噴丸強化對20CrMnTi滲碳齒輪組織和性能影響
2017-06-01 09:43:15馬安博
中國鑄造裝備與技術 2017年2期
關鍵詞:裂紋
馬安博
(西安航空職業技術學院,陜西西安 710089)
噴丸強化對20CrMnTi滲碳齒輪組織和性能影響
馬安博
(西安航空職業技術學院,陜西西安 710089)
采用強力噴丸工藝對20CrMnTi鋼滲碳齒輪試樣進行了表面強化處理。利用硬度儀、X射線應力分析儀、表面粗糙度儀、X射線衍射儀和掃描電鏡,分別測試分析了試樣處理前后的顯微硬度、殘余應力、表面粗糙度、殘余奧氏體含量、接觸疲勞強度和疲勞斷口形貌。結果表明:噴丸強化可顯著提高試樣表面的殘余壓應力,殘余奧氏體量減少,表層顯微硬度增加,表面粗糙度有不同程度增大,接觸疲勞強度明顯提高。
噴丸強化;殘余應力;表面粗糙度
齒輪是機械中廣泛采用的傳動零件之一。在工作時,齒輪的齒面受周期性彎曲應力和接觸壓應力的作用。例如,汽車上的變速箱齒輪,在啟動、換擋及振動時,齒根會受到突然的沖擊力;齒面相互滾動、滑動,存在著較大的摩擦力。在多種應力作用下,齒輪的失效形式主要表現為齒的折斷、齒面剝落和疲勞磨損等。由于其在服役過程承受著巨大的交變應力,加之用戶超載運行等因素,導致齒輪疲勞壽命低而頻繁短期失效。為了提高齒輪的疲勞強度和可靠性,國內外許多汽車廠家均采用滲碳和強力噴丸復合強化工藝[1-2]。
本文通過理論推導和實際測試相結合的研究方法,系統地就噴丸強化對滲碳齒輪組織和性能的影響進行研究,試驗結果可為這一復合強化工藝技術更好地應用于工業生產提供了理論依據與試驗支撐,因此具有重要的研究意義和一定的工程應用價值。
1 實驗材料和方法
1.1 實驗材料
實驗采用某汽車變速箱一檔從動齒輪,材料為20CrMnTi鋼,化學成分見表1。將材料加工成φ20 mm×40 mm的試樣,經930 ℃±5 ℃氣體滲碳10 h,然后直接830 ℃油淬,180 ℃回火2 h。

表1 20CrMnTi鋼的化學成分 w/%
1.2 噴丸工藝
在機械離心式噴丸機上對滲碳齒輪進行噴丸強化處理。表2為20CrMnTi滲碳齒輪的噴丸工藝規范。

表2 齒輪噴丸工藝規范
1.3 性能表征
采用L-XRD型X射線應力分析儀測定沿層深分布殘余應力;殘余奧氏體沿層深分布在XRD-7000X射線衍射儀上進行測定;顯微硬度在HVS-1000顯微硬度儀上測量,載荷砝碼50 g;表面粗糙度測量采用TR200表面粗糙度儀;接觸疲勞強度在JP-52接觸疲勞試驗機上測定;在JSM-6700F型場發射掃描電鏡上觀察疲勞斷口形貌。
2 結果與分析
2.1 表面硬化區
圖1為噴丸前后滲碳齒輪試樣表面變化。觀察發現,在噴丸過程中,當微小球形彈丸高速沖擊零件表面后,撞擊處因塑性變形在滲碳層表面留下直徑小于彈丸直徑的半球形凹坑,同時撞擊導致凹坑附近的滲碳層材料發生徑向延伸。噴丸一方面使滲碳齒輪表面發生彈性變形,同時也產生了大量孿晶和位錯,在表面形成形變硬化層。
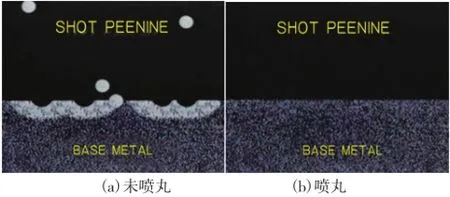
圖1 噴丸前后試樣的表面變化
噴丸過程就是高速的物理運動過程。對于齒輪滲碳層表面每一點來說,因反復承受大量彈丸的Hertz彈性壓應力而發生交替應變,形成表面硬化層[3]。盡管彈丸直徑很小,但其能量很大。根據Hertz假設,接觸區域的壓力分布呈半球形,表面每一點所承受的等效壓力F約為450 N。由Hertz應力分布規律可知,引起零件交替應變而產生細化效應的是切應力τ45,而τ45沿零件表面層的分布是非線性的,其最大值切應力τmax作用處Z在次表層[4]:

式中,a為彈丸在零件表面的接觸半徑,mm;F為零件所承受的法向壓力,在此取等效壓力,等效壓力F=450 N;R為鑄鋼丸半徑,本試驗R=0.6 mm;E為鑄鋼丸彈性模量,E=202 GPa。
代入(2)式有:a=0.11 mm。
將a代入(1)式有:Z=0.09 mm。
由以上分析可知,在本試驗條件下,噴丸對滲碳齒輪的硬化效應只是發生在表面層,且硬化效應最大處在距表面0.09 mm附近區域。
2.2 殘余應力與殘余奧氏體分布
圖1為噴丸前后滲碳齒輪試樣殘余應力分布圖。從圖中可以看出,滲碳試樣表面殘余應力值為+200 MPa,呈拉應力狀態,而經噴丸試樣表面殘余應力值為-400 MPa(fA=0.36 mm),呈壓應力狀態,并且隨著噴丸強度增加,距表面同一距離處的殘余壓應力值越大,這種殘余壓應力降低了外加拉應力的水平。這是因為由于噴丸強化的強機械沖擊作用使一定深度內的滲碳層發生了滑移、位錯運動等塑性變形,產生了晶粒細化和晶格畸變,并使殘余壓應力得到調整和提高。

圖2 噴丸前后殘余壓應力沿層深分布

圖3 噴丸前后殘余奧氏體沿層深分布
滲碳淬火后,齒輪表面層總存在一定數量的殘余奧氏體,圖2為噴丸前后滲碳齒輪試樣殘余奧氏體沿層深分布圖。從圖中可以看出,噴丸前,在滲碳齒輪試樣表面存在12.5%的殘余奧氏體,經噴丸后,可使從表面到0.1 mm深度內的殘余奧氏體量大約減少15%~20%,而且隨著噴丸強度的增加變化較為明顯。這是由于殘余奧氏體屬于不穩定相,在噴丸過程中由于滲碳層發生了塑性變形,導致表層中原來的殘余奧氏體向更穩定的馬氏體相轉變。噴丸表面的塑性變形量最明顯,發生馬氏體相變最為充分,故其殘余奧氏體含量明顯降低。
2.3 硬度變化
圖3為噴丸前后滲碳齒輪顯微硬度分布圖。從圖中可以看出,未噴丸滲碳齒輪在距表面0.1 mm的深度處硬度值最高為HV875,噴丸滲碳齒輪在距表面0.05 mm處的硬度值最高為HV1250。噴丸件顯微硬度明顯高于未噴丸,提高幅度可達35%~40%,而心部組織硬度基本相同。硬度發生變化區域均為距表面0.25 mm范圍以內,最大變化區域在距表面0.25 mm附近。表層的硬度得以提高的原因是噴丸使得滲碳層表層產生局部塑性變形而造成強烈的加工硬化;滲碳層殘余奧氏體經噴丸形變誘發而轉變為馬氏體,且馬氏體的亞結構得以細化;噴丸將造成金屬表層晶格畸變,位錯密度增加,表層殘余壓應力值明顯增加。

圖4 噴丸前后試樣顯微硬度沿層深的分布
2.4 表面粗糙度變化
采用輪廓算數偏差Ra描述材料表面的粗糙度,能反映出加工零件表面的微觀幾何形狀特性。表1為噴丸前后滲碳齒輪表面粗糙度值Ra。從表中可以看出,經噴丸后滲碳層表面粗糙度有所增大,而且隨著彈丸直徑的增加,表面粗糙度Ra值顯著增加。這是因為噴丸后,滲碳試樣表面的加工毛刺會被打掉或打平,但會形成明顯的彈坑,表面粗糙度值增加。彈丸直徑越大,對滲碳齒輪表面的打擊力度越大,每個彈丸的清理作用也越強,但零件表面彈坑深,所形成的表面粗糙度大,單位時間內對零件的打擊次數也比較少;相反,彈丸的直徑越小,彈坑就越淺,表面粗糙度值就變小。

表3 噴丸前后試樣的表面粗糙度
2.5 接觸疲勞試驗
噴丸強化對疲勞性能改善的另一個最為顯著的表現是在失效的裂紋萌生源上[5]。在工程實踐中,微裂紋的萌生和初始擴展是金屬材料疲勞破壞的開始,這一階段在整個疲勞壽命中所占的比例有時可達80%。
圖5為滲碳齒輪噴丸前后接觸疲勞試驗結果。從圖中可以看出,經噴丸處理后,滲碳齒輪試樣接觸疲勞強度明顯提高。這是由于滲碳齒輪經噴丸強化后,表層硬度顯著提高,滲碳表層的壓塑性變形造成試樣表層產生很大的殘余壓應力。當有殘余壓應力存在時,疲勞裂紋不能在零件的表層產生,而只能在零件的次表面產生,而且產生疲勞裂紋所需的交變應力的最小值提高。此外,殘余壓應力的作用在零件表面上有缺口或微裂紋處將表現的更加顯著,殘余壓應力能防止在缺口以及裂紋處集中,能夠削減外力在這些部位引起的拉應力峰。這都使得疲勞裂紋難以產生、擴展,從而有效地提高了滲碳齒輪表面的接觸疲勞強度[6]。
圖6為噴丸前后滲碳齒輪疲勞試樣斷口形貌,從圖中可以看出,未經噴丸強化試樣疲勞裂紋源區在表面,有沿晶裂紋特征;而經噴丸強化后疲勞源區由表面移向次表面,有穿晶斷裂形貌特征。此外,未噴丸的滲碳試樣裂紋長而疏,噴丸的滲碳試樣裂紋短而密。這表明噴丸可以消除滲碳層表面缺陷,并強化表面,同時由于殘余壓應力的存在有效地降低了外加拉應力,使試樣表面實際承受的循環拉應力得以降低,裂紋擴展阻力增加,擴展速率降低。
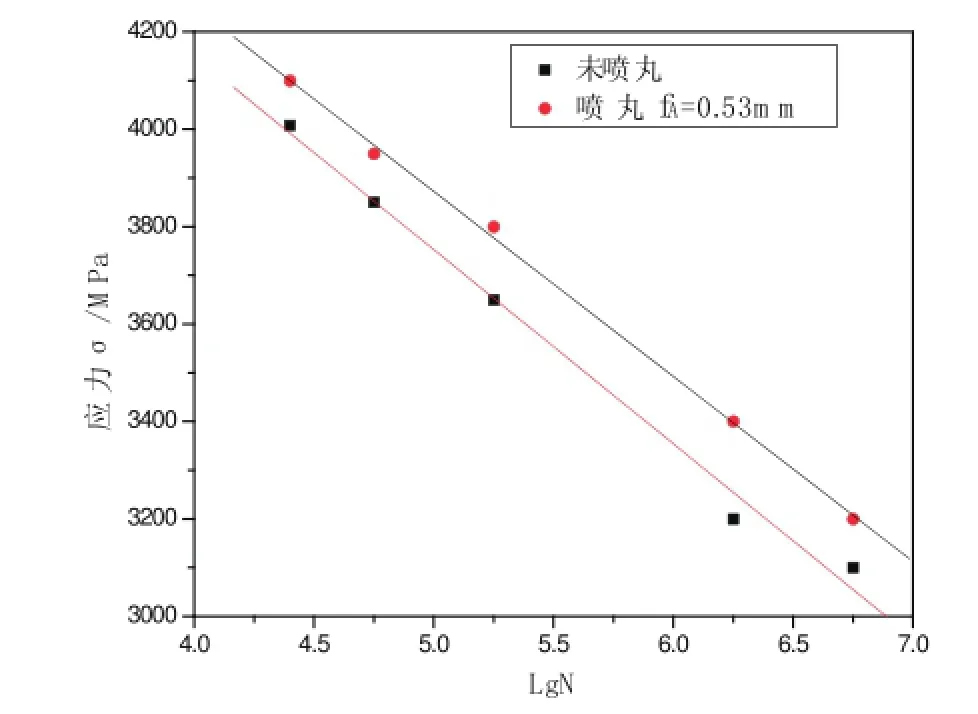
圖5 噴丸前后試樣接觸疲勞試驗結果

圖6 噴丸前后試樣斷口形貌
3 結論
(1)噴丸一方面使滲碳齒輪表面發生彈性變形,同時也產生了大量孿晶和位錯,在表面形成形變硬化層,且經Hertz假設計算得出,硬化效應最大處在距表面0.3 mm附近區域。
(2)噴丸強化可顯著提高滲碳齒輪表面的殘余壓應力,并且隨著噴丸強度增加,距表面同一距離處的殘余壓應力值越大。噴丸強化可使殘余奧氏體量減少,而且隨著噴丸強度的增加變化較為明顯。
(3)噴丸強化使滲碳齒輪表面硬度增加,距表面愈近,效果愈明顯。經噴丸后滲碳層表面粗糙度有所增大,而且隨著彈丸直徑的增加,表面粗糙度Ra值顯著增加。
(4)經噴丸處理后,滲碳齒輪試樣接觸疲勞強度明顯提高。未經噴丸強化的試樣疲勞裂紋源區在表面,有沿晶裂紋特征;而經噴丸強化后疲勞源區由表面移向次表面,有穿晶斷裂形貌特征。
[1] 朱玉.采用噴丸強化提高汽車滲碳齒輪的強度[J].世界汽車, 1988(1):23-29.
[2] 匡建新.強力噴丸對合金滲碳齒輪表面接觸疲勞強度的影響[J].熱加工工藝, 2010, 39(20):193-195.
[3] 段民.滲碳淬火齒輪有效硬化層深度的理論計算[J].熱處理, 2013, 28(3):52-55.
[4] 李光瑾.滲碳齒輪有效硬化層深度確定和齒輪疲勞強度試驗方法[J].柴油機設計與制造, 2010, 16(3):36-41.
[5] 朱荊璞.噴丸強化對接觸疲勞性能的影響[J].中國表面工程, 1992(1):20-24.
[6] 孫艷.強化噴丸對滲碳齒輪表面接觸疲勞裂紋形成與擴展的影響[J].汽車技術, 2009(1):56-58.
Infl uence of shot peening strengthening on structure and properties of 20CrMnTi steel carburized gears
MA AnBo
(Xi'an Aeronautical Polytechnic Institute,Xi'an 710089,Shaanxi,China)
The paper used shot-peening to strengthen the layer of the 20CrMnTi carburizing gears.The microhardness,residual stress,retained austenite,roughness,contact fatigue and fracture surface of unpeened and shot-peening specimens were studied by the microhardness tester, X - ray stress analyzer,surface roughness meter,X-ray diffractometer and SEM. The results show that shot-peening can significantly improve the residual compressive stress on the specimen surface,the amount of residual austenite decreases, and the surface microhardness increases.And also shot-peening can increase the roughness and improve contact fatigue.
shot-peening;residual stress;roughness
TG156.5;
A;
1006-9658(2017)02-0032-04
10.3969/j.issn.1006-9658.2017.02.011
2016-10-20
稿件編號:1610-1553
馬安博(1986—),男, 講師,研究方向:金屬材料熱處理與表面處理.
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
