離心鑄造鋁銅合金的摩擦磨損性能研究
2017-06-01 09:43:15崔海霞
中國(guó)鑄造裝備與技術(shù) 2017年2期
李 毅,崔海霞,馮 坤
(江蘇徐州工程機(jī)械研究院,江蘇徐州 221106)
離心鑄造鋁銅合金的摩擦磨損性能研究
李 毅,崔海霞,馮 坤
(江蘇徐州工程機(jī)械研究院,江蘇徐州 221106)
采用M2000的磨損實(shí)驗(yàn)機(jī)和掃描電鏡研究離心半徑和旋轉(zhuǎn)速度對(duì)鋁銅合金摩擦磨損性能的影響。結(jié)果表明,磨損量和摩擦系數(shù)隨旋轉(zhuǎn)速度和離心半徑的增加而減小。并且在600 r/min時(shí)隨著離心半徑越大引起的磨損量減小的幅度大于在300 r/min時(shí)磨損量減小的幅度。這是由于隨著旋轉(zhuǎn)速度和離心半徑的增加,鋁銅合金的顯微組織越來(lái)越細(xì)小、晶界得到強(qiáng)化,造成鋁銅合金的硬度、強(qiáng)度增加,所以耐磨性更強(qiáng)。
鋁銅合金;離心鑄造;摩擦磨損
與傳統(tǒng)鑄造方法相比較,離心鑄造[1-3]不僅具有生產(chǎn)工藝簡(jiǎn)單、生產(chǎn)效率高、加工余量少[4-5]的特點(diǎn),而且還可以提高金屬充填鑄型的能力,改善補(bǔ)縮條件,大大節(jié)省澆注系統(tǒng)和冒口方面的金屬消耗,因此離心鑄造技術(shù)被廣泛應(yīng)用在合金熔體凝固成形過(guò)程。
同時(shí)鋁銅合金具有密度小、強(qiáng)度高、質(zhì)量輕、耐腐蝕性強(qiáng)以及良好的導(dǎo)熱導(dǎo)電性能,是一種用途非常廣泛的輕金屬之一,隨著航空、航天、汽車工業(yè)[6-7]的發(fā)展以及原子能、石油化工等新型工業(yè)的崛起,鋁銅合金的使用量正日益增加。因此對(duì)鋁銅合金在離心鑄造下的性能研究具有現(xiàn)實(shí)意義。
盡管有很多關(guān)于離心鑄造鋁銅合金報(bào)道,但是關(guān)于離心鑄造鋁銅合金的摩擦磨損性能研究的報(bào)道幾乎沒有。本文采用改變離心半徑和旋轉(zhuǎn)速度這兩個(gè)方面來(lái)研究其耐磨磨損性能,并根據(jù)實(shí)驗(yàn)數(shù)據(jù)總結(jié)出摩擦系數(shù)、磨損量與工藝參數(shù)之間的關(guān)系,從而為以后鋁銅合金離心鑄造工藝設(shè)計(jì)的優(yōu)化提供了參考。
1 實(shí)驗(yàn)方法
首先將純度為99.9%的純鋁和99.9%電解銅按照Al-Cu11(w%)二元合金成分進(jìn)行配制,然后把原料放人石墨坩堝內(nèi),采用電阻爐進(jìn)行熔煉,加熱到740 ℃時(shí),保溫5 min后進(jìn)行澆注。澆注到預(yù)熱溫度為100 ℃金屬鑄型中,金屬鑄型如圖1所示。在離心轉(zhuǎn)盤旋轉(zhuǎn)穩(wěn)定后,開始澆注。旋轉(zhuǎn)速度分別為0 r/min、300 r/min、600 r/min,旋轉(zhuǎn)方向?yàn)轫槙r(shí)針。離心半徑分別為0.12 m、0.16 m、0.20 m。取在不同離心半徑和不同旋轉(zhuǎn)速度下的9個(gè)10×10×10(mm)的正方柱磨損試樣進(jìn)行摩擦磨損實(shí)驗(yàn)。磨損實(shí)驗(yàn)機(jī)型號(hào)為M2000,摩擦副材料為圓環(huán),直徑40 mm。本次試驗(yàn)為干摩擦,相對(duì)磨損面施加載荷分別為50 N、100 N和150 N,旋轉(zhuǎn)速度300 r/min。磨損量稱量采用SARTORIUS電子天平測(cè)量,為了保證實(shí)驗(yàn)的精確性,在進(jìn)行磨損試驗(yàn)之前用無(wú)水乙醇對(duì)試樣進(jìn)行清洗,烘干之后再用SARTORIUS電子天平測(cè)量,然后進(jìn)行磨損試驗(yàn),并且在試驗(yàn)之后,再次用SARTORIUS電子天平測(cè)量測(cè)量質(zhì)量時(shí),也用無(wú)水乙醇先對(duì)試樣進(jìn)行清洗烘干。為了探究摩擦磨損的機(jī)制,用掃描電鏡對(duì)磨損后試樣進(jìn)行觀察。
2 實(shí)驗(yàn)結(jié)果與分析
圖2為離心半徑和旋轉(zhuǎn)速度對(duì)磨損量的影響。從圖中可以得出,當(dāng)離心半徑相同時(shí),隨著旋轉(zhuǎn)速度的增加,磨損量逐漸減小。當(dāng)旋轉(zhuǎn)速度為0 r/min時(shí),不同離心半徑的試樣磨損量基本相同,但在300 r/min和600 r/min時(shí),隨著離心半徑的增加,磨損量逐漸減小。并且在600 r/min時(shí)隨著離心半徑的增加磨損量減小的幅度大于在300 r/min時(shí)磨損量減小的幅度。

圖1 離心澆注鋁銅合金時(shí)所用的金屬鑄型內(nèi)部結(jié)構(gòu)
圖3 為離心半徑和旋轉(zhuǎn)速度對(duì)摩擦系數(shù)的影響。從圖中可以得出,當(dāng)離心半徑相同時(shí),隨著旋轉(zhuǎn)速度的增加,磨損量逐漸減小。當(dāng)旋轉(zhuǎn)速度為0 r/min時(shí),不同離心半徑的試樣磨損量基本相同,但在300 r/min和600 r/min時(shí),隨著離心半徑的增加,磨損量逐漸減小。并且在300 r/min時(shí)隨著離心半徑的增加磨損量減小的幅度大于600 r/min時(shí)磨損量減小的幅度。這是因?yàn)殡S著離心半徑和旋轉(zhuǎn)速度的增加,晶粒尺寸減小[8]。當(dāng)位錯(cuò)從一個(gè)晶粒滑移帶到另一個(gè)晶粒時(shí),它將遇到晶界的阻礙,造成強(qiáng)度硬度的增加。晶粒尺寸越小,晶界密度越大,對(duì)位錯(cuò)的阻礙越大,結(jié)果強(qiáng)度硬度越大,從而合金磨損量減小,耐磨性能增強(qiáng)。除此之外,隨著離心半徑和旋轉(zhuǎn)速度的增加,鋁銅合金產(chǎn)生更多的硬化相Al2Cu,結(jié)果使合金的強(qiáng)度、硬度提高,從而使耐磨性也提高[8]。
圖4為實(shí)驗(yàn)時(shí)間對(duì)磨損量的影響。從圖中可得,隨著時(shí)間的增加,磨損量逐漸增加。同時(shí),在每個(gè)數(shù)據(jù)記錄處,旋轉(zhuǎn)速度越大,磨損量越小。
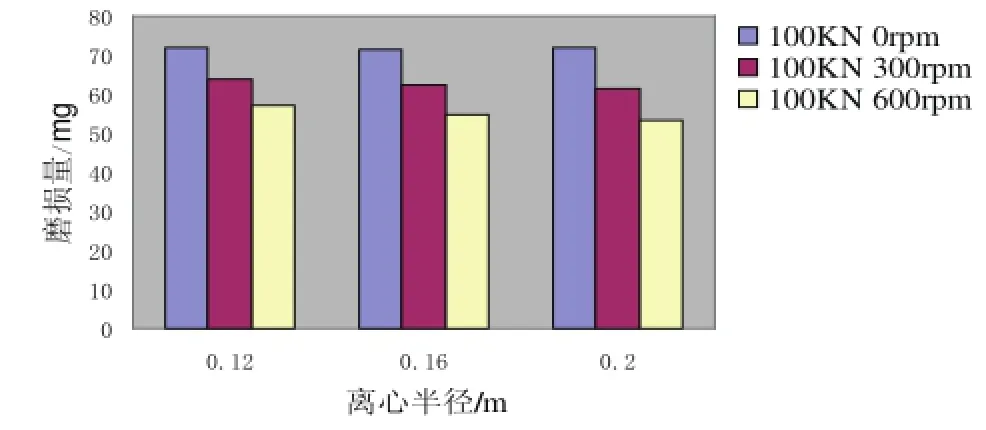
圖2 離心半徑和旋轉(zhuǎn)速度對(duì)磨損量的影響
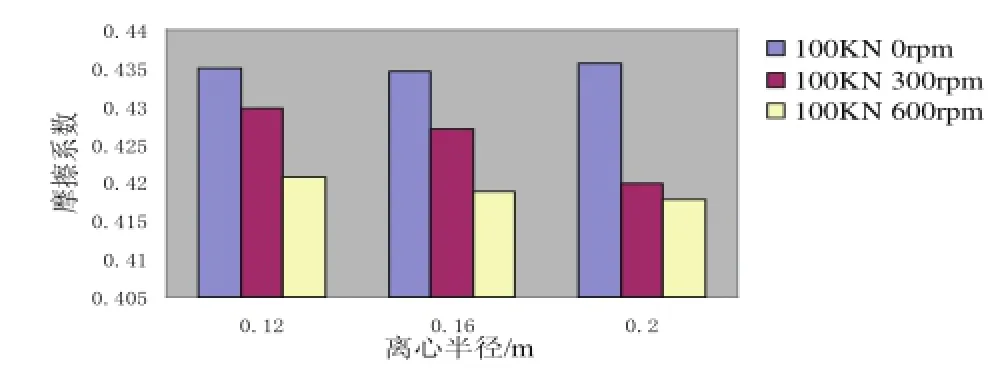
圖3 離心半徑和旋轉(zhuǎn)速度對(duì)摩擦因數(shù)的影響

圖4 時(shí)間對(duì)磨損量的影響
圖5 為實(shí)驗(yàn)時(shí)間對(duì)摩擦系數(shù)的影響。從圖中可以得出,時(shí)間對(duì)摩擦系數(shù)影響不大,隨著時(shí)間的延長(zhǎng),摩擦系數(shù)基本不變。同時(shí)在每個(gè)數(shù)據(jù)記錄處,旋轉(zhuǎn)速度越大,摩擦系數(shù)越小。
圖6為加載力對(duì)磨損量的影響。從圖可以得出,隨著加載力的增加,磨損量逐漸增加。當(dāng)加載力一定時(shí),隨著旋轉(zhuǎn)速度的增加,磨損量減小。
磨損后的試樣在掃描電鏡下的圖像如圖7所示。對(duì)比圖(a)與圖(b)或圖(c)與圖(d)可以得出,盡管試樣不同,但是它們的摩擦磨損機(jī)理是相同的,不隨著離心半徑和旋轉(zhuǎn)速度的改變而變化。
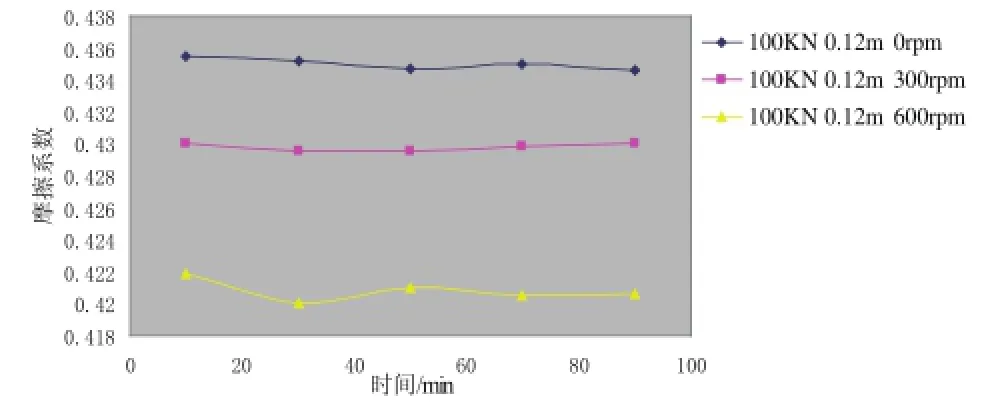
圖5 時(shí)間對(duì)摩擦系數(shù)的影響

圖6 加載力對(duì)磨損量的影響
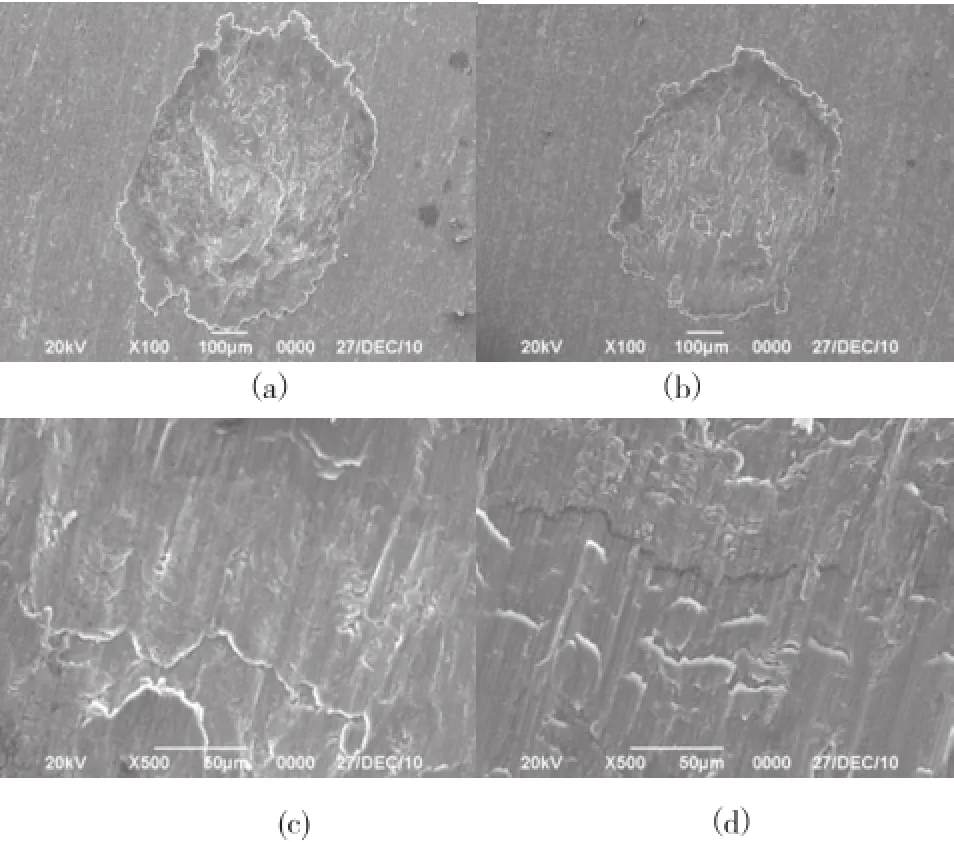
圖7 掃描電鏡下磨損后試樣的組織形貌
3 結(jié)論
(1)隨著離心半徑和旋轉(zhuǎn)速度的增加,鋁銅合金的磨損量和摩擦系數(shù)都減小,即鋁銅合金的耐磨性更好。
(2)旋轉(zhuǎn)速度越大,隨著離心半徑增加而引起的耐磨性能增加的幅度越大;離心半徑越大,隨著旋轉(zhuǎn)速度增加而引起的耐磨性能增加的幅度越大。
(3)隨著時(shí)間的延長(zhǎng),磨損量逐漸增加,摩擦系數(shù)基本不變。
[1] Mesquita R A, Leiva D R, Yavari A R, et al. Microstructures and mechanical properties of bulk AlFeNd(Cu,Si) alloys obtained through centrifugal force casting[J]. Materials Science &Engineering A, 2007, 452-453(4):161-169.
[2] WU SP, LI RD, GUO JJ, et al. Numerical simulation of microstructure evolution of Ti-6Al-4V alloy in vertical centrifugal casting[J]. Materials Science & Engineering A, 2006, 426(1):240-249.
[3] Chirita G, Soares D, Silva F S. Advantages of the centrifugal casting technique for the production of structural components with Al-Si alloys[J]. Materials & Design, 2008, 29(1):20-27.
[4] WU SP, GUO JJ, SU YQ, et al. Numerical simulation of offcentred porosity formation of TiAl-based alloy exhaust valve during vertical centrifugal casting[J]. Modelling & Simulation in Materials Science & Engineering, 2003, 11(4):599.
[5] Suzuki K I, Nishikawa K, Watakabe S. Mold Filling and Solidifi cation during Centrifugal Precision Casting of Ti-6Al-4V Alloy[J]. Materials Transactions Jim, 1996, 37(12):1793-1801.
[6] YU GL, ZHAO X. The Casting Process of Large Closed Annular Castings Made of High Strength Al-Cu Alloy[J]. Journal of Materials Engineering, 2000(9):42-43.
[7] GAO HJ, XU B, NIU YC, et al. Effects of different pouring conditions on the micro-structure of Al-Cu alloy[J]. Special Casting & Nonferrous Alloys, 2006, 26(1):10-12.
[8] SUI YW, LI BS, LIUAH, et al. Evolution of microstructure in centrifugal cast Al-Cu alloy[J]. China Foundry, 2010, 7(1):43-46.
Study on friction and wear properties of centrifugal casting AlCu alloys
LI Yi, CUI HaiXia, FENG Kun
(Jiangsu xuzhou Research Institute of Engineering & Machinery, xuzhou 221116, jiangsu,China)
Effect of centrifugal radius on friction and wear properties of Al-Cu alloy for various mould rotation speeds was investigated by M200 wear test machine and SEM The results show that, with increasing the centrifugal radius or mould rotation speed the wear properties increase gradually. With increasing the centrifugal radius, the variation amplitude of wear loss of Al-Cu alloys at mould rotation speed 600 r/min is greater than that at 300 r/min. This is due to the fi ner microstructure and the strengthened grain boundary and then resulting in the hardness, strength of Al-Cu alloy increasing, so the wear resistance.
Al-Cu alloys; centrifugal casting; friction and wear
TG115.5;
A;
1006-9658(2017)02-0020-03
10.3969/j.issn.1006-9658.2017.02.007
2016-09-21
稿件編號(hào):1609-1534
李毅(1982—),男, 工程師 . 主要從事鑄造生產(chǎn)工藝技術(shù)工作.
