,為領導決策提供信息支持[2]。
2.2 推廣應用人性化與環保化勘查方法
從地質礦產勘查實踐來說,融合了各類科學技術和高新技術,提高了技術研發新成果的轉換效率,還能夠促進各類勘查工作的創新和發展。隨著勘查作業難度的增加,對勘查作業人員的業務能力要求不斷提高。其不僅學習各類理論知識,還需要全面提高技術水平。基于科學發展觀的指導,堅持以人為本的原則,積極推廣人性化和環保化勘查作業方法,提高勘查作業的環保水平,改善工作環境,減少地質災害的發生,比如勘探滑坡等。
2.3 應用新型遙感技術
為了應對各類復雜的勘查工作,需要新型技術的支持,在實踐中應用新型遙感技術,能夠更好的應對未知局面,為后期各類工作任務的執行提供數據信息支持。組織開展礦產勘查作業,收集數據信息主要運用光譜數據分析圖法,此方法的運用逐漸無法滿足現代化勘查作業需求。引入遙感技術,進行譜帶數據的精準識別和分析,進而精準分析各類元素,通過數據計算以及分類,最終明確礦產資源結構以及分布的具體情況,有效提高了勘查作業的效率,增加了勘查結果的科學性。
3 結語
綜上所述,地質礦產勘查作業的開展,合理運用各類技術和手段方法,高效落實各類任務,能夠獲得不錯的成效。從勘查實踐來說,可采取以下措施:制定完善的礦產勘查制度;推廣應用人性化與環保化勘查方法;應用新型遙感技術;做好勘查全過程的把控等。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
數學物理學報(2020年2期)2020-06-02 11:29:24
中華手工(2017年2期)2017-06-06 23:00:31
光學精密工程(2016年6期)2016-11-07 09:07:19
故事大王(2016年7期)2016-09-22 17:30:08
中外會展(2014年4期)2014-11-27 07:46:46
兒童故事畫報(2013年3期)2013-06-24 05:40:30
小哥白尼·軍事科學畫報(2009年9期)2009-09-14 03:18:56
